基于多重约束光亮炉生产计划模型及算法
2014-12-07万化忠
万化忠
(宝钢钢管事业部无缝钢管厂,上海 201901)
基于多重约束光亮炉生产计划模型及算法
万化忠
(宝钢钢管事业部无缝钢管厂,上海 201901)
光亮炉生产计划的合理安排能够缩短合同的生产周期,降低库存,提高生产效率。光亮炉生产计划优化问题是一个典型的组合优化问题,本文在实践满足光亮炉计划目标和多重约束的基础上提出了一种光亮炉生产计划的数学模型,并且运用模拟退火算法求优解,使得生产模型贴近现实,具有推广价值。
光亮炉生产计划 多重约束 组合优化 启发式算法
1 引言
光亮炉对热区轧制管料中需要热处理的部分进行加工,完成热处理工艺后将管料返回至中间库等待冷区调用。
目前光亮炉生产管理过程中在生产计划的编制主要是手工作业的方法,3台光亮炉的具体生产排程情况通过人工完成,由于管料材质和规格的多样性、不同炉子的热处理特点以及热处理管料的合同交货期,使得计划人员每次编排计划时都要进行大量的查询、比较、匹配的重复劳动,不利于提高生产效率。
本文基于光亮炉生产计划的优化目标及多重约束,提出模拟退火启发式算法解决光亮炉生产计划的编排问题。
2 计划过程基本流程
光亮炉生产计划的编排是以中间库库存为主要管料来源的,同时适当考虑热区轧制计划中的待轧制管料。鉴于计划求解的数据要求及目前信息系统中可用数据的特点,需要先对既有的数据进行加工和分解,得到满足后续求解模型主体运算所需的数据形式。具体的数据处理方法不再赘述,计划编排的一般流程见图1。
需要说明的是,图1中的中间库管捆库存信息、生产合同信息、热区日轧制顺序体、光亮炉管捆产出实绩履历信息以及光亮炉热处理规则表这五个表是L4系统中存在的数据表。图中其余的表是在本地数据库建立的本系统产生的数据表。特别指出的是,图中标示⑦是本文的核心内容、也是本文所解决的主要问题,中间库第一道工序表、热区第一道工序表以及计划初始信息表是以下计划编排的直接数据来源。
3 生产计划模型与方法
3.1 生产计划目标及约束分析

图1 退火炉生产计划数据流程
综合考虑光亮炉在生产过程中的位置及其自身的生产实际情况,提取光亮炉生产计划的主要目标及基本的约束条件。光亮炉生产计划的编排的主要目标是尽量减少炉温切换的次数,必须切换炉温时,以温度变化最小为原则进行炉温的切换。在生产计划求解过程中需要满足的基本约束条件如下:
(1)按照各轧批管料的合同交货时间的先后逐月安排本计划周期内的生产。
(2)按照规则基表中的规则确定待处理管料与各炉的匹配关系。
(3)对于既正火又回火的管料,正火后的管料放回中间库,等待回火炉子满足所需炉温时再进行回火处理。只要时间上满足,回火工序也应排入相应具有回火炉温的光亮炉生产计划中。
(4)认为热区管料在计划轧制时间12小时后回到达中间库,对于满足时间和炉温的热区管料同样应排入相应的生产计划中。
(5)3#光亮炉一般正火,1#、2#光亮炉一般回火。
(6)3#炉正火管料,提供给2#光亮炉和1#光亮炉回火,应该考虑尽量减少2#光亮炉和1#光亮炉温度切换,如果要炉温切换时优先考虑1#光亮炉温度切换。
3.2 生产计划编排模型
通过对光亮炉生产计划的目标及约束条件的分析,考虑主要影响因素抽象出如下基本数学规划模型。
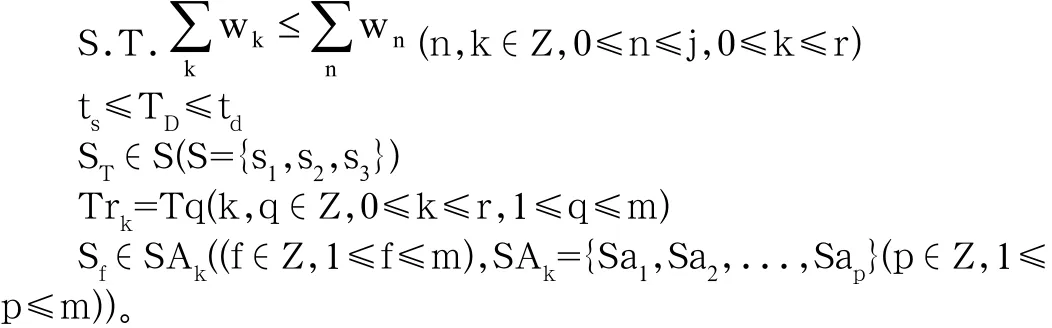
主要的约束条件可以表示成:
