基于CAE的汽车水箱盖注射成型工艺研究
2014-11-28刘世豪郭志忠
刘世豪,郭志忠
(海南大学机电工程学院,海南海口570228)
注射成型方法是塑料产品加工成型的主要方法,可快速、高效地成型结构复杂、尺寸精度高的大批量塑料产品[1]。塑料注射成型CAE软件的发展十分迅速,其全面提升模具设计水准的显著效果正逐渐为模具界所认识[2-3]。注射模CAE技术可在模具制造前预测模具在一定的工艺条件下制品的质量情况,与传统模具设计相比,CAE技术无论在保证产品质量、提高产品生产率,还是在降低成本、减轻劳动强度等方面,都具有很大的优越性[4],因此在航空制造、汽车、摩托车、家用电器、仪器仪表等行业中得到了广泛应用。
汽车的组成较为复杂,其零部件的成型制造技术一直是重要的研究课题。汽车水箱盖是一种塑料件,起着密封和保护水箱的作用,其成型工艺与质量是汽车制造领域所关注的难点和热点。如:李昆[5]对一种汽车水箱盖的成型过程进行了计算机仿真分析,研究了主要成型工艺参数对翘曲变形的影响规律;张维和[6]针对某种汽车水箱盖塑件侧向凹凸结构多的特点,设计了该塑件的注塑模,并采用了热流道浇注系统;丁华[7]对汽车水箱盖的塑件结构特点及成形工艺的分析,介绍了多侧孔复杂零件的模具设计方法,着重研究了多个侧抽芯机构的结构设计与排位设计。综上所述,对汽车水箱盖注塑模及其成型工艺进行研究是一项十分必要的研究工作,具有重要的理论和工程应用价值。对此,本文在对一种汽车水箱盖壳件进行工艺性分析的基础上,运用UG软件进设计了汽车水箱盖壳件注射模,利用Moldflow软件对所设计的注射模进行仿真,并对注射成型过程进行CAE分析,确定最佳浇口位置。根据CAE分析结果,优化浇注系统和冷却系统,得到合理的模具设计方案,可大大缩短生产周期,降低生产成本,提高生产效率。
1 塑件工艺性分析
