一种车削加工偏心轴的方法
2014-12-02罗微波周金燕
罗微波,周金燕
(贵阳险峰机床有限公司,贵州 惠水 550600)
0 引言
车削加工特别适于加工回转面,因此车削加工方法的应用较为普遍。偏心轴类零件具有不同的回转轴线,在加工的过程中,由于偏心的存在,就要绕各自的回转中心车削,因此就需要分几次装夹。为了保证产品零件车削工件的质量,我们对车床加工偏心轴类零件进行工艺性分析,找到一种可进行大批量生产且零件精度要求较高的偏心轴的加工方法。
1 偏心轴工件的实例简介
如图1,该偏心轴材料为40Gr,调质硬度为235HB;主要尺寸参数:偏心量e=5,同心外圆φ100js6、φ70js6 对A-B 公共轴心线的同轴度要求0.015 mm,与右侧台阶面垂直度0.015 mm;偏心外圆2-φ85js 相互同轴度要求0.015 mm,与右侧台阶面垂直度0.015 mm;右端内孔φ55H7 对A-B 公共轴心线的同轴度要求0.015 mm,表面粗糙度均为Ra1.6;在车削加工此零件时既要保证外圆的尺寸精度,又要保证外圆与台阶面的形位公差要求,因此车削加工难度较大。
2 偏心轴车削加工难点分析
在一般情况下,在镗床铣两端面钻中心孔并根据图纸的偏心量钻偏置中心孔,保证两端面偏置中心孔在同一方向的同一位置。但零件如图1 结构所示由于右端φ55H7 内孔,其与A-B 公共轴心线的同轴度要求0.015 mm,因此我们根据图1 的结构进行车削工艺性分析,该偏心轴的加工有以下两个难点:

图1
1)双顶尖车削。在镗床铣两端面钻中心孔并根据图纸的偏心量钻偏置中心孔,保证两端面偏置中心孔在同一方向的同一位置。以中心孔及偏置中心孔加工外圆及偏心外圆后,中心架架在φ100js6 外圆上,加工φ55H7内孔,虽然同心外圆及偏心外圆的尺寸精度及形位公差能够得到保证,但右端φ55H7 内孔与A-B 公共轴心线的同轴度要求0.015mm 不能保证,且φ100js6 外圆也容易拉伤。
2)右端设计车用堵头。在镗床铣两端面钻中心孔,不钻偏置中心孔,加工外圆及右端φ55H7 内孔后,用车用堵头装入右端内孔,再上镗床钻偏置中心孔加工偏心外圆。但从图1 结构上看,右端内孔与车用堵头没有固定连接,定位基准不稳定,偏置中心孔加工基准也不准确,所以零件的加工精度也得不到保证。
3 偏心轴加工工艺方法
常见的车削加工偏心类工件的方法有三爪车削法、四爪车削法、花盘车削法和专用夹具车削法等,但夹持精度都不高,加工精度难以保证。
针对该零件上述的几个加工难点,本文提出了专用夹具车削法的加工方案:备料→毛坯检查→镗铣两端面打同心中心孔→粗车同心外圆均留余量0.30~0.40 mm(φ106 外圆车为φ106.3)→粗车偏心外圆均为φ96→(中心架上活)钻φ55H7 内孔为φ16 深90,孔口锪2×60°角→粗、精磨削同心外圆及各台阶面(φ106 外圆磨为φ106h6)→(软爪胶木中心架上活,校正)扩车φ55H7 内孔至要求→插键槽→去毛刺,在平板上按图3 装专用工装并用螺钉支紧,保证两端工装是在同一平面上→精车偏心外圆至要求。
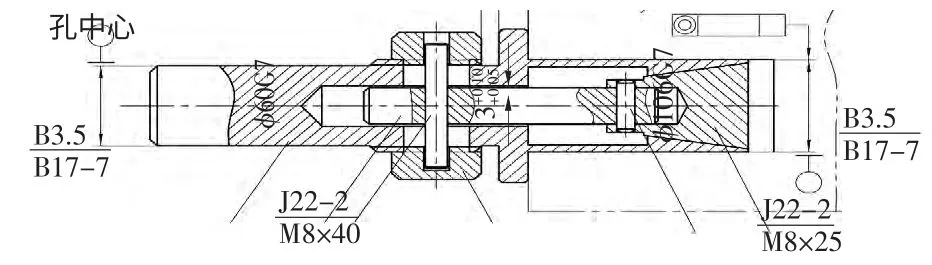
图2 专用夹具车削法图示
4 工件检测结果
通过专用夹具车削法进行加工后,送计量中心进行检验,同心外圆对A-B 公共轴心线的同轴度均达到0.008 mm,各台阶面垂直度均达到0.01 mm,2-φ85js 偏心外圆相互同轴度要求达到0.01 mm,台阶面垂直度达到0.012 mm,试制的5 件零件全部合格,其各项技术指标均达到设计技术要求并有所提高。从上述车削工艺中可看出,增加同心外圆磨削是保证偏心轴后序加工的关键,φ106 外圆自由尺寸磨为φ106h6 作为与专用夹具配合的工艺基准,同时也保证了φ55H7 内孔对A-B 公共轴心线的同轴度要求。
5 结语
通过采用专用夹具对偏心轴进行车削法加工,其精度和稳定性都很高,同时降低了工人的劳动强度,大幅度提高了生产效率。
[1]孟少农.机械加工工艺手册:第1 卷[M].北京:机械工业出版社,1991.
[2]北京第一通用机械厂.机械工人切削手册[M].北京:机械工业出版社,2009.
