高速型卧式加工中心的结构以及特点
2014-12-02冯轶,朱莹
冯 轶,朱 莹
沈阳机床股份有限公司,辽宁沈阳 110000
0 引言
卧式加工中心是一种重要的通用设备,目前国内外的中小型卧式加工中心的逐渐向高速度、高精度方向发展,很多行业(尤其汽车行业)特别需要一种高精度和高效率加工的卧式加工中心,通过卧式加工中心功能多样,来组成柔性的制造单元,减少购买专用机床带来的高成本和产品的不可替代性。现在在内地能实现高精度、高效率的设备几乎都是欧美以及日本的机床,为充分满足市场的需求,我们研制开发了产品HMC63e 型卧式加工中心。
HMC63e 是一款紧跟国际步伐的高速型卧式加工中心,台板尺寸为:630mm×630mm,该产品是在老产品(TH6563X63A)的基础上使分体式(横纵床身螺钉联接)床身变为整体式(横纵床身一体)铸造;床身材质由灰铁变为球铁(QT400),床身的刚性以及韧性得到很大提升;主轴的最高速度、三个直线轴的快移以及进给速度有了提高;工件交换方式由双工位推拉式交换变为单工位水平交换,定位精度高,缩短了交换时间的同时减少了占地面积。该系列机床不但试用与加工通用型工件,它具有的高精度、高效率的特点更适合于汽车行业、航空航天类高精尖的零件制造,填补了国内一部分空白。
1 HMC63e 加工中心描述
1)机床设计的总体布局为纵、横床身呈倒T 字型结构,立柱横向左右移动(X 轴行程1000mm),主轴箱上下移动(Y轴行程900mm),工作台在床身上纵向前后移动(Z 轴行程900mm)。床身采用整体式铸造床身,刚性好;
2)立柱为龙门框架型正挂箱,具有良好的刚性,受力均匀、动态性能好、精度稳定;
3)三轴导轨为日本THK 的滚柱线轨,耐磨损,方便维护,承载力大,精度高;三个直线轴的丝杠与伺服电机通过联轴器直联,同步性能能好,快移和进给速度可达40m/min;
4)X、Y、Z、B 四个坐标的检测部件均采用德国海德汉光栅尺进行直接测量,形成全闭环控制,定位精度以及重复定位精度可达0.008/0.005mm;
5)主轴箱为二级齿轮传动,一级主轴产生的扭矩大(最高为1100 N·m),用户可实现对工件的粗加工,还可以为了提高表面粗糙度而提高主轴转速,使主电机输出功率由低到高没缺口;主轴转速范围为20 rpm~6000rpm;
6)机床工作台为牙盘转台(1°X360),回转由交流伺服电机驱动,经皮带减速与蜗杆连接,保证分度精度;液压自动夹紧、松开,运动准确可靠。工作台回转采用推力向心轴承支承,运动平稳、定位精度高,承载能力大;
7)双交换工作台站,采用浮起式直接回转结构,交换时间为12s。当一个工作台工作时,另一个工作台进行零件装卸,可减少辅助时间,提高效率;
8)机床设有全封闭防护间,正面和侧面均有拉门,操作方便、安全。X、Y、Z 均有防锈金属防护拉板,防止冷却液、切屑飞溅,有效防止铁屑及冷却液的飞溅对导轨的侵蚀,保护导轨及丝杠,提高使用寿命;
9)排屑采用中间冲刷排屑,排屑快速,减少机床热变形,有利提高精度;
10)数控系统采用SIEMENS 840D,交流主轴电机、交流伺服进给电机等均为原装进口。
2 HMC63e 卧式加工中心结构特点
2.1 机床床身采用三点支撑
对于普通机床,绝大多数为多地脚形式,缺点在于水平难调,床身刚性不好,很容易变形。本机床只保留三个地脚,三点可以确定一个平面,这三个地脚呈等腰三角形分布。第1 个地脚作用是支撑床身,无需调节,之后调节其余两个地脚就可以快捷的完成机床水平的调节。该床身大件内部为双层钣金箱体铸造而成,刚性比普通机床的单箱体好,床身导轨和定位面在德国进口龙门五面加工中心上一次精加工完成,装配精度稳定性高,同时降低了工人的劳动强度。见图1 所示。

图1 床身的三点支撑
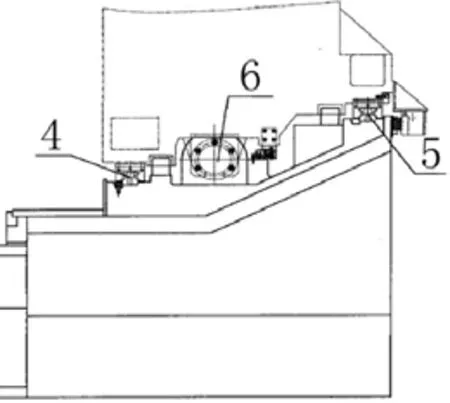
图2 X 向阶梯导轨
2.2 X 向床身导轨阶梯排布
前导轨低,后导轨高,加工零件时转台做进给运动,主轴箱和立柱承受来自转台的进给力,阶梯排布的好处在于减小了前导轨受到的应力集中,延长了前导轨的寿命,并抵消了一部分立柱的倾覆力矩,减轻了立柱的重量,并提高了立柱刚性,有利于高速运动。见图2 所示。
2.3 排屑系统
回转工作台运动方向的左右两侧各有一套螺旋排屑器(螺排),立柱正下方的床身处有一个链板排屑器(链排)。在工件的加工过程中,铁屑被防护间内部的喷淋系统落入螺排里,然后它将铁屑推入链排里,链排将铁屑以及切屑液通过床身下端的开口导入机床后端的过滤回收装置,实现铁屑以及切屑液的循环。优点是防止铁屑的堆积,让机床温度和精度稳定。
2.4 双油缸回转交换机构
交换站的回转动作采用双油缸轮流驱动的形式,两个油缸轮流动作,保证工作台支撑叉子180°回转。当一个油缸中的活塞快移动到终点时,该油缸的一侧有稳定的液压缓冲装置,该装置通过调节流量来调节支撑叉子停止时间,确保工作台交换的平稳性,保证交换精度。见图3 所示。

图3 双油缸回转结构
2.5 丝杠轴承座与床身一体化结构
三向支撑丝杠的轴承座与立柱或床身铸造成一体,大大加强了轴承座的刚性,依靠部件加工来保证形位公差,可以大大提高机床装配效率,有利于保证机床精度稳定性,该方式目前已被国外很多厂家应用。
2.6 Z 向单张防护板
采用流行的Z 向单张不锈钢防护板形式,解决了由于防护拉板各层之间的密封不好造成的漏水、铁屑卷入造成破损的问题,还可提高高速移动时的稳定性。
通过近年来的市场推广和用户使用实践,证明HMC 系列产品在参数和性能上已经超越了国产机床,与一些合资品牌不相上下,同时在刚性、速度、精度、稳定性等方面也与国外进口机床拉近了距离,提高了加工中心的制造水平和市场竞争力。
[1]陈循介.高速卧式加工中心新结构[J].世界制造技术与装备市场,2002(3).
