可调式数字化电焊机节能研究
2014-11-28封发勇吴文浩
封发勇,吴文浩,吴 舰
(贵州师范大学机械与电气工程学院,贵州 贵阳 550014)
电焊机被列为中国十二大耗能设备之一,他是一种常用的低压电气设备,其在建筑、冶金、机械制造等行业的广泛应用,其每年要消耗全国发电量的0.5%左右。在电焊机行业,由于加入了逆变技术,弧焊逆变器的运用,使得电焊机在焊接性能、频率响应、动态特性方面都有所提高,同时使其在焊接方面更容易实现自动化,电焊机重量更轻、体积更小、功率因数更高等。弧焊逆变器到如今在电焊机领域运用比较广泛,但逆变焊机在焊接过程中同样存在下列问题:逆变电焊机二次侧空载电压一般都在70 V~80 V 之间,而人类的安全电压为36 V;副边空载电压已经远远大于安全电压,故易造成人员伤亡,弧焊变压器工作方式为断续工作,其空载时间较长,因而使得弧焊变压器的功率大,存在空载损耗。
可调式数字化电焊机以AT89C51 作为微处理器的控制核心,电路以220/380 V 作为电源为电焊机提供能源,经过整流滤波,逆变电路,变压器,整流滤波得到最后输出电源;电路为节约焊机在空载运行下的损耗,在首个整流器后并联一个储能器(充电电容),储能器为散热器提供所需要的电能;电路的开关以继电器为主,继电器通过单片机对IGBT 的通断选通控制,漏电模块M54123 通过微处理器对漏电进行保护,负极导线上进行电流检测,将信号反馈给微处理器实现漏电保护,M54123 传感器对整个电焊机实现实时监控;在空载运行时通过充电电容的充放电实现对电路的补偿。温度检测模块利用DSl8B20 传感器测量,通过红灯的显示方式提示温度是否过高。利用电压互感器和电流互感器分别检测输出端电压值和电流值,并通过显示模块显示出来。系统主电路及控制回路原理图如图1 所示。
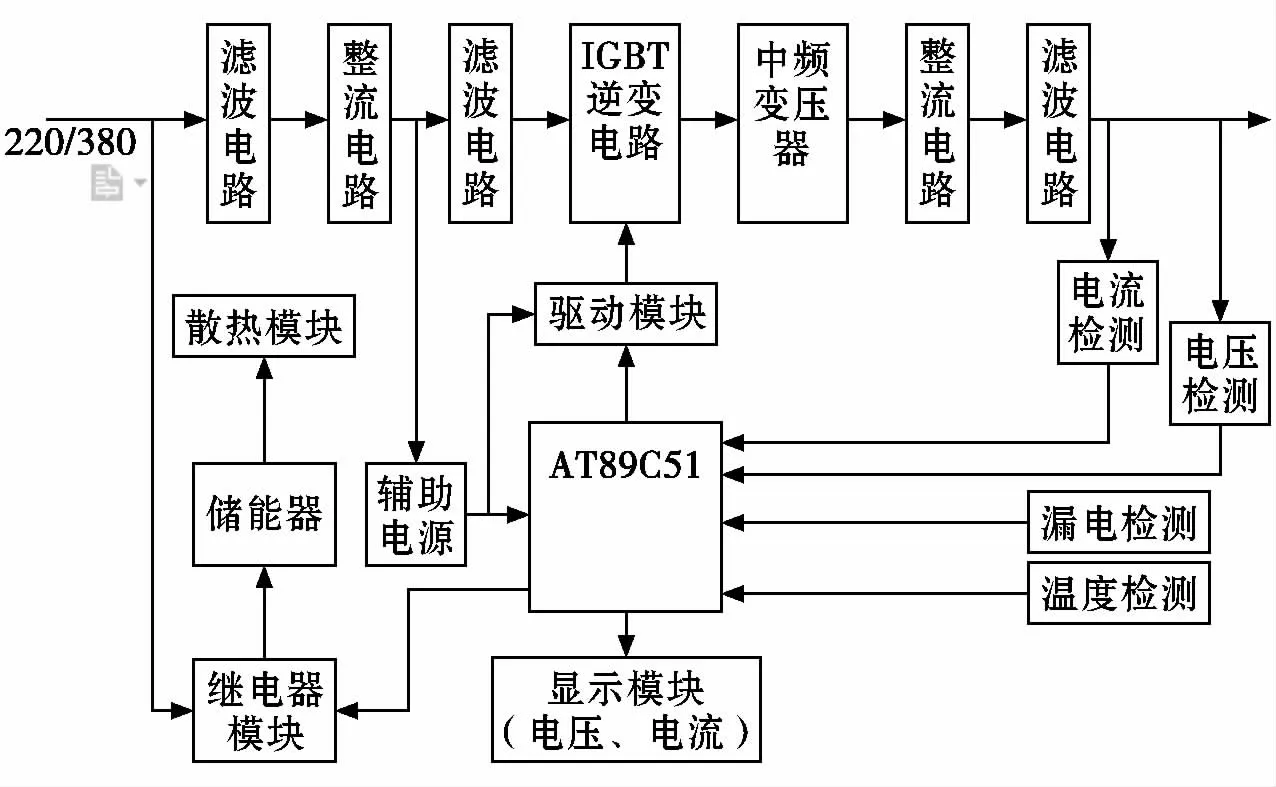
图1 电焊机工作原理图
1 系统各模块工作原理
1.1 逆变主电路模块
主电路采用逆变电源,通过整流器整流、电容滤波、IGBT 逆变器、变压器、输出整流和滤波;通过电流调节器对变压器后的电流进行调节,根据不同的需求可通过显示模块选择所需电流,使得电焊机可适用在除220/380 V 电压以外的不同焊条。
