硬质合金台阶套类零件的端面外圆磨削
2014-12-02自贡硬质合金有限责任公司四川643011倪莹驰
自贡硬质合金有限责任公司 (四川 643011)高 建 倪莹驰
1.原磨削方式
我公司生产的硬质合金台阶套类零件,如图1所示,精度高,批量大,广泛用于石油开采行业。目前对于该类零件的端面外圆磨削方式采用砂轮切入磨削方式,砂轮先把端面磨削到位(见图2),再把台阶R 处与外圆处的余量磨削完(见图3),零件磨削到位后的形状如图4 所示。此种加工方式存在两方面的缺陷,一是砂轮尖部的消耗不均匀,外圆处比端面处多,且砂轮的尖部消耗大,加工几件产品后,砂轮尖部的形状就由加工前的直角变成弧形形状(见图5),此时再用该砂轮加工产品,端面与外圆交接处的R 就会超出公差范围;二是对砂轮端面与外圆直线度要求较高,不然无法保证端面的平面度与外圆的圆柱度在0.003mm 以内。为了保证产品端面、外圆的尺寸精度与形位精度,必须要频繁地修整砂轮,加工图1 零件,每5 件就要修整一次砂轮。磨削硬质合金采用的是金刚石砂轮,金刚石修整是件非常麻烦的事情,每修整一次需要5min,严重降低了生产效率。
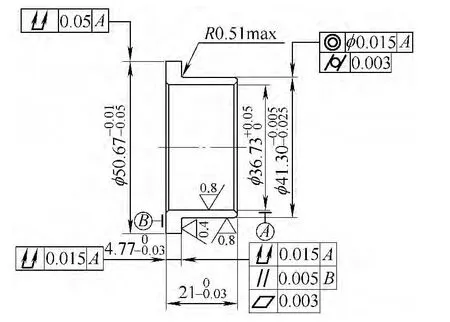
图1
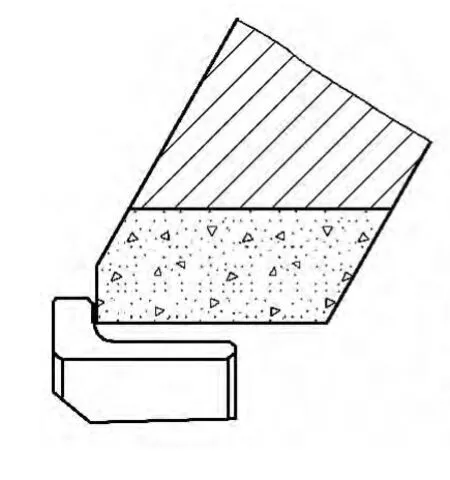
图2
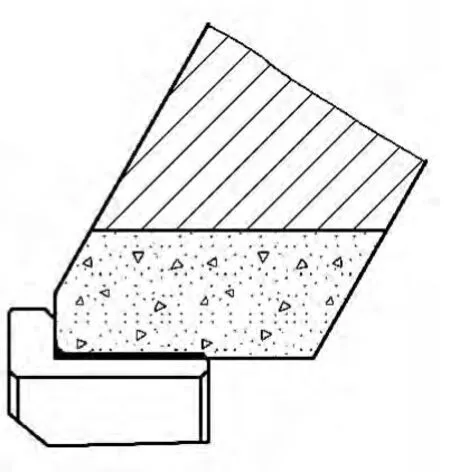
图3
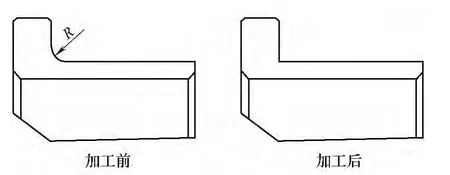
图4
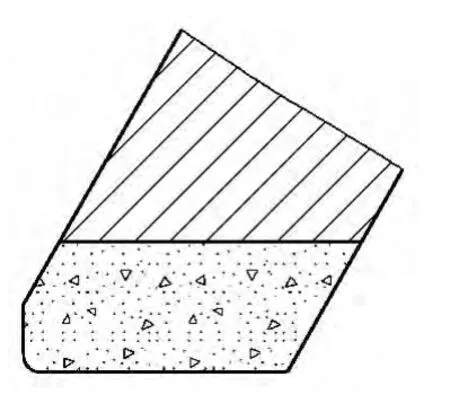
图5
2.新磨削方式
新的磨削方式为切磨、纵向磨削以及联动相结合的磨削方式,磨削由7 步组成,具体如下:
(1)砂轮的尖部先接触到零件台阶根部圆角R中间部分,开始切磨台阶R,如图6 所示。

