废旧螺纹丝锥的改制
2014-12-02中国工程物理研究院机械制造与工艺研究所四川绵阳621900查体建
■中国工程物理研究院机械制造与工艺研究所(四川绵阳 621900)查体建
随着数控机床的迅速发展,越来越多的螺纹通过数控车削而成,相比用丝锥攻螺纹,用螺纹刀车削螺纹不仅效率高,而且螺纹的质量稳定。但是在小直径内孔加工螺纹过程中,由于螺纹车刀刚性差,易变形或折断,严重影响加工精度和加工效率,甚至导致工件报废。螺纹丝锥在使用过程中由于切削米数过高而造成烧结、崩刃和磨损等问题,经常导致报废或精度降低。因此,笔者总结多年的加工经验,通过反复的切削试验,提出将废旧的螺纹丝锥改制成螺纹车刀,用于螺纹的车削加工。通过大量的试验验证,这种改制的螺纹车刀能在数控车床上方便高效地加工螺纹。
1.丝锥改制的方法
丝锥在使用过程中主要是前端牙型参与工作,后端部分只是修整螺纹,因此经过一段时间使用后的丝锥前端的牙型磨损严重,齿高降低,而后端的牙型得到了很好的保护,图1所示为一废旧的丝锥,前端引导部分磨损非常严重,已无法正常使用,而后端部分仍保持了较好的牙型,通过线切割和工具磨等方法,将后端完好的牙型改制成螺纹刀尖。
首先用线切割将报废的丝锥前端割去,留下丝锥中后部保护较好的牙型2~3牙,然后在工具磨床上磨掉相邻的两排齿,保证其中一个齿高完整,改制的螺纹车刀如图2所示。
螺距是决定普通螺纹形状的关键要素,螺距一定,则螺纹形状一定。因此,选择螺距相同的丝锥改制的螺纹刀可加工任意相同螺距的螺纹,如加工M6×1的螺纹,可选任意螺距为1的废旧丝锥进行改制。
丝锥的齿有一定宽度,而不像传统螺纹车刀只有一个刀尖点,但由于丝锥的螺旋角与相应螺纹的螺旋角相同,加工过程中,只有齿的前端切削工件,其余部分起到整形的效果,与传统螺纹车刀加工效果相同。另外,为方便车刀较容易切入工件,将最前端的一个齿磨出一个刀尖点,如图2所示。
2.刀具的使用
这种新型螺纹车刀与传统的螺纹车刀使用方法相同,均采用G76或G92进行编程。由于丝锥存在螺旋升角,左旋丝锥改制后螺纹车刀只能用于加工右旋外螺纹和左旋内螺纹,而右旋丝锥改制的螺纹车刀只能用于加工左旋外螺纹和右旋内螺纹。
另外,丝锥材料普遍为高速钢,在加工铝、铜等硬度不高的材料时效果较好,而加工硬度较高的材料时磨损较快。
3.改制螺纹车刀的优点
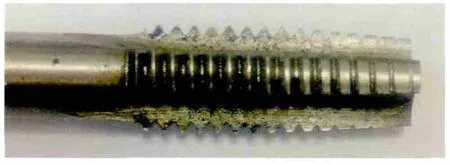
图1 磨损的丝锥

图2 改制的螺纹车刀
(1)成本低,螺纹车刀价格非常昂贵,特别是进口涂层车刀,通过改制废旧丝锥为螺纹刀,既达到了废弃丝锥重复利用的目的,又节约了购买螺纹刀的成本。
(2)对于非标的螺纹,无法直接用丝锥攻螺纹,只能通过数控机床车螺纹或铣削螺纹,因此将丝锥改制后在车床上能方便的加工各种非标螺纹。
(3)受螺纹刀杆刚度的限制,车或铣削小于M6的内螺纹非常困难,刀杆易变形或折断,影响螺纹加工精度,而使用丝锥改制后的螺纹刀,由于其具有较好的刚性,在加工小螺纹中应用方便。
经过反复的加工试验,证实了此种改制的螺纹车刀在加工过程中实用又方便,大大节约了加工成本,同时在加工小孔径螺纹和非标准螺纹时具有一定的优势。