如图1所示的汽车水箱盖,选用ABS 工程塑料为原材料,其外形尺寸为90 mm×80 mm×55 mm,塑件壁厚为3 mm。该塑件为壳体件,其内表面精度要求一般,外表面的精度要求较高,要求外观表面光泽,不允许存在飞边、凹陷流痕等注射缺陷,在模具设计中要求有良好的加工工艺。ABS 材料的成型工艺参数如表1所示。
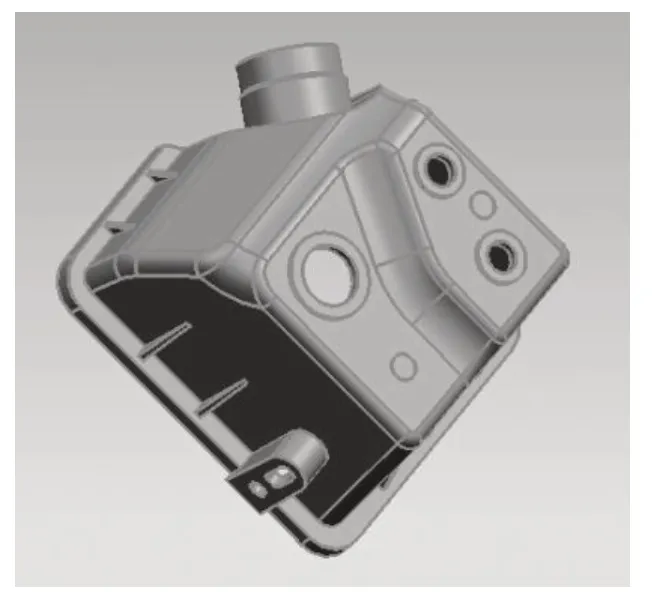
图1 汽车水箱盖塑件

表1 ABS成型工艺参数设置
2 Moldflow模流分析
2.1 网格划分
在进行模流分析前,首先将UG软件中创建的三维实体模型导出为.igs 格式的文件,然后导入到Moldflow软件,再进行模型网格划分,网格划分后通过网格统计进行网格缺陷修改[8],网格修改后如图2所示,网格划分的作用是便于对注射模具进行CAE仿真分析、并兼顾分析求解的准确性和效率。

图2 网格划分
2.2 最佳浇口位置分析
浇口位置的合理选择很重要,关系到熔体充填模具是否流动平衡,是否能同时充满型腔,关键的结构件部位是否会出现熔接线,因此合理选择浇口位置是提高制品质量的重要环节。Moldflow软件可以根据模型形状及相关工艺参数、材料参数,得到最佳浇口位置区域,根据分析结果设置浇口位置,可避免由浇口位置设计不当可能引起的各种制品缺陷,提高制品成型质量[9]。
从图3可看出,圈选区域是最佳浇口位置,此位置可作为浇口位置选择的重要参考信息。

图3 最佳浇口位置
2.3 浇口设置
根据塑件的最佳浇口位置区域,考虑到熔体的流动、注射塑件的外观质量、成型塑件的力学性能和模具设计制造等方面的因素,设置2种浇口方案,方案1 如图4a所示,采用冷流道,2个点浇口,主流道为圆锥形,上端直径为4mm,锥度为1∶1.5,长度为60 mm,横流道采用圆形,直径为6 mm。点浇口采用圆锥形,大端直径为5 mm,小端直径为2 mm,长度为4 mm。方案2 如图4b所示,采用冷流道,一个点浇口,主流道为圆锥形,上端直径为4 mm,下端直径为8 mm,长度为60 mm,点浇口采用圆锥形,下端直径为2.5mm。
