竹粉增强木质素-环氧树脂复合材料的力学性能*
2014-12-04孙成军赫羴姗邸明伟
孙成军,赫羴姗,刘 彤,邸明伟
(东北林业大学 生物质材料科学与技术教育部重点实验室,黑龙江 哈尔滨150040)
前 言
木质素在植物界中的储量仅次于纤维素而居于第二位,其分子中含有芳香基、醇羟基、酚羟基、甲氧基、共轭双键等化学活性基团,是一种具有较高工业价值的可再生有机原料[1,2]。在纤维素的相关产业,如生物质废弃物水解制乙醇以及制浆造纸工业中,木质素通常以副产物的形式大量产出,但到目前为止,大多数木质素因缺乏应用途径而只能被燃烧或废弃,造成资源的极大浪费[3]。木质素的工业产品中,玉米秸秆酶解木质素由于制备条件温和,较好的保留了木质素分子结构中官能团的活性,因而,比传统的木质素磺酸盐、碱木质素等更适于用作聚合物的改性以及复合材料的制备[4~7]。
近年来,天然植物纤维作为复合材料增强体的优势越来越引起人们的关注。竹纤维具有较高的比强度和比模量,可作为生物质-聚合物复合材料的增强体,进一步提高复合材料的力学性能[8]。本文采用热压成型工艺,制备了基于竹粉增强的交联型木质素-环氧树脂复合材料,探讨了竹粉添加量及其粒径对复合材料力学性能及动态热机械性能的影响。
1 实验部分
1.1 试验原料
玉米秸秆酶解木质素,吉林松原来禾化学有限公司;竹粉为毛竹粉,来自福建南平地区竹材加工边角料;双酚A型环氧树脂,牌号WSR618(E-51),中国南通星辰合成材料有限公司;低相对分子质量聚酰胺固化剂,牌号TY-200,中国天津燕海化学有限公司。
1.2 复合材料制备
木质素和竹粉于真空干燥箱中在50℃下干燥24h后备用。将木质素、竹粉、环氧树脂和聚酰胺固化剂在室温下按照一定的比例放入开炼机中混炼10~30min,混合均匀后,将物料放至热压机下的模具中,在8MPa的成型压力和120℃的热压温度下热压成型5min;待其固化成型,降温后取出样品置于80℃烘箱中后固化2h,参照测试标准制成标准样对材料进行性能测试。竹粉增强木质素-环氧树脂复合材料的制备工艺流程如图1所示。
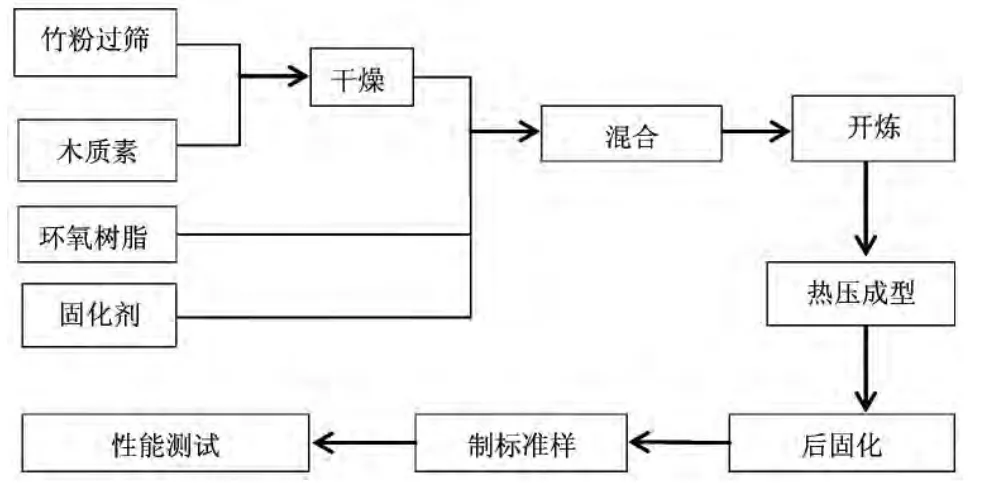
图1 竹粉增强木质素-环氧树脂复合材料制备工艺流程简图Fig.1 The preparation process of lignin-epoxy resin composite reinforced by bamboo powder
1.3 材料性能测试