设共有j个待处理轧批,对应的管料总重量分别为wn(n∈Z,0≤n≤j),共有r个轧批排入计划(r∈Z,0≤r≤j),第k个排入计划的轧批重量分别为wk(k∈Z,0≤k≤r),则j,0≤k≤r)。
设计划周期的结束时间为TD,最后一个排入计划的轧批计划开始时间为ts,计划结束时间为td,则ts≤TD≤td。
炉子共有三种生产模式,表示为S={s1,s2,s3},实际的生产模式为ST,则ST∈S。
不失一般性,设共有炉m个,集合为。各炉的炉温分别为Tq(q∈Z,1≤q≤m)。设第k(k∈Z,0≤k≤r)个排入计划的轧批需要的炉温为Trk,可用的炉号为SAk={Sa1,Sa2,...,Sap}(p∈Z,1≤p≤m)。排入炉Sf(f∈Z,1≤f≤m)需满足条件:炉温相等即Trk=Tq以及炉号符合即Sf∈SAk。
则该优化模型[1]可表示成:
4 模型具体求解及实施方法
针对上述数学模型的光亮炉生产计划优化方法的求解思路是采取扩散模拟退火启发算法,即构造一种基于直观或经验的算法,在可接受的花费下给出待解决组合优化问题每一个实例的一个满意解[2],根据实际问题构造一些经验方法来求得一个比较好的结果。由于规则的复杂性,又引入了一定量的预计算来辅助算法。以批量计划中不同交货时间和温度的排列次序作为算法的解,算法内循环执行搜索,通过随机扰动,改变轧制单元的排列次序,获得新的邻域解;算法外循环执行退火算法,通过多次迭代获得全局最优解,该生产计划启发式算法一般思路是:
设中间库中有r个合同交货月份的管料待处理。按照交货时间的先后安排3台炉子的生产。在第i个合同交货月份中的管料再按照炉温切换最少的原则进行管料与炉的匹配以及炉温的切换。设炉温分别为Ti(i=1,2,3),根据3台炉子在不同炉温时的状态STi,首先安排3台炉子的优先顺序,然后按照优先顺序对中间库和热区满足炉温Ti和计划时间的管料进行排程。具体地,预计算可排入炉i计划(即满足炉i当前温度Ti和该炉当前排到的计划时间)管料中只能在此炉生产的部分管料所需的时间tonlyi,然后根据tonlyi和计划周期的时间条件来对其他可在多个炉号进行生产的管料安排与相应炉号的匹配。Ti温度下的满足条件的管料都排入计划后,若仍未到达要求的计划周期截止时间,寻找炉i的当前最接近炉温Tneari,并将炉温切换到此温度下,然后在考虑炉温切换时间的基础上开始新一轮炉温下的计划过程,以此类推,直到满足计划周期时间要求或无待处理管料截止。计划优化部分的具体实现步骤如下:
(1)读取优化部分参数,包括时间参数、算法参数、规则参数三部分。其中时间参数包括:批量计划的进炉时间,热处理在炉时间,轧批的标准生产时间,停机时间;算法参数包括:模拟退火算法起始温度,终止温度,降温速度;规则参数包括:炉温、生产时间、计划类型搭配规则。
(2)判断当前温度是否小于终止温度,若小于终止温度,则退出算法,优化结束,否则继续下步。
(3)判断内循环次数是否到达最大次数限制,如果到达则执行一步退火,转到步骤(2);否则继续下步。
(4)在邻域内执行一步算法操作,即随机取两个计划,判断两个计划号是否在禁忌表内,如果在的话重新进行随机搜索,否则将两个计划号放入禁忌表中,同时对禁忌表中已存在的禁忌对象执行步数减1操作,同时执行下步。
(5)判断上步取出的两个随机计划是否满足合同温度相同计划类型搭配,不满足则进行状态回退,并转回步骤(3)进行下次邻域搜索;满足则交换两个计划的位置,并对交换后的批量计划的每个轧批写轧制时刻表,然后执行下步。
