3D打印速度的研究
2014-12-13牛振华付娅琦董迁迁
牛振华,付娅琦,董迁迁
(1.安阳职业技术学院,河南 安阳 455000;2.安阳贞元(集团)有限责任公司,河南 安阳 455000)
0 引言
3D 打印机是快速成型设备的一种,起源于20 世纪80 年代,它以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体。主要应用于模具制造、工业设计等领域,随着技术的发展和完善,已经开始用于产品的直接制造。
目前3D 打印技术应用最为广泛和成熟的主要有叠层实体制造法(LOM)、熔融沉积制造法(FDM)、光敏液相固化法(SLA)和选择性激光烧结法(SLS)等。本文使用的3D 打印机采用的是熔融层积制造法(FDM)。它利用热塑性材料的热熔性、黏结性,在计算机控制下层层堆积成型[1]。
3D 打印机通过控制软件将3D 模型转换成加工程序,因而控制软件某些参数影响着3D 打印机的打印速度和打印质量。本文通过调整3D 打印机控制软件的主要参数,研究、分析这些参数与打印速度之间的关系。
1 试验步骤与方法
1.1 试验设备
本试验所用3D 打印机为UP Plus2 型3D 打印机,打印尺寸:L×W×H=140×140×135mm,打印材料:ABS 塑料。UP2 PLUS3D 打印机的结构如图1 所示。
1.2 试验步骤
1.2.1 创建试验模型
本试验采用的模型是由Pro/Engineer 5.0 绘制的一个30×30×30mm 的正方体,绘制完毕后以默认方式保存为STL 格式的文件。STL 文件格式是由美国3D SYSTEMS 公司制定的一个接口协议,应用于CAD 模型与成型系统之间数据转换[2]。
1.2.2 加载试验模型
将试验模型的STL 文件加载到控制软件中(见图2),然后开始设置参数。
1.2.3 设置参数
在控制软件中,主要的控制参数包括层片厚度、填充密度、密封表面、支撑结构和打印质量等,其中对打印速度和质量影响最大的是层片厚度、填充密度和打印质量。
(1)层片厚度,每一层的打印厚度,共有0.15mm,0.2mm,0.25mm,0.3mm,0.35mm,0.40mm 这6 个厚度选项,如图3 所示。
(2)填充密度,内部支撑的密度,共有4 项,分别标记为“A,B,C,D”。其中,填充密度A>B>C>D,如图4 所示。
(3)打印质量,控制打印精度,有Fine(最好)、Normal(正常)、Fast(最快)3 个选项,本次试验全部选用FAST(见图5)。
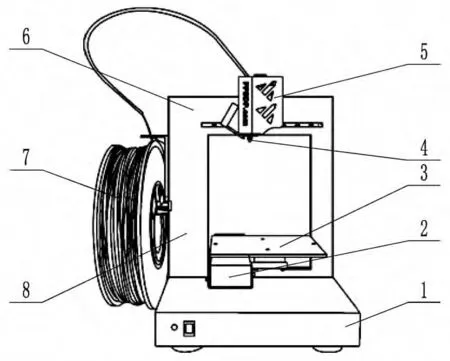
图1 UP2 PLUS 型3D 打印机结构图
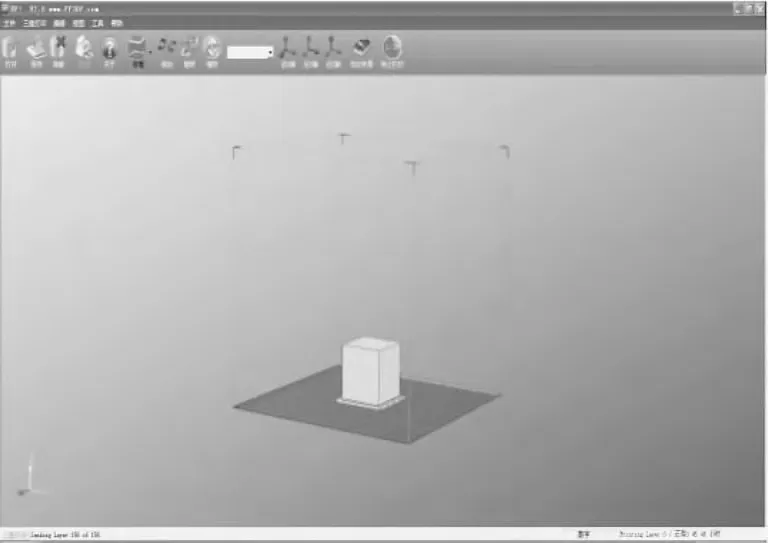
图2 控制软件主界面

图3 主参数面板

图4 填充密度效果

图5 打印参数面板
以上3 个主要参数设置完成后,其余的全部默认即可。参数设置完毕后,预热打印机15min,当打印平台的温度预热到85℃以上后,选择打印,3D 打印机开始自动生成打印路径,同时喷嘴开始加热,当喷嘴温度达到260℃时,打印开始,打印结束后,使用工具将模型从工作上中取出,剥离支撑材料,即可获得产品(见图6)。
1.2.4 试验结果与分析

图6 打印完成的试验模型
分别选用层片厚度为0.15mm,0.20mm,0.25mm,0.30mm,0.35mm 和0.40mm,与A,B,C,D 四种填充密度相结合,共24种组合,分别记录打印时间,以确定层片厚度和填充密度对打印时间的影响,其结果如图7 所示。

图7 24 种组合的打印时间
从图7 中可以看出,打印时间与层片厚度和填充密度的关系较为密切,不论选用哪种层片厚度,填充密度越小,打印时间越短。其中,层片厚度为0.15mm,0.20mm 时,打印时间缩短趋势较为明显,层片厚度为其余4 项时,打印时间总体上也呈现出下降趋势,但趋势不太明显。
2 结语
通过本文的研究,3D 打印机的打印速度取决于层片厚度和填充密度等参数的选择,因此,在进行3D 打印时,要根据实际情况选择合适的层片厚度和填充密度等参数,不仅可以节省打印时间,也能够节省打印材料。3D 打印技术目前已经应用于工业制造、教育等领域,随着技术的不断成熟和发展,3D打印技术将向着智能化、通用化、精密化以及便捷化的趋势稳步发展[3]。
[1]黎震,朱江峰.先进制造技术[M].北京:北京理工大学出版社,2012.
[2]张贞贞,陈定方.基于VC 的STL 文件读取[J].湖北工业大学学报,2008(2):44-46.
[3]王雪莹.3D 打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
