关于综采工作面“三机”冷却水回收复用装置的创新设计及应用
2014-12-12翟文
翟文
(神华宁夏煤业集团 梅花井煤矿,宁夏灵武 751400)
关于综采工作面“三机”冷却水回收复用装置的创新设计及应用
翟文
(神华宁夏煤业集团 梅花井煤矿,宁夏灵武 751400)
综采工作面“三机”,即:刮板输送机、转载机、破碎机的电动机采用水冷式电动机,冷却水引自井下供水系统,经过电动机冷却循环后,直接排入工作面现场,一方面造成水资源的浪费,增加了生产成本;其次冷却水与工作面煤泥相混形成水煤泥,需要大量人力进行清除;再次因工作面机辅两巷起伏不平时,工作面冷却水经常排不干净,造成机辅两巷积水、现场文明生产差;更严重得是影响正常的生产进度,影响煤质,进而影响煤炭销售价格。
鉴于以上情况,梅花井煤矿综采一队在1102206工作面回采过程中,根据现场实际情况,在没有任何前例借鉴的情况下,自行设计一套冷却水再回收利用装置,将刮板输送机、转载机、破碎机的电动机冷却水进行回收再利用,回收的冷却水通过过滤后,再用于工作面采煤机、液压支架喷雾用水。并在2014年2月中旬将这套冷却水回收再利用装置实验安装完成,成功投入使用,效果极佳。
综采工作面 三机冷却水 回收 再利用
1 工作面冷却水再利用装置设计原理与选型计算
1.1 原理
如图1所示,当工作面设备开机时,图中所示的5个电磁阀得电,工作面刮板输送机、破碎机、转载机电动机冷却系统自动启动,工作面刮板输送机机尾电动机、机头电动机冷却水通过DN25胶管(图中1、2),破碎机电动机、转载机电动机冷却水通过DN19胶管(图中3、4)回收至自制水箱,在水箱底部焊接一个出水口,用于接风动隔膜泵5,风动隔膜泵进、出水管为DN32胶管,水箱内壁装设有电子水位传感器7,当水位上升到电子水位传感器7位置,风动隔膜泵风量电磁阀6得电,风量电磁阀打开,风动隔膜泵5启动,水箱内收集的冷却水通过风动隔膜泵5打压,经过DN32管路,排至设备列车的清水过滤站8,经过滤站过滤后,再接入喷雾泵站9,然后用于采煤机、液压支架喷雾降尘使用。当工作面设备停机时,图中所示的工作面冷却水回水管上的4个电磁阀先失电(图中1、2、3、4),电磁阀自动关闭,工作面刮板输送机、破碎机、转载机电动机冷却系统自动停止,风动隔膜泵5继续抽水,直至自制水箱内的水位低于电子水位传感器7位置后,风量电磁阀6、风动隔膜泵5出水口的电磁阀失电,整个冷却水再利用装置停止。自制水箱尺寸为1.5m×0.9m×0.7m,在水箱上部焊接四个直通用于接电动机冷却水回水,出水口焊接在水箱底部,用于配接风动隔膜泵,水位传感器设置在水箱高度四分之三处,水箱用于暂时储存回收的冷却水,同时可以解决冷却水回水与风动泵吸水的不同步性。
1.2 选型校验
BQG-350/0.2型风动隔膜泵主要参数:标定工况流量350L/min(最大流量651L/min)、标定工况出料压力0.2MPa(出料口最大压力0.83MPa),最大工作风压0.83MPa。
1.2.1 风动隔膜泵压力损失验算
沿程压力损失:

式中:Δp1—管路沿程压力损失;
L1—管路长度,500m;
d1——管路直径,0.032m
V1——工作面管路介质流速, 2.5m/s;
γ——水的重度, 1000Kg/m3;
λ1——摩擦系数,其值由雷诺系数Re决定;
μ——介质的运动粘度,0.00000131m2/s;

胶管局部压力损失占直管段压力损失的20%


风动隔膜泵传输距离的压力损失满足要求。

图1 工作面冷却水再利用装置原理示意图
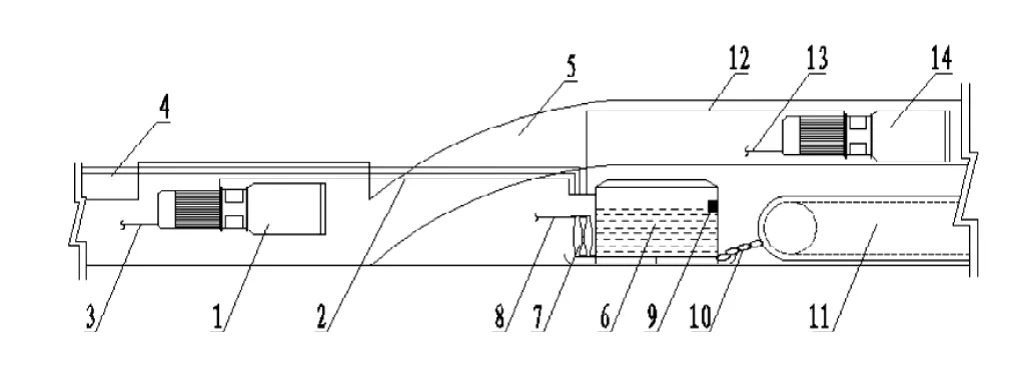
图2 工作面冷却水再利用装置结构示意图
风动隔膜泵出口到清水过滤站高差为10m,因高差产生压强为:

