基于数学形态学的包覆层表面缺陷检测方法*
2014-12-10邓博文孔小丽杨晓辉
金 永,邓博文,赵 磊,孔小丽,杨晓辉
(1中北大学仪器科学与动态测试教育部重点实验室,太原 030051;2驻845厂军事代表室,西安 710302)
0 引言
包覆层表面缺陷的大小是影响固体火箭发动机装药质量的重要因素之一,表面缺陷的存在会导致缺陷处的包覆层变薄,使发动机壳体失去防护。因此,针对包覆层表面缺陷的检测对保证发动机装药质量具有重要实际意义。
基于机器视觉的方法是检测包覆层表面缺陷的一个有效手段[1]。通过采集和处理包覆层内表面图像,实现包覆层内表面缺陷的检测。如图1所示为采集的含有缺陷的表面图像。
从图1可以看出,表面缺陷为相对于背景灰度的高灰度和低灰度区域。由于图像的背景光强不一致和缺陷处的信噪比较低,难以分割出缺陷区域,无法计算出准确的缺陷位置和大小。文献[2]采用模式匹配的方法消除了背景光强的不一致性[2],提高了缺陷的信噪比。由于需要采集无缺陷的标准图像,增加了检测的复杂性。文中拟采用数学形态学的处理方法对图像进行处理。
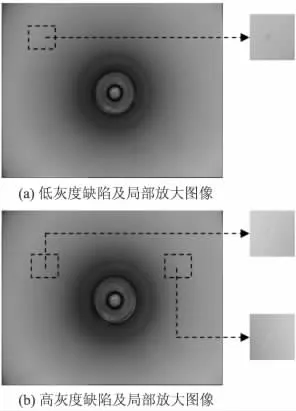
图1 含有缺陷的包覆层表面图像
1 标定及有效检测区域的确定
采集的包覆层表面缺陷图像是以图像的中心O(x0,y0)为圆心(采集图像分辨率为768*576,因此x0=384,y0=288),半径越大的检测分辨率越高,反之越低,而同一半径上的检测分辨率相同。因此可通过过圆心的半径对图像进行标定。
如图2所示为标定示意图,具体过程如下:O(x0,y0)为图像中心,最大中心半径rmax=480,r为圆的半径。不同半径的像素间的实际长度称为径向长度h(x,y),同一半径的圆上像素间的实际长度称为周向长度 l(x,y)。
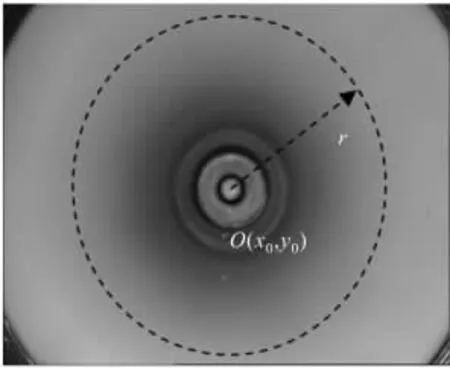
图2 缺陷图像标定示意图
根据图像所覆盖的实际区域,可建立实际尺寸与像素之间的对应关系,分别计算出径向长度和周向长度与半径的关系曲线,如图3、图4所示。
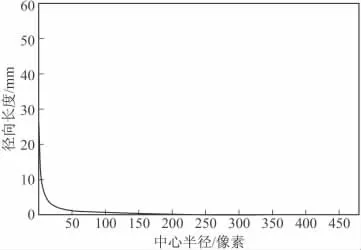
图3 径向长度与半径的关系曲线
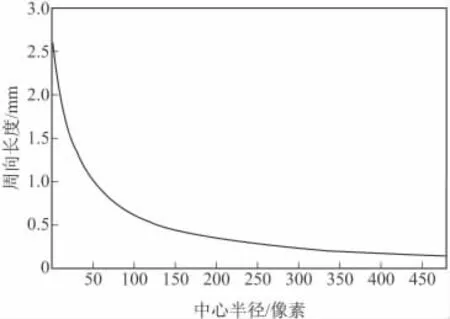
图4 周向长度与半径的关系曲线
从关系曲线可以看出,半径小于200像素的分辨率很低,因此将半径大于200像素区域作为有效的检测区域。
2 缺陷特征的增强
数学形态学中的顶帽变换THAT(f)的定义为图像f(x,y)与图像 f(x,y)的开运算之差;低帽变换BHAT(f)的定义为图像f(x,y)与图像f(x,y)的闭运算之差[3-5]。
表面缺陷大部分由气泡产生,多呈近似圆形。文中选取直径为6,高度为1的圆形模版g(x,y)作为结构元素。
分别对图像f(x,y)进行如下顶帽和低帽变换:

