公司卷板机系统改造解决方案
2014-12-12吕玲萍王兆松
吕玲萍 王兆松
(1.浙江荧光化工有限公司,浙江东阳 322100;2.东阳市永灵仪表科技有限公司,浙江东阳 322100)
公司卷板机系统改造解决方案
吕玲萍1王兆松2
(1.浙江荧光化工有限公司,浙江东阳 322100;2.东阳市永灵仪表科技有限公司,浙江东阳 322100)
卷板机是锻压加工设备。卷板机主要用于机械冷加工领域,要求成型一致性好,弧线规范,焊接缝口连接好。传统上加工产品凭经验操作压辊成型。由于水电行业的需求量增加,传统的生产已经满足不了市场的要求,需要全自动化的机器实现规模化工业生产。
卷板机系统 改造 解决
1 工艺分析
1.1 工作原理(图1)
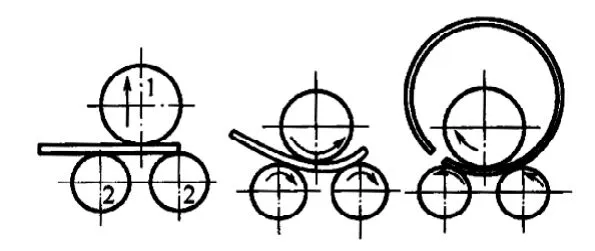
图1
1.2 加工曲率半径的计算(图2)
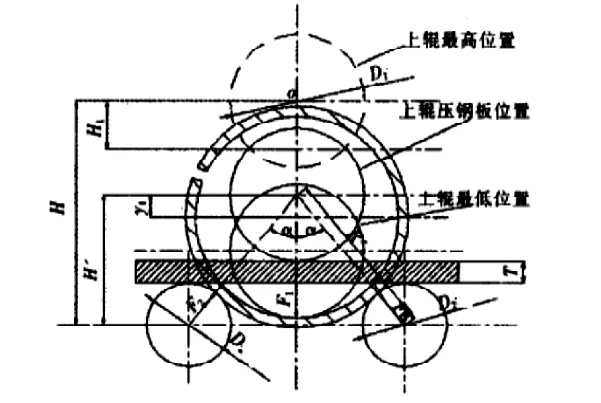
图2
在进行钢板卷制加工时,弹前的曲率半径R’

上辊实际下降的有效行程h=H’-D1/2
通过系统分度控制上辊下降量(总量为h),按工艺分几段按具体情况确定。
这其中的控制变量有以下参数:K1,K2,E,R’,H’,h需要进行相关计算及工艺分析。
1.3 技术参数和自动化要求

表1 卷板机技术参数

表2
1.3.1 卷板机技术参数参见表1
1.3.2 自动化要求
(1)直边的预弯处理问题。(2)人机对话控制界面,高效智能操作。(3)物理弯曲工艺软件,人机对话窗口,弯曲过程自动补偿。
2 电气自动化解决方案
2.1 自动化功能设计
从整个卷板工艺过程可以看出,需要电气控制完成的功能包括:(1)上辊(卷板辊)升降位置控制。只要控制上辊的升降位置就可以了。安装左右磁栅尺进行上辊的位移量检测。(2)在假设板材与卷辊不打滑的情况下,可以由装在下辊同心轴上的编码器来控制,根据反馈的脉冲来控制卷板的正转与反转。(3)系统控制参数的设计:系统画面有K1,K2,E,R’,H’,h,D1,D2,L,T等参数的设计输入与输出(自动计算),并允许用户进行按实际情况调整,以更优化的数据实现卷板机的自动控制,自带配方管理功能实现,把已满足要求的加工工艺数据记录并存储与调用。
2.2 系统框图设计
根据控制要求再选用电气产品,主要控制框图下图3所示。
3 系统配置
3.1 硬件配置部分
(1)PLC:DVP64EH00R2,1台。(2)PLC高速计数模块:DVP-01HC-H2,2块。(3)触摸屏DOP-B07S21,1台;(4)变频器:VFD370B43A,1台。(5)变频器:VFD150B43A,1台。(6)磁栅尺M15+500,2套。(7)制动单元及制动电阻,2套。(8)编码器,1只。(9)控制柜(含低压电器),1套。(10)其他附件(行程开关、电线电缆等)。
3.2 软件设计及安装调试
系统设计循从面向对象与分析的主导思想,分成若干个对象模块的组合。分为系统层、应用层、物理层三层面,使用有效的集成手段,形成一个完整控制系统,从而实现系统的所有控制目标。基本层面如表2。
安装完成后,进行现场调试试验工作,首先进行空载的运转,检测变频器的参数设置是否合理,PLC程序逻辑控制是否同要求相一致。再进行钢板的卷制试验,对于参数的进一步微调和完善,针对不同钢板厚度的卷制效果检测和分析,符合改造前所提出的质量要求。
4 结语
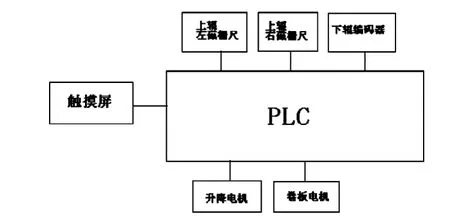
图3 卷板机自动化系统框图
该卷板机控制系统集成方案配置在经济性与控制技术先进性的平衡方面可以为付出的投资提供更好的回报。该系统方案可以把人的工作经验数字化管理起来,对操作要求比原来的方式更简单、直观。只要输入相应的参数配合人工的经验基本可以加工出需要的产品,然后把相关的经验数据作为系统记录保存,方便类似产品的加工需要。