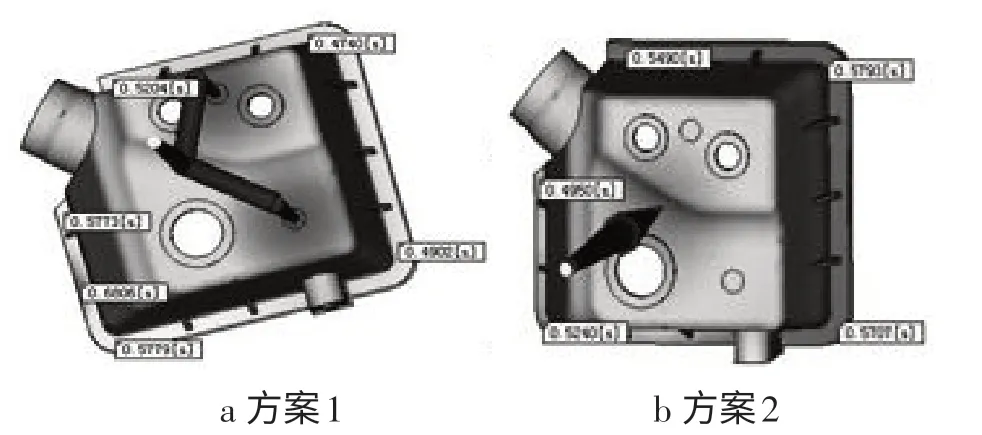
图4 浇注系统及填充时间
2.4 模拟结果分析
2.4.1 填充结果分析
填充分析是对塑料熔体从开始进入型腔直至充满型腔的整个过程进行模拟,其结果可用于查看塑件的充填行为是否合理,充填是否平衡,能否完成对塑件的完全填充等,由塑料熔体在型腔中的充填行为来获得最佳浇注系统设计。如图4a所示的方案1的填充时间为0.7519s,填充完全,型腔填充的时间差为0.2066s,填充不平衡,会造成局部过饱压而翘曲变形。如图4b所示的方案2的填充时间为0.5931 s,充模完全,各方向的料流流程差较小,型腔填充的时间差为0.0643s,料流平衡。
2.4.2 注射位置处压力
根据2种方案设置浇口的注射位置处压力图(图5)可知,最大注射压力在60 MPa 内,注射处位置压力相差不大。
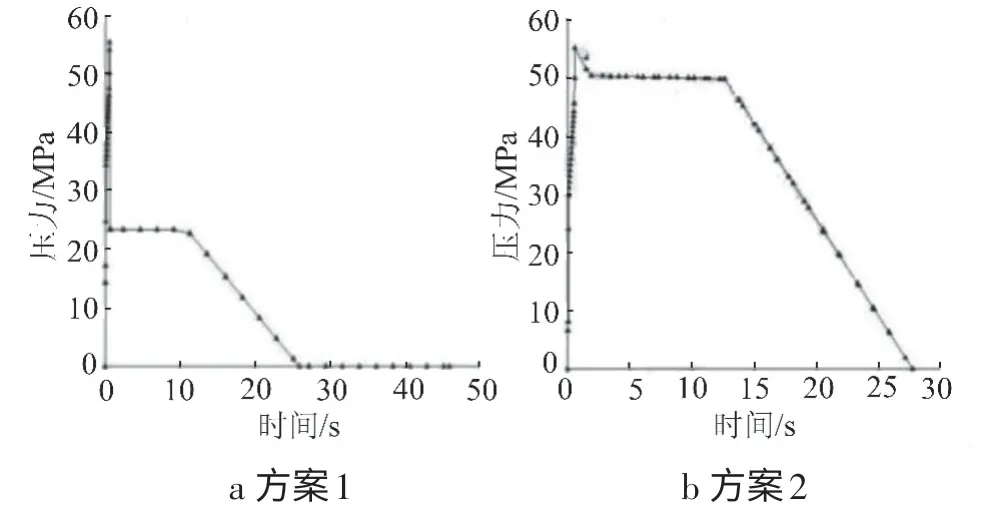
图5 注射位置处压力图
2.4.3 气穴
气穴指塑料熔体填充型腔时多股熔体前沿包裹形成的空腔致气体无法排出,或熔料填充末端时因气体无法从分型面、排气槽或镶件间隙排出而导致填充不足的现象。如图6所示方案1的气穴位置大部分处于位于制件的边缘处,可以从分型面排出,小部分位于制件的内表面,较难排出,产生困气后影响制品质量。方案2产生的气穴位置和方案1大小差不多,基本集中在分型面上,气体容易通过分型面的间隙排除,没有困气现象。
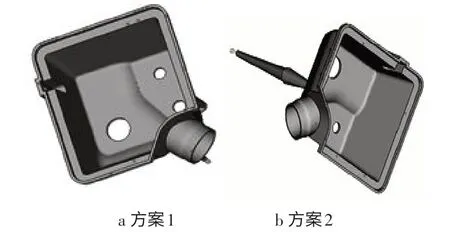
图6 气穴