图6
(2)砂轮沿X 轴进刀,待砂轮的外圆母线与零件外圆母线接触时,X 轴停止进刀,如图7 所示。
(3)零件沿Z 轴开始进刀,至台阶端面切除一定的余量,Z 轴停止进刀,如图8 所示。

图7
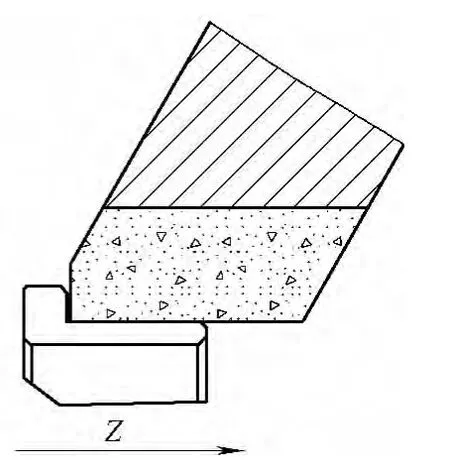
图8
(4)砂轮沿X 轴继续进刀,至零件端面与外圆尺寸磨削符合工艺要求,如图9 所示。
(5)X、Z 轴联动,即砂轮沿X 轴往复进刀和零件沿Z 轴往复进刀,走完一轮加工面,X 轴退刀,然后再回到原处(第4 步骤结束时砂轮的位置)。本步骤往复循环2~3 次,此过程为提高台阶端面的表面粗糙度和平面度,如图10 所示。
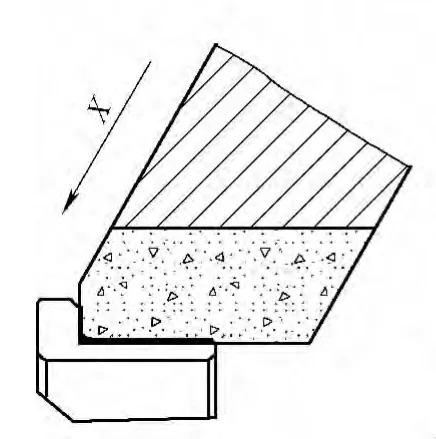
图9
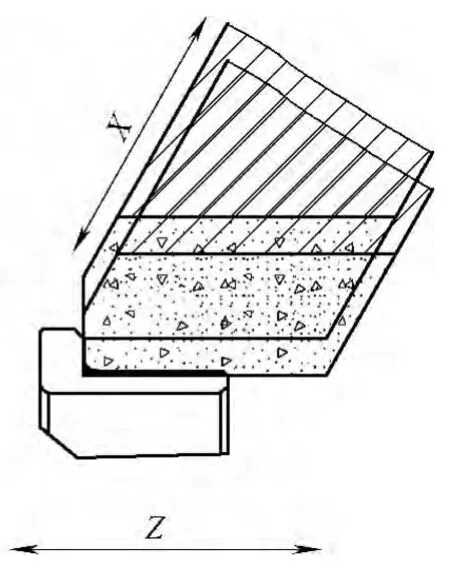
图10
(6)砂轮沿X 轴回到原处时,零件再沿Z 轴开始退刀,当退至砂轮的外侧端面距离零件的外端面距离为3~5mm 处时,砂轮沿X 轴退刀,如图11 所示。此过程为了提高外圆的圆柱度与表面粗糙度。通常沿Z 轴退刀时,会退至砂轮完全脱离零件,但这样的退刀方式,砂轮距零件的外端面越近,砂轮与零件的接触面积越小,磨削力越大,容易造成零件加工面变形,对于精度要求高的零件,外圆面的同轴度会受到影响。采用本步骤的磨削方式,将有效地克服这一缺陷。

图11
3.结语
新的磨削方式砂轮尖部的端面和外圆面与零件均匀接触,砂轮的端面和外圆面消耗一致,零件磨削加工完成后,砂轮能够较好地保持尖部的尖角形状,同时很好地保证了产品端面平面度与外圆圆柱度。
用新的磨削方式磨削图1 所示产品的端面外圆,磨削后产品的外圆圆柱度达到了0.003mm,端面的平面度达到了0.003mm,外圆与端面交接处的R 小于0.35mm,金刚石砂轮的修整次数由原来每加工5件修整一次砂轮,提高到每加工25 件修整一次砂轮,加工效率提高了30%以上。