因高差产生的压强对风动隔膜泵传输距离没有影响。
1.2.2 风动隔膜泵工作风压、流量要求
井下压风系统压力一般是0.75 MPa,符合风动隔膜泵工作要求;工作面刮板输送机、破碎机、转载机电动机冷却水回收量总和为240L/min,1.1倍为264L/min小于风动隔膜泵工况流量350L/min,风动隔膜泵流量符合要求。
故BQG-350/0.2型风动隔膜泵满足设计要求。
2 工作面冷却水再利用装置经济性分析
2.1 冷却水再利用装置成本计算
材料消耗:DN25胶管 270m(价格15.2元/m),DN19胶管30m(价格11元/m),DN32胶管500m(价格27元/m),风动隔膜泵1台(价格1650元/台),风量电磁阀1个(价格100元/m),水位传感器1个(价格45元/个),两位两通电磁阀5个(价格100元/个),自制水箱1个(500元);
成本为:15.2×270+11×30+27×500+1650+100+45+500+500=20729元
在这个工作面回采结束后,这套冷却水回收再利用装置可以回收,安装于下一个回采工作面使用,这样可以重复使用于多个回采工作面。
2.2 冷却水回收再利用装置经济效益分析
经过实测:破碎机、转载机电动机冷却水平均流量均为0.9L/s,刮板输送机机尾、机头电动机冷却水平均流量均为1.1L/s,每天按用水20h,水价6.7元/m3。
每天回收冷却水量:(0.9+0.9+1.1+1.1)×3.6×20=288m3
每年节约水量:288m3×30×12=103680m3
每年节约资金:103680m3×6.7元/m3=694656元
计算使用6.7元/m3的水价是水电公司报价,不包括在向井下供水过程中使用加压泵打压消耗的电能,和将冷却水直接排放到工作面现场后,排水消耗的电能。在节水同时也将这两项电能节约下来,因此,工作面冷却水回收再利用装置经济效益大于上述所计算资金。
3 工作面冷却水回收再利用装置特点
(1)这种冷却水再利用装置具有结构简单、安装方便、设备费用造价低、操作简单可靠,节约资金大的特点;(2)风动隔膜泵启、停采用风量电磁阀控制,当水箱水位达到设置电子水位传感器位置时,风量电磁阀得电自动打开,风动隔膜泵启动,当水箱内水位低于设置的电子水位传感器位置时,风量电磁阀失电自动关闭,风动隔膜泵停止运行,这样使得风动隔膜泵启、停实现了自动控制;(3)如图1所示,在工作面刮板输送机机尾、机头电动机、破碎机电动机、转载机电动机冷却水回水管上,以及风动隔膜泵出水管上分别安装两位两通电磁阀,实现工作面设备开机自动启动冷却水、停机自动关闭冷却水。(4)梅花井煤矿1102206工作面是一个自动化工作面,在正对转载机桥身段安装一部摄像头,将视频信号传输到工作面自动化控制台,在控制台可以直接通过视频监视整个冷却水再利用装置的运行情况,从而使得整个装置更加可靠,充分利用了自动化工作面的特点;(5)如图2所示,自制水箱底部焊接了滑靴装置,并将滑靴装置与自移式马蹄儿机尾使用连接链固定,随着采煤工作面的推移,马蹄儿机尾带着冷却水再利用装置移动,只需增加或减少风动泵5到清水过滤站8这一段的DN32胶管,极大的较少了作业人员搬移自制水箱的劳动量;(6)因井下工作面到处取风都比较方便,自制水箱出水采用风动泵抽取,风动泵和电动泵相比,安全可靠,价格低廉,故障率较低,同时节约电能;(7)工作面冷却水再利用装置不但实现了节能减排,减少工作面排水量,有利于工作面和机巷的文明卫生,降低了安全隐患,提高了系统的综合效能,同时很大程度的提高综采工作面煤质发热量。
4 结语
本文提出的综采工作面冷却水回收再利用技术,在神华宁夏煤业集团公司梅花井煤矿1102206自动化综采工作面进行了现场应用,既创造了良好的工作环境,又节约了水资源,提高了经济效益,降低了生产成本,真正实现了极少的投入,创造出巨大的经济效益。
翟文(1976—),男,硕士研究生,高级工程师,注册安全工程师,1997年8月参加工作,一直从事采矿技术管理工作,现任神宁集团梅花井煤矿生产副矿长。