空调器室外机压缩机定位螺栓点焊及结构研究
2014-11-30熊传林
熊传林
(珠海格力电器股份有限公司 广东珠海 519070)
1 引言
在空调器钣金件的生产过程中,点焊是一项不可缺少的工艺,同时也是重点关键工序和岗位;特别是空调器室外机底盘组件上的压缩机定位螺栓,因其起着固定和定位压缩机的作用,所以必须保证压缩机定位螺栓与底盘点焊的绝对牢固可靠。本文通过对压缩机定位螺栓点焊的工艺分析、研究和实验,解决脱焊问题,保证压缩机定位螺栓点焊质量的稳定、可靠。
2 螺栓点焊原理
将焊件压紧在两电极之间,施加电极压力后,电阻焊变压器向焊接区通过强大的焊接电流,在焊件接触面上形成真实的物理接触点,并随着通电加热的进行而不断扩大。塑变能与热能使接触点的原子不断激活,消失了接触面,继续加热形成熔化熔核[1],点焊原理如图1所示。
点焊螺栓是通过自身的3个焊点熔融到底盘基材上去,从而形成牢固的连接体,点焊螺栓的结构,如图2所示。若螺栓的焊点只是部分熔融到底盘上去,没有形成牢固的连接体,则是点焊不良,可导致脱焊等重大质量问题。
3 螺栓点焊及结构分析
空调器室外机底盘组件压缩机定位螺栓的点焊生产,常见的工艺流程是先在底盘上预冲孔、再通过焊机将螺栓点焊到底盘上去,如图3所示。由于总装上压缩机装配需求和振动噪音对匹配精度的要求,基板底盘上的底孔不能过大;底盘上的底孔也不能过小,否则点焊生产时螺栓难于放入底盘底孔中,底盘底孔一般比螺栓大0.5mm。
点焊的通用关键工艺参数包括:焊接电流、焊接时间、加压时间、气缸压力等。另外,上、下电极氧化后要及时研磨,下电极中的绝缘套损坏后要及时更换,基板上底孔毛刺过大的话,模具要及时检修[2]。
研究压缩机定位螺栓的点焊过程,螺栓圆角R过大会与底盘上的底孔干涉,点焊时干涉部位会分流,导致焊点不能完全熔融,从而造成螺栓脱焊问题;从此角度来分析,螺栓的圆角R越小越好。螺栓光杆与螺栓头是圆角R过渡的,由于螺栓是钢丝通过冷镦工艺生产而成,螺栓的圆角R过小,易造成螺栓局部应力集中,螺栓在做头部强度实验时,有断裂的情况,如图4所示,同样存在严重的质量隐患;螺栓圆角R越大,螺栓自身越牢固,从此角度分析,螺栓的圆角R越大越好[3]。
结合螺栓头部强度和螺栓点焊对螺栓圆角R的需求,螺栓的圆角R不能太小,也不能太大,这就存在一个矛盾的问题。按生产需求和零件的结构,螺栓圆角R要取一个中间尺寸,确保能同时满足两者的要求。另外,螺栓是钢丝通过冷镦工艺生产而成,随着生产量的递增,因模具磨损,螺栓的圆角是会逐步变大的。
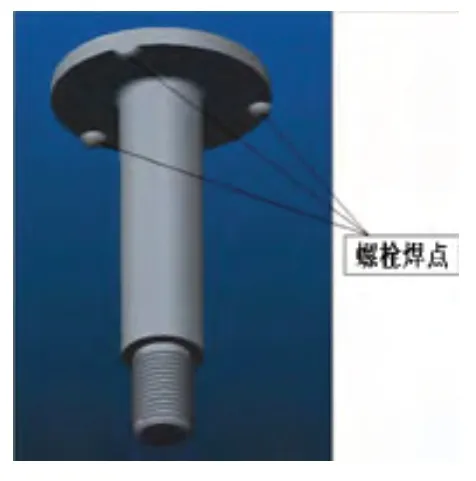
图2 点焊螺栓的结构
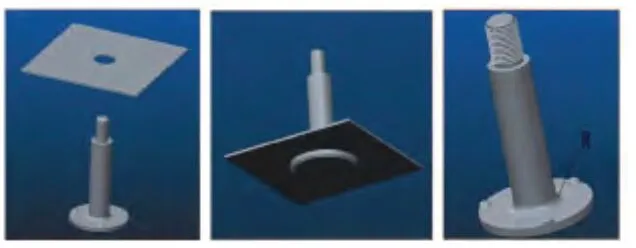
图3 压缩机定位螺栓点焊生产的示意流程图