将顶帽变换与低帽变换的结果进行相减运算:

得到的f'(x,y)为增强后的图像。对图1进行如上增强处理的结果如图5所示。
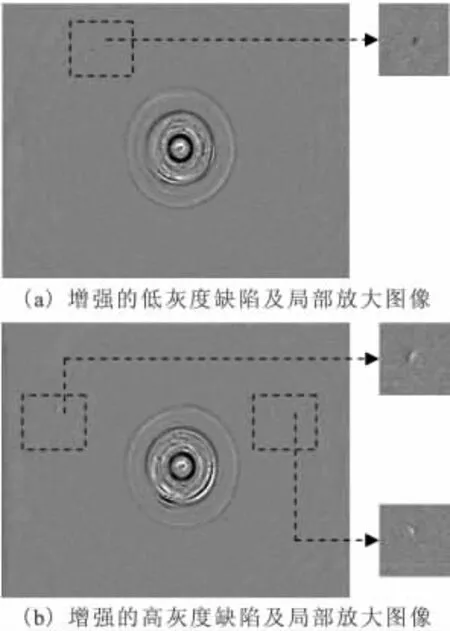
图5 增强后的缺陷图像
从图中可以看出,背景光强的不一致性得到了有效的消除,并且缺陷处的特征得到了有效增强。
3 高低阈值结合的分割方法
为了准确确定缺陷大小以及缺陷的位置信息,对增强后的图像需要进行分割。较低阈值的分割会导致缺陷范围过大,包含过多的无用的背景灰度;而较高的阈值使得缺陷尺寸变小,降低检测精度。文中采用高低阈值相结合的分割方法,即通过设置低阈值将缺陷区域提取出来,在提取的缺陷区域内采用高阈值进行分割,得到缺陷的大小。
对增强的图像f'(x,y)进行高低阈值分割,实现过程为:
1)设定低灰度阈值T1=10,提取缺陷区域,将|f'(x,y)|<T1的像素值分割成背景,|f'(x,y)|> T1的像素值不变,即:

2)对于提取出来的 f″(x,y)≠0 的缺陷区域,在缺陷区域内分割出缺陷:

其中T2为该缺陷区域内的像素值的平均值。
对图5的有效检测区域进行高低阈值分割,结果如图6所示。
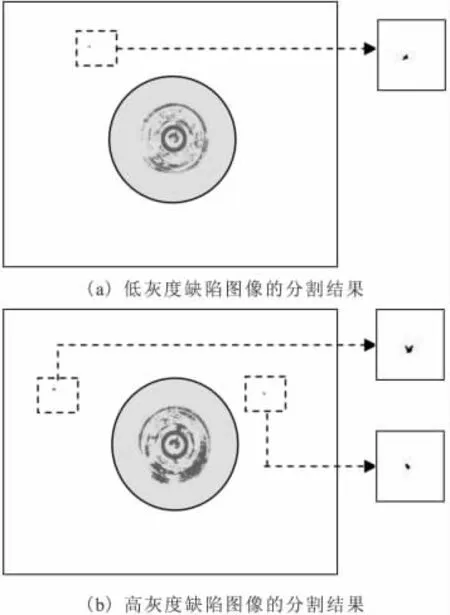
图6 缺陷图像分割结果
4 缺陷大小和位置的计算方法
分割后的每个缺陷分别为一个连通区域,可在有效检测区域内对连通区域标记,记录各连通区域内的每个像素点(xi,yi)以及像素点个数N。则缺陷位置的计算方法为:
缺陷位置的角度φ为:

缺陷大小S以及缺陷近似直径φ为:
位置位于不同半径上的缺陷,由于所对应的径向长度h不同,所对应的实际距离也不等。设最大中心半径rmax上的像素的实际距离应为0 mm,沿半径方向向图像中心靠近一个像素,实际距离增加该像素的径向长度h。则缺陷中心距检测起始位置的实际距离H由式(11)计算得出。

其中:r为缺陷位置的半径;n为缺陷所在图像序列;Ht为每幅图像采集间隔(第一幅图像n=1)。
5 检测结果
采用上述方法对测试发动机进行检测,检测结果如表1所示。
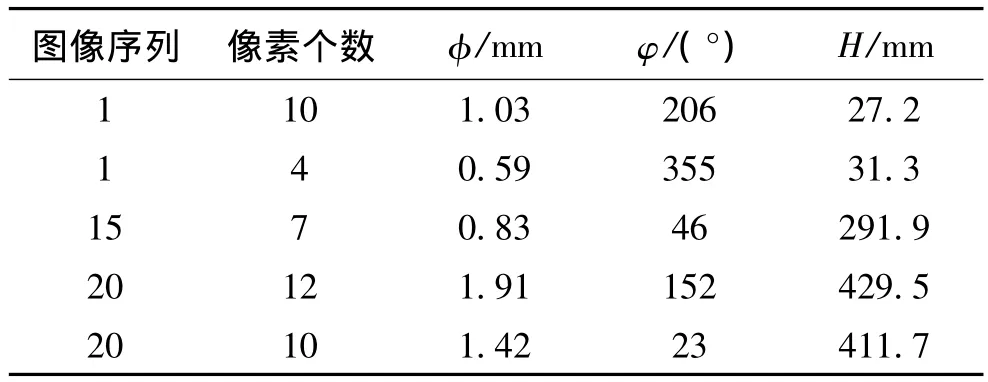
表1 测试发动机的检测结果
其中,图像序列1中的缺陷分别为位置27 mm和31 mm处的Φ1 mm与Φ0.5 mm的人工缺陷,位置检测结果为27.2 mm和31.3 mm,大小为1.03 mm 及0.51 mm。因此文中所使用的检测方法的位置检测精度小于0.4 mm,检测分辨率可达到Ф0.5 mm,尺寸检测精度小于0.2 mm。
文献[1-2]的方法所达到的指标为表面缺陷的检测分辨率达到Ф5 mm,位置定位精度小于1 mm。对比结果可以看出,该方法在检测分辨率和检测精度均有明显提高,进一步验证了该方法的有效性。
6 结论
文中采用的基于数学形态学的检测方法无需采集无缺的标准图像,同时有效地消除了光强的不一致性,不仅提高了检测的可靠性,而且增强了缺陷特征;通过高低阈值的分割方法实现了缺陷图像的准确分割;利用采用中心半径标定的方法,实现了图像有效检测区域的标定,得到了缺陷大小以及位置。检测结果表明:位置检测精度小于0.4 mm,检测分辨率可达到Ф0.5 mm,尺寸检测精度小于0.2 mm。
[1]郭慧平,王召巴,金永.火箭发动机包覆层表面缺陷检测系统研究[J].电子测试,2011(2):71-75.
[2]陈国栋,王召巴,金永,等.火箭发动机包覆层表面缺陷定位技术[J].山西电子技术,2011(3):31-34.
[3]刘志敏,杨杰.基于数学形态学的图像形态滤波[J].红外与激光工程,1999,28(4):1-16.
[4]崔宝侠,李爱军,苏桂华.基于数学形态学的交通图像滤波处理方法研究[J].沈阳工业大学学报,2007,29(2):192-199.
[5]朱晓亮,彭复员,杨述斌,等.基于多尺度形态学的弱目标图像处理方法[J].红外与激光工程,2002,31(6):482-485.