采用深圳市瑞格尔仪器有限公司生产的CMT-6104型电子万能力学试验机按照GB/T 9341-2000测试复合材料的弯曲强度;采用承德市实验机有限公司生产的XJJ-50型冲击强度试验机按照GB/T1043-93测试复合材料的冲击强度;采用美国TA公司生产的AR2000ex型旋转流变仪的DMA模式测试材料的动态热机械性能。
2 结果与讨论
2.1 竹粉含量对复合材料力学及动态热机械性能的影响
图2为40~80目粒径竹粉的含量对复合材料力学性能的影响。其中环氧树脂与聚酰胺的质量比为1∶1,木质素与竹粉总量占复合材料总质量的60%。从图中可以看出,随着竹粉含量的增加,复合材料的弯曲强度和冲击强度均呈现增大的趋势。添加20%的竹粉时,复合材料的弯曲强度从39.82 MPa提高到了55.79MPa,增幅为40.11%;冲击强度从3.78kJ/m2提高到了6.44kJ/m2,增幅为70.37%。继续提高竹粉的含量能更进一步提高材料的弯曲强度和冲击强度。本文所用竹粉在微观形态上具有一定的长径比,能与环氧树脂形成更多的、结合良好的界面,从而对复合材料起到增强的效果。且竹粉表面由于有纤维素和半纤维素的存在而含有大量羟基,可以与环氧树脂发生化学交联[9,10],形成比木质素-环氧树脂更加牢固的化学结合,界面结合更加完善,因而可以改善复合材料的弯曲和冲击性能。尽管大量竹粉的添加对材料力学性能的提升有利,但是在较大程度改善复合材料力学性能的同时,应尽量提高木质素在复合材料中的含量,以便充分利用木质素资源制备复合材料。
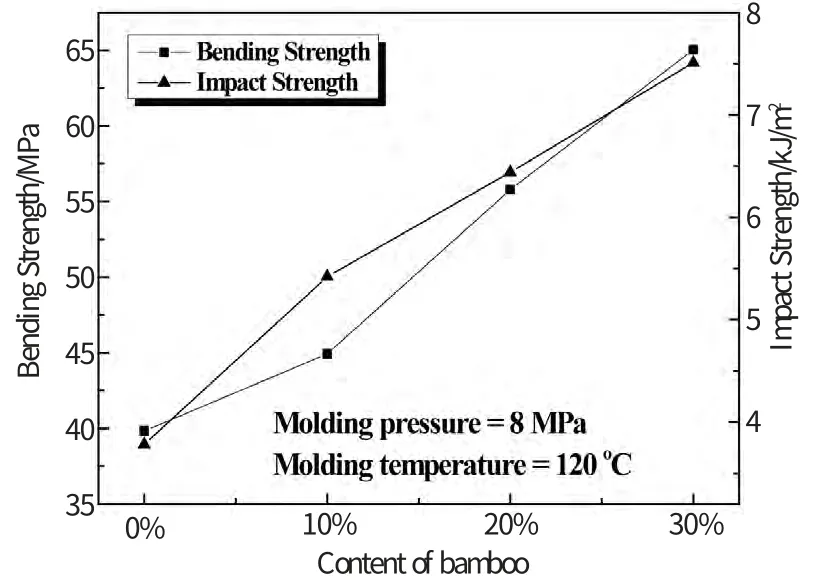
图2 竹粉含量对复合材料力学性能的影响Fig.2 Effect of the of bamboo powders content on the mechanical properties of the composite
图3列出了40~80目竹粉的添加量对木质素-环氧树脂复合材料动态热机械性能的影响。其中a为复合材料的储能模量随温度的变化曲线,b为复合材料的损耗因子随温度的变化曲线。从图a中可以看出,材料的初始储能模量随着竹粉含量的增加而增加。这是由于在木质素与竹粉总含量不变的情况下,竹粉含量的增加使得复合材料体系中竹纤维的密度增加,纤维增强作用得以提高,复合材料的抗形变能力提升,因而储能模量增加。从图b中可以看出,复合材料的tanδ 值以及所对应的峰值温度即玻璃化转变温度,都随着竹粉含量的增加先升高而后降低。