(6)判断批量计划的所有钢管是否满足热处理计划要求,即:额定放入炉子计划合同不能进入到实际炉温STi的时间tonlyi范围内。如果不足热处理计划炉温要求,则转到步骤(3)进行下次搜索;如果满足,则执行下步。
(7)计算当前解中的合同时间tonly1和炉温ST1,同时计算最优解中的合同时间tonly2和炉温ST2,判断条件:

如果条件成立,则用当前解覆盖最优解;否则计算接受概率:

其中ST表示当前温度,然后取0~1之间的一个随机数ε,如果P>ε,则接受当前解,即用当前解覆盖最优解,并转到步骤3;否则进行状态回退,并转到步骤3进行下次。
生产计划优化具体的实施过程中,按照上述的启发式规则进行实现。为了求解到的生产计划不是仅用来代替人工操作,使其优化程度更高,实施过程中采用了以下的处理:
(1)为了轧批能在合同交货期之前得到及时处理,通过对合同交货时间的显示来提示计划人员,同时通过遍历中间库的不同交货时间,然后按照交货月份的不同优先进行较早交货时间管料的生产计划。
(2)为了满足3台炉子的不同特点和功能(1#2#主要回火且尽量保证2#温度不变,3#主要正火),在不同炉温状态情况下,为3台光亮炉确定不同的计划安排的优先级。
(3)为了使既正火又回火的管料,第二道回火工序能够排入本次计划周期的生产计划中,缩短该类管料在中间库的等待时间,减少中间库库存量,在满足计划周期时间条件的前提下若存在正火炉、中间库存在该类管料且第一道正火工序没有排入计划,则采取暂时虚拟关闭回火炉,优先排正火炉计划的方法,直到前提条件解除,恢复回火炉的可用状态,然后进行后续的计划编排。
(4)为了解决同温炉情况下的计划安排,在预计算的基础上,对应每个炉每个温度下建立多个临时结构,将满足条件的管料按照各种情况分类放入对应结构,通过控制对结构遍历的顺序来控制管料在同温炉之间的匹配,达到让更多的管料进入计划,同时对炉温的切换最少,加快光亮炉对钢管的热处理进度,减少钢管的生产周期。
(5)为了解决某交货月份管料较少而导致的多个光亮炉同时切换到同一最接近炉温的问题,特别是为了避免不必要的跨状态炉温切换,采用预计算与关闭部分切换渠道相结合的方式,尽量保证让最需要和最合适切换的光亮炉优先进行炉温切换,完成其相应计划编排后,再通过对剩余可排管料的判断来确定其他光亮炉的炉温切换。
5 结语
光亮炉生产计划优化问题属于组合优化问题。通过对生产计划实际情况的分析抽象出光亮炉生产计划的数学模型。在生产计划数学模型的求解上,提出了一套扩散退火启发算法,从而得到自动编排和优化后的光亮炉生产计划。通过优化后的生产计划,不仅减轻了人工操作的工作量,而且所排计划兼顾了交货期、综合考虑了炉温切换、控制了炉温走向。
[1]吴祈宗.运筹学与最优化方法[M].北京:机械工业出版社,2003.
[2]刑文训,谢金星.现代优化计算方法[M].北京:清华大学出版社,1998.
[3]Schweitzer P J, Seidmano A. Optimizing processing rates for flexible manufacturing systems. Management Science, 1991,37:454-466.
万化忠,男,2003年7月毕业于武汉科技大学学士学位,现工作于宝钢事业部无缝钢管厂,工程师。