直流电可由50 Hz 的交流电经整流器整流得到。而对于单相220 V 和三相380 V 交流电,可分别采用单相桥式和三相桥式整流得到。对于器件的电压等级,考虑瞬间电压的冲击,国内电网最大的波动范围为±20%和逆变弧焊电源本身不是一个纯阻性负载因素。因此.对于三相380 V 交流输入电压,三相整流桥式模块的电压等级为1 200 V,而对于单相220 V 交流输入电压,单相整流桥式模块的电压等级为800 V。器件的平均输出电流,一般要有1.5~2 倍的安全系数,器件的电压安全系数一般为2.5~3 倍。电路采用中心抽头全波整流方式,通过输出整流器将中频变压器输出为20 kHz 方波电压变成脉动直流电压,由于在整流过程中其电压频率较高,故在整流中二极管选择方面选择恢复速度快功率大的二极管。
滤波器对输入电压进行电磁干扰过滤的同时对整流后的脉动直流进行平滑滤波,对于单相220 V 交流电供电的焊机,由于单相整流后的脉动纹波系数比较大,需要滤波电容的容量比较大,因此滤波电容选用2 200 μF 的电解电容器。为了使得电焊机最小焊接电流的续性同时满足电焊机在直流弧焊方面的工艺需求,整流后的脉动直流必须选用滤波电抗器对其进行滤波。
电源可选择用220/380 V 交流电输入,经过整流后得到直流电压,变压器选择工作在20 kHz 或更高的频率的中频变压器;变压器传递的是矩形交替脉冲波,其主要作用是电压降压、功率传递和实现输入、输出之间的隔离。
1.2 继电器保护模块
继电器作为受控器件,利用晶闸管IGBT 的选通控制继电器的通断,进而实现与其他模块之间的联系。本文中选用驱动模块作为继电器和AT89C51 之间的桥梁,驱动电路的作用是将控制电路的脉冲放大到足以驱动开关功率管,同时实现电位隔离。因IGBT 的开关特性受到驱动电路性能的影响较大,所以在驱动电路的设计中,采用前后沿很陡的P-N沟道场效应管的驱动电路,保证IGBT 快速开通和关断,减少开关损耗,使IGBT 工作在安全区内。
继电器与主回路,主电路设置有启动、停止开关;按下启动按钮,主回路得电,电路工作;按下停止按钮,电路断开;当电流互感器检测到电焊机工作处于空载状态时,继电器工作,使主回路向储能器充电,充电过程由主回路为散热器提供所需电能,储能器为散热器和辅助电源提供所需电能,当检测到电能不足时,切换电源供电;并且通过驱动电路向逆变电路实现PWM 脉冲调节,使焊机在较小损耗下空载运行;当电路中电压电流发生异常状态(漏电、线路短路等)控制继电器回路中的IGBT 使电路断电。
1.3 漏电检测模块
电焊机使用环境一般为露天环境,因为长期的日晒、雨淋、受潮等因素使得其绝缘性能下降,机壳漏电。另外,在出线端口的两条引线,长时间受外界条件的影响,会出现不同程度的影响,发生漏电伤人事故。