这是由于添加少量竹粉时,竹粉、木质素会与环氧树脂发生反应形成良好的界面结合,使复合体系的交联密度适当增大,因而玻璃化转变温度上升,tanδ 值增大。随着竹粉含量的继续增加,混合时体系黏度增大,竹粉出现部分团聚;另外竹粉中细胞腔体的存在可能吸附较多的树脂,未能将所有的木质素完全通过环氧树脂而粘结起来,使得木质素之间也出现团聚,这些缺陷的存在会降低复合材料的交联密度,从而使玻璃化转变温度下降,tanδ 值下降。
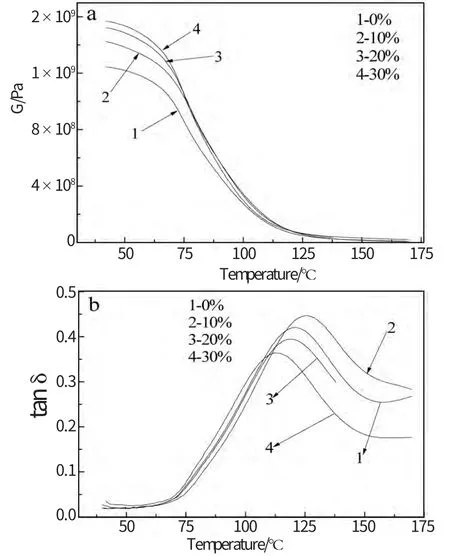
图3 竹粉含量对复合材料动态热机械性能的影响Fig.3 Effect of the bamboo powders content on the dynamic thermal mechanical properties of the composite
2.2 竹粉粒径对复合材料力学及动态热机械性能的影响
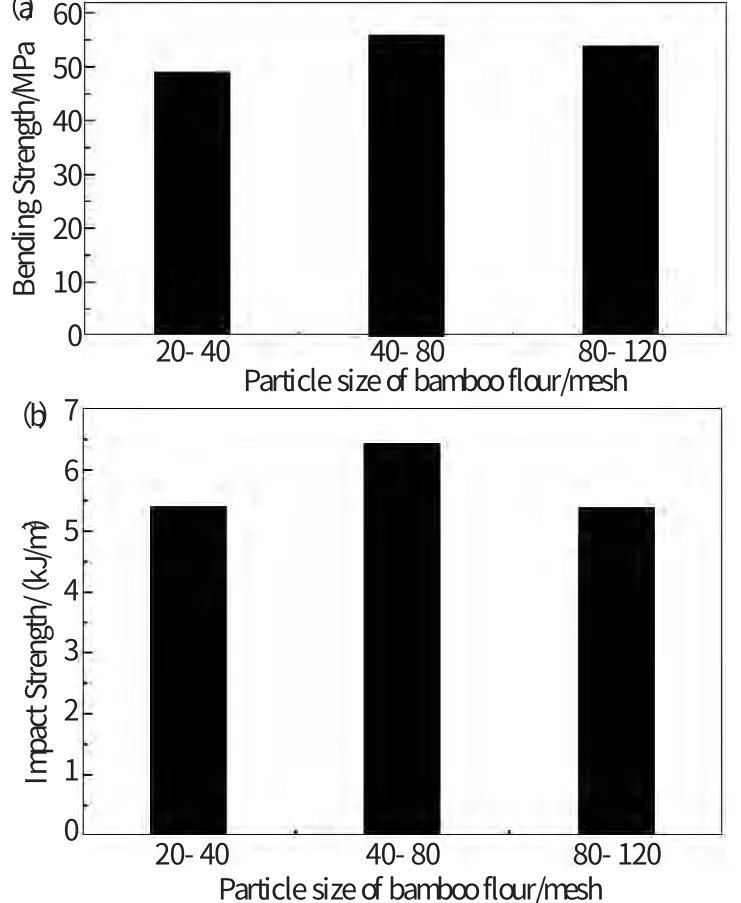
图4 竹粉粒径对复合材料弯曲强度与冲击强度的影响Fig.4 Effect of the particle size of bamboo powders on the bending and impact strength of the composite
图4中(a)和(b)分别列出了竹粉的粒径对复合材料弯曲强度和冲击强度的影响。其中木质素:竹粉:环氧树脂:聚酰胺=2∶1∶1∶1,热压温度120℃,热压压力8MPa。从图中可以看出,随着竹粉粒径的减小,复合材料的弯曲强度和冲击强度均呈先增大后下降的趋势,竹粉粒径为40~80目时材料的弯曲强度和冲击强度分别取得最大值为55.79 MPa和6.44kJ/m2。竹粉的长径比一般随着竹粉粒径的增大而增大,长径比大的纤维有利于复合材料力学性能的提高。但是粒径过大的竹粉在填充基体材料时易形成空洞缺陷,在外界载荷作用下这些缺陷处形成应力集中点。粒径小的竹粉在与树脂混合时易产生团聚,不容易与聚合物混合均匀;同时由于粒径小的竹粉长径比小,造成纤维不连续,在施加外界载荷时不能有效的吸收传递能量,从而导致复合材料力学性能下降。图4中随着竹粉粒径的减小,弯曲强度先升高,这主要是由于较大粒径的竹粉在填充基体时由于其纤维长径比较大,竹粉表面粗糙度也大,复合时界面易产生空隙,所以导致20~40目粒径填充的复合材料的弯曲强度和冲击强度均小于40~80目粒径填充的复合材料。继续减小竹粉粒径,材料的弯曲强度略微下降,而冲击强度则下降明显。这是由于在复合体系中对弯曲强度起作用的主要是具有一定长径比的竹纤维,其在复合体系中充当骨架,起到传递应力的桥梁作用,粒径太小,则长径比小,增强效果下降。从实验结果来看,40~80目竹粉的增强效果最好。