图4 螺栓头部强度实验

图5 新型结构的点焊螺栓
图6 螺栓点焊后的破坏性实验:合格品

图7 螺栓点焊后的破坏性实验:不合格品

表1 不同结构的压缩机定位螺栓点焊后的抗压力测试数据
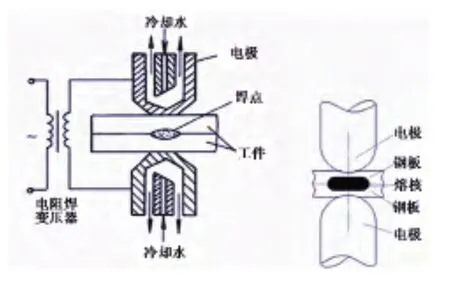
图1 点焊原理图
为解决以上技术难题,通过创新和结构优化,开发一种新型结构的点焊螺栓,如图5所示。螺栓光杆与螺栓头部采用斜面过渡的结构,保证了螺栓头部的足够强度;同步采用沉台结构,解决了螺栓与底盘底孔因结构干涉而分流导致的脱焊、焊接不良问题。
螺栓头部圆角结构过渡、不同圆角大小的压缩机定位螺栓(R0.5、R1.0、R1.5、R2.0)与沉台结构的压缩机定位螺栓,在底盘的材料厚度都为0.95mm、底盘底孔大小相同和焊接电流、焊接电压、焊接时间、加压时间等焊机参数均等同的条件下点焊成组件,然后放在最大试验力为30kN的微机控制电子万能试验机上,测试点焊组件上压缩机定位螺栓的抗压力值,试验机滑块的下滑速度为20mm/min,测试数据见表1;由实验数据可以看出,沉台结构的压缩机定位螺栓的抗压力值最大。
压缩机定位螺栓点焊后的破坏性测试,测试方法为:使用无角度套筒扳动螺栓,直至螺栓与底盘分离;压缩机定位螺栓点焊合格与否的判定标准:如出现螺栓与底盘上的母材一起拉掉,则为合格,否者为不合格。相同实验条件下、不同类型的压缩机定位螺栓螺栓(R=0.5、R=1.0、R=1.5、R=2.0、沉台结构),批量的破坏性测试情况为:沉台结构螺栓的实验均合格;R0.5/R1.0较小圆角结构螺栓的实验合格,如图6所示;R1.5/R2的较大圆角结构螺栓的实验不合格,如图7所示。
4 结论
综合以上压缩机定位螺栓的点焊分析、结构研究和抗压力测试、破坏性测试,创新结构的沉台点焊螺栓焊接质量稳定和牢固,在公司的长期点焊使用中,螺栓点焊质量一致性非常好,效果显著,保证了空调器室外机底盘上压缩机稳定运转,提高了生产效率和社会效益。
[1] 林让贤.点焊缺陷分析与工艺规范. 广西机械,1999,4:18-21
[2] 魏雷.镀锌板电阻点焊质量评判方法的研究.兰州:兰州理工大学,2009
[3] 吴继,张晨曙,罗贤星.镀锌钢板点焊形核机理的研究. 南昌工程学院学报,2007,26(3):31-34
