浅谈斜孔及半圆孔的钻削加工
2014-12-02于淼
于淼
(青岛远洋船员职业学院,山东 青岛 266071)
0 引言
孔加工是钳工基本操作技能,对于普通的孔加工利用钻床和普通夹具即可完成加工,可是在实际生产中,会遇到各式各样的特殊孔的加工,如斜孔和半圆孔。
1 斜孔的加工方法
斜孔的钻削加工一般有3 种情况:在斜面上钻孔、在平面上钻斜孔和在曲面上钻孔。它们的共同特点就是孔的轴线和钻孔端面不垂直。孔的轴线和钻孔端面不垂直会使钻头因单边受力而向一边偏移,这不仅会造成钻头定位不准及钻孔的垂直度不符合要求,而且会折断钻头。在生产中遇到上述问题一般可用以下几种方法解决:
1)将钻孔的斜面置于水平位置装夹,先钻出一个浅窝(类似一个放大的冲眼),然后把工件倾斜一些装夹,把浅窝钻深一点,形成一个过渡孔后,将工件置于正常位置装夹,完成钻孔加工,如图1(a)所示。
2)先用中心钻钻出一个较大的锥坑(钻前可用錾子在斜面上錾出一个小平面),然后钻孔,如图1(b)所示,由于中心钻的柄部直径较大,钻尖又很短,所以刚性较好,不易弯曲,可以保持中心孔不会偏离原定的位置。此外,也可以用小钻头钻出一个浅孔,起定向作用,然后再钻孔如图1(c)所示。
3)在斜度较大的斜面上或圆柱形工件的斜面上钻孔时,可先用与孔径相同的立铣刀铣出一个与钻头轴线相垂直的平面,然后钻孔,如图1(d)所示。
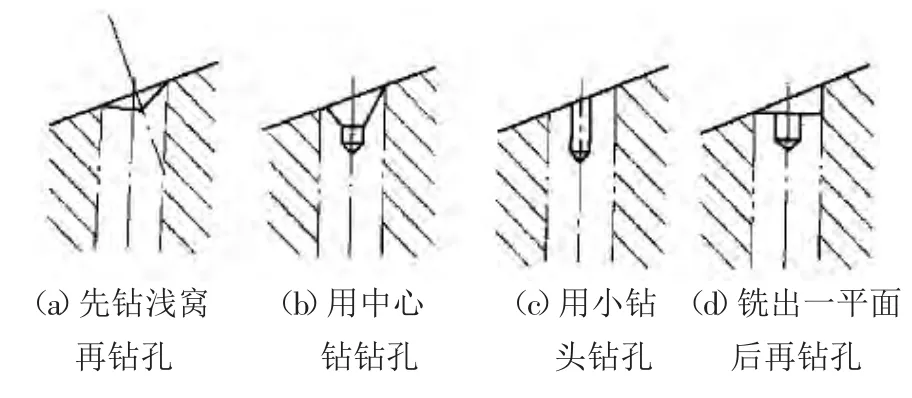
图1 斜孔钻削方法
4)经常用到斜孔加工的可以制作钻斜孔专用夹具,如图2 所示。
2 半圆孔的加工方法
半圆孔的钻削中,钻头将会受到径向不平衡力的作用而被迫向一边偏斜产生弯曲,使得钻出的孔不垂直或出现孔径不圆等缺陷,并且容易折断钻头,为了避免这一现象,一般采取以下几种措施:
1)当两半圆孔部分较少时,可先钻小孔(孔Ⅰ),再钻大孔(孔Ⅱ),如图3(a)所示,由于直径较大的孔的钻头刚性较好,对钻削半圆孔的影响也较小。
2)若两孔相交部分较多如图3(b)所示,可在已加工的孔(如孔Ⅰ)中嵌入与工件材料相同的金属棒钻孔,这样可以避免钻头偏斜而造成孔径不圆等缺陷或将钻头折断如图3(c)所示。
3)为了加强钻头的定心,限制钻头晃动,也可采用磨制半圆孔钻头加工,其结构形式如图4 所示。这种钻头是把标准麻花钻的钻心磨成凹凸形,以凹为主,突出两个外刃尖,使钻孔时切削表面形成凸筋,限制了钻头的偏摆,因而可以进行单边切削,钻孔时使用低速手动进给。
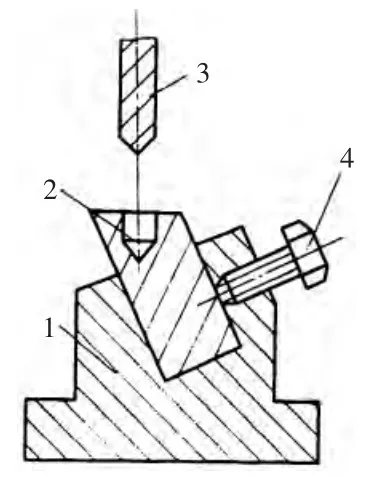
图2 钻斜孔专用夹具
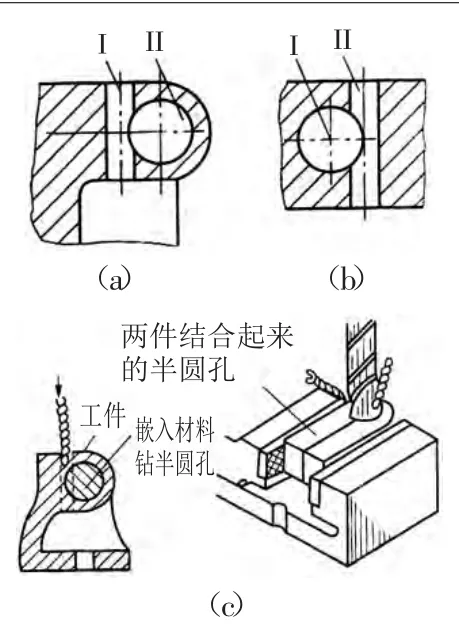
图3 钻半圆孔
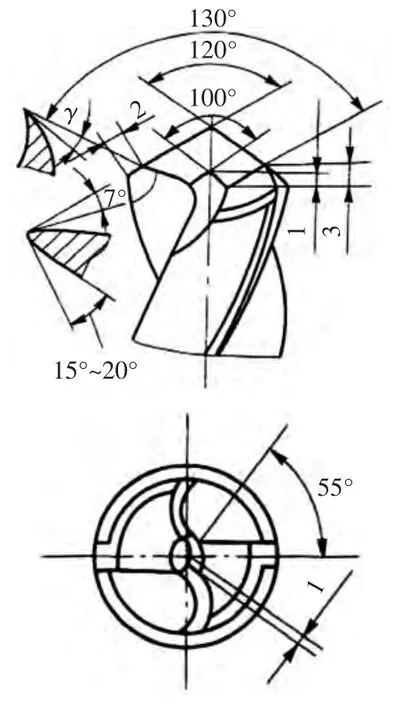
图4 半圆孔钻头