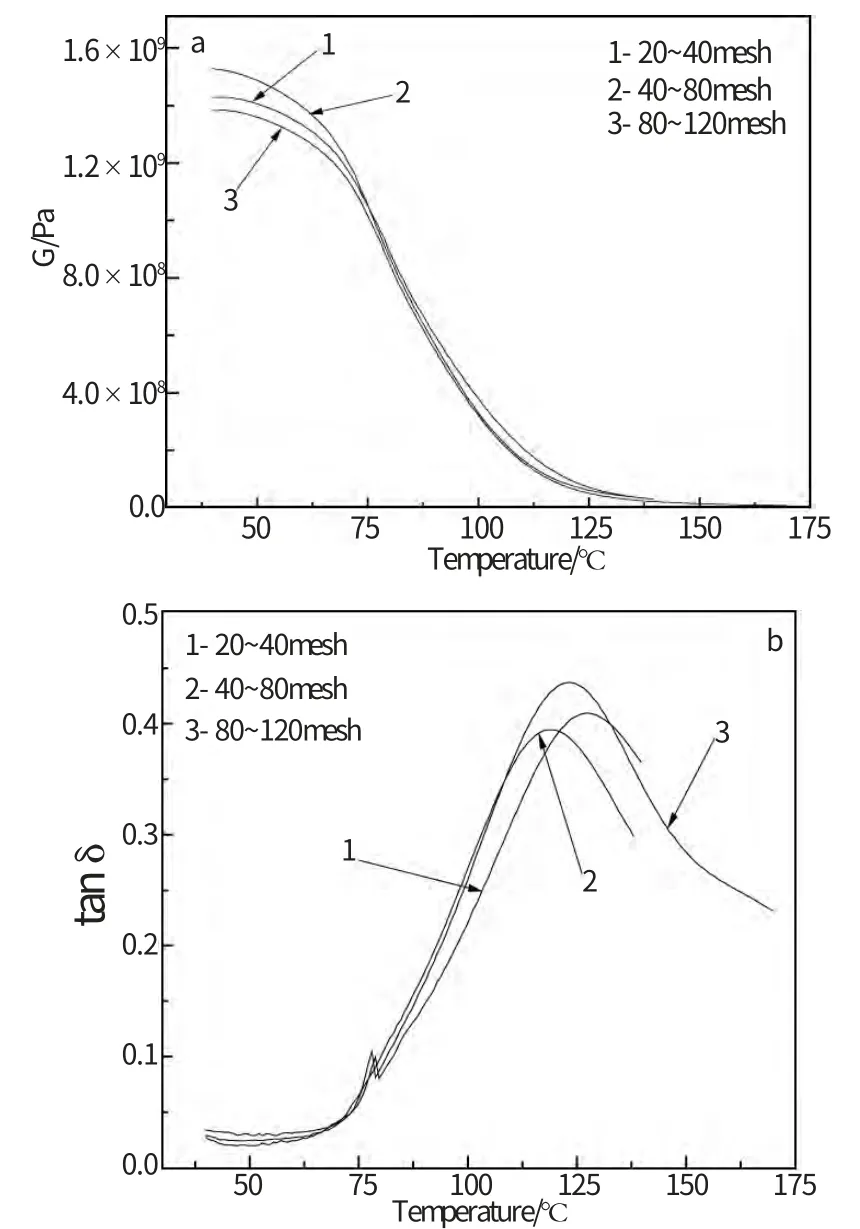
图5 竹粉粒径对复合材料动态热机械性能的影响Fig.5 Effect of the particle size of bamboo powders on the dynamic thermal mechanical properties of the composite
竹粉的粒径对复合材料的动态热机械性能也有明显的影响,如图5所示,其中竹粉的含量为20%。从图5-a中可以看出,材料的初始储能模量随着竹粉粒径的减小呈现先增大后降低的趋势。粒径大的竹粉在微观形态上具有较大的长径比,尽管在材料内部连续性更大,对材料的增强效果更好,但是粒径较大的竹粉其表面的粗糙度也大,在环氧树脂浸润竹粉的过程中易形成空隙;而粒径过小,竹粉的长径比小,增强效果不明显。故而40~80目粒径的竹粉增强对复合材料储能模量的提升有利。由图5-b可以看出,复合材料的玻璃化转变温度随着竹粉粒径的减小先降低后增加,分别为127.9℃、118.8℃和122.9℃。这是由于粒径减小,纤维的增强作用降低,复合材料的交联密度降低,故而玻璃化转变温度降低。而80~120目粒径填充材料的玻璃化转变温度稍高于40~80目粒径填充的材料,这可能是由于更细粒径的竹粉,在复合材料中形成了团聚,物理增强作用加上氢键作用,使得玻璃化转变温度略有增加。从图中还可以看出,复合材料的tanδ 值随粒径的减小呈现先降低后增大的趋势,这是由于竹粉粒径小,增强作用降低,体系的交联密度降低;加上粒径小的竹粉形成的部分团聚,使得损耗因子的值下降;80~120目竹粉增强的复合材料tanδ 值增大的原因可能是粒径更小的竹粉团聚更为严重,彼此之间形成的氢键作用增强,因而tanδ 值增大。
由动态力学性能分析可知,尽管木质素-环氧树脂复合材料从材料组成上分析,组分的物理化学性质较为接近,都具有可反应基团,理论上可以形成良好的结合界面,但实际上整个体系的交联密度还是不高,这可能是由于木质素的大分子结构以及活性基团含量不高的缘故。适当增加木质素-环氧树脂复合材料的交联密度,可以得到更为改善的力学性能。
3 结 论