本文采用的漏电保护电路为M54123 电路,M54123 电路是由一个锁存器、电压调整器和一个差分放大器构成。其差分放大器的输入端与检测漏电流ZCT 的次级相连。反馈信号通过被差分放大器和电容放大积分过后发送到锁存器的输入端。因锁存器的输出有漏电保护特性,当输入电压小于规定值时,锁存器为低同时保持状态。而当漏电流过高超过了规定值范围,其输出端会使连接的可控硅驱动。同时因输出是作为PWM 信号向单片机传输,这样更好的为驱动模块提供了电焊机所需要的控制信号。
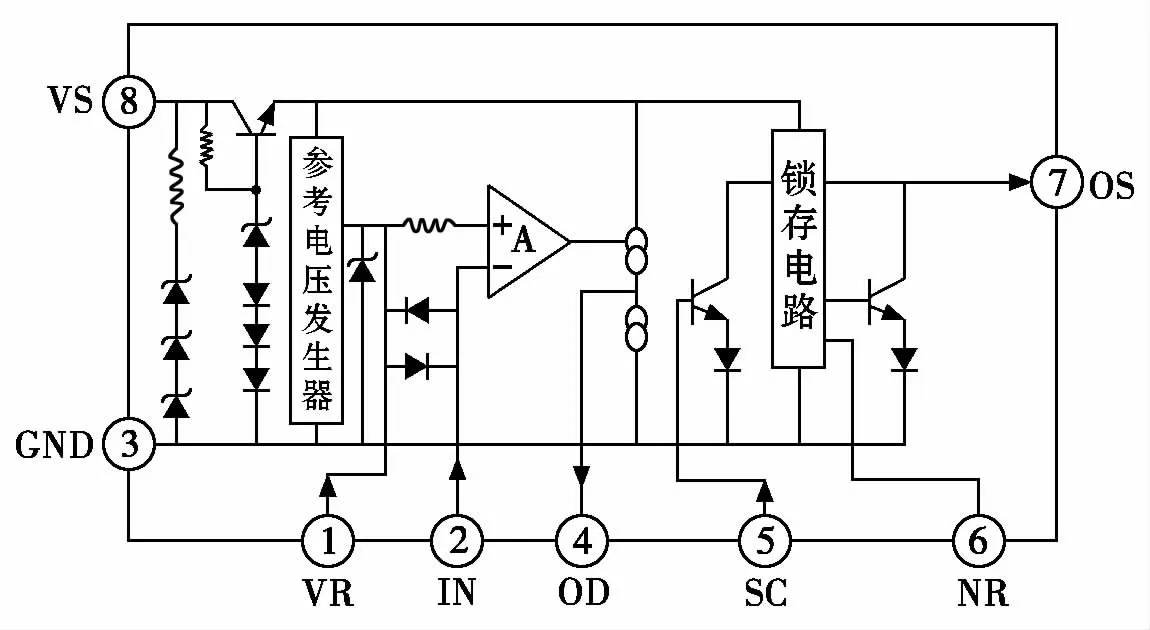
图2 M54123 漏电传感器内部原理图
1.4 温度检测模块
DSl8B20 温度传感器是一种新型单总线数字式温度传感器,因其拥有良好的特性被运用于很多领域。比如:工业制造、科学研究、气象观测、日常生活等等。它结合了A/D转换和温度测量。不但信号传输距离远,同时还能之间输出数字量,这使得在测量方面非常方便,可实现多点测量,同时它还拥有电路结构简单、抗干扰能力强、低功耗等特点。
其测量范围在-55 ℃~+125 ℃、-10 ℃~+85 ℃之内,测量精度可达±0.5 ℃,稳定度为1%。通过编程可实现9、10、11、12 位的分辨率读出温度数据,因此对应的温度量化值分别为0.5 ℃、0.25 ℃、0.125 ℃、0.062 5 ℃,芯片出厂时默认为12 位的转换精度。引脚的功能:GND 为电压地;DQ 为单数据总线;VDD 为电源电压;NC 为空引脚。
当DS18B20 传感器检测到的温度高于单片机中的设定值时,通过红灯的显示做出报警提示,并使散热器工作在主回路中,散热器工作在储能器的功率小于主回路提供电源,使得传感器感应到电焊机温度过高时切换为主电路供电,能够在更高效率下维持电焊机的温度。
1.5 散热模块及显示模块
使用高可靠的直流风机。转速快,风力强劲,散热效率是交流风机的1.5 倍。用于在电焊机和储能器之间进行交换,达到在不同的工作状态下的节能高效率工作;电流互感器和电压互感器检测到的电流电压值通过数码管进行实时显示,为电流的调节提供依据。
2 结束语
本文提出用AT89C51 对IGBT 的控制,进而将不同的输入信号转换为控制信号,通过PWM 控制回路功率大小,使得在空载运行时实现节能的目的,并通过电压、电流的检测,实现对继电器的控制。M54123 传感器对电焊机的实时监控,让电焊机更加安全可靠。
[1]王兆安.电力电子技术[M].北京:机械工业出版社,2009.
[2]刘文财.多功能数字电焊机控制系统的研究与开发[D].湖南:中南大学,2005:10-18.
[3]万隆.单片机原理及应用技术[M].北京:清华大学出版社,2010.
[4]王春芳.逆变直流弧焊电源控制系统辅助电源的研究[D].青岛:青岛大学,2008:5-20.
[5]邓长辉.传感器与检测技术[M].大连:大连理工大学出版社,2012.