利用热压成型工艺制备了竹粉增强的木质素-环氧树脂复合材料。复合材料的弯曲强度和冲击强度随竹粉含量的增加均呈增大的趋势,而随竹粉粒径的增加呈现先增大后下降的趋势,在实验研究的条件范围内,竹粉粒径为40~80目时复合材料的力学性能最好。随着竹粉含量的增加,材料的初始储能模量逐渐增大,玻璃化转变温度先升高而后降低;粒径适中(40~80目)的竹粉的添加对材料初始储能模量的提升有利。适当提高木质素-环氧树脂复合材料的交联密度,可以得到更为改善的力学性能。
[1]高振华, 邸明伟.生物质材料及应用[M].北京:化学工业出版社, 2008: 193~219.
[2]邱卫华, 陈洪章.木质素的结构、功能及高值化利用[J].纤维素科学与技术, 2006, 14(1): 52~59.
[3]任苗苗, 吕惠生, 张敏华, 等.木质素资源利用的研究进展[J].高分子通报, 2012, 25(8): 44~48.
[4]高仁金, 陈云平, 程贤甦.酶解木质素环氧树脂/蒙脱土复合材料的制备及表征[J].纤维素科学与技术, 2010, 18(2): 11~14.
[5]XIE Y, LV Q F, JIN Y Q, et al.Enzymatic hydrolysis lignin epoxy resin modified asphalt[J].Advanced Materials Research,2011, 239: 3346~3349.
[6]YIN Q F, YANG W J, SUN C J, et al.Preparation and properties of the lignin-epoxy resin composites[J].Bioresources, 2012, 7(4): 5737~5748
[7]赫羴姗, 张紫茵, 刘彤, 等.木粉增强木质素/环氧树脂复合材料的制备与力学性能[J].化学与黏合, 2013, 35(3): 26~28.
[8]刘晓玲, 邱仁辉, 杨文斌, 等.竹粉粒径对竹/聚丙烯复合材料力学性能的影响[J].东北林业大学学报, 2009, 37(12): 72~74.
[9]侯桂香, 于守武, 李婷婷, 等.尾矿粉/秸秆纤维素/环氧树脂复合材料制备及性能研究[J].塑料工业, 2012, 40(10): 84~87.
[10]O'BRIEN R N, HARTMAN K.Air infrared spectroscopy study of the epoxy-cellulose interface[J].Journal of Polymer Science Part C: Polymer Symposia, 1971, 34(1): 293~301.