综上分析可知,方案2在塑件表明质量、强度、变形等方面都要优于方案1,采用方案2作为设计方案,其所得塑件质量稳定、性能均匀、基本满足塑件成型的工艺要求和使用装配要求。
2.5 冷却系统设计及分析
冷却系统直接影响制件的成型质量和生产效率,模温的波动和分布不均匀,或者是模温的不适合都会严重影响塑料产品的质量。因此设计合理的冷却系统显得尤为重要。
该制件型腔较深,型芯处需加强冷却,采用隔板式加强冷却型芯。型腔的冷却要考虑侧抽芯及导柱的运动,不产生干涉,在定模上开设2 道冷却水路冷却型腔,冷却系统如图7所示。
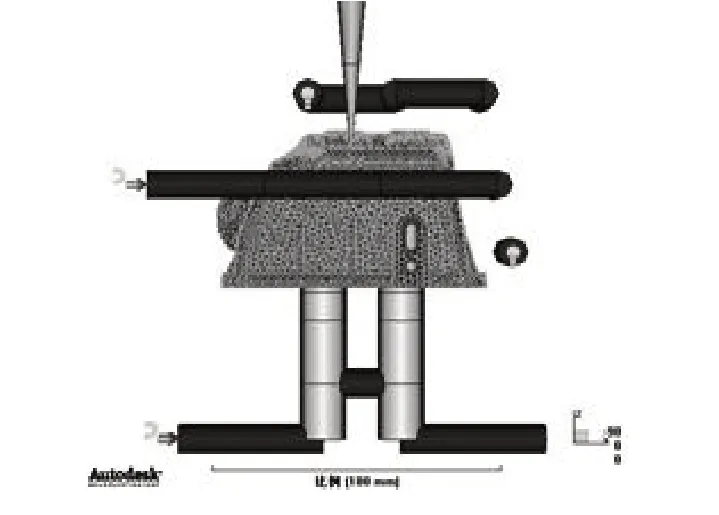
图7 冷却水路
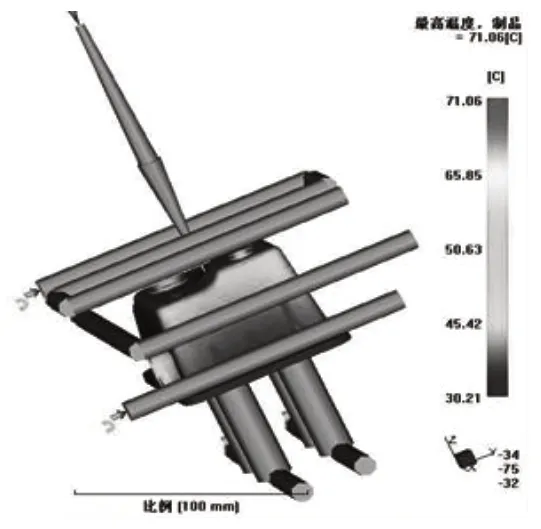
图8 产品最高温度
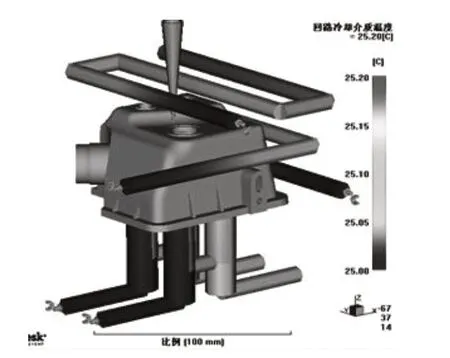
图9 冷却介质温度
进行冷却分析后,如图8所示,分析结果显示产品最高温度为71.06℃,低于产品的顶出温度。如图9所示冷却介质升温仅有0.20℃,远远低于冷却介质温升应小于3℃的要求,冷却系统设计合理。
3 模具整体结构及工作过程
该模具的整体结构如图10所示,其工作过程为:开模推出塑件后,动模部分由导柱、导套导正、定位后向定模部分闭合,由注射机锁紧。注射机注射时,塑料熔体经过注射机喷嘴进入浇注系统后充填型腔,待型腔充满后经过保压压力保压、冷却后开模。开模时,模具从分型面打开,圆管由定模角度滑块实现管口型芯的抽芯,凹槽由侧耳滑块实现侧抽芯,塑件包紧在型芯上随动模部分一起移动。同时,拉料杆将浇注系统的主流道凝料从浇口套中拉出。当动模部分移动到能够推出塑件时,推出机构工作将塑件及浇注系统冷凝料从型芯和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下。合模时,复位杆使推出机构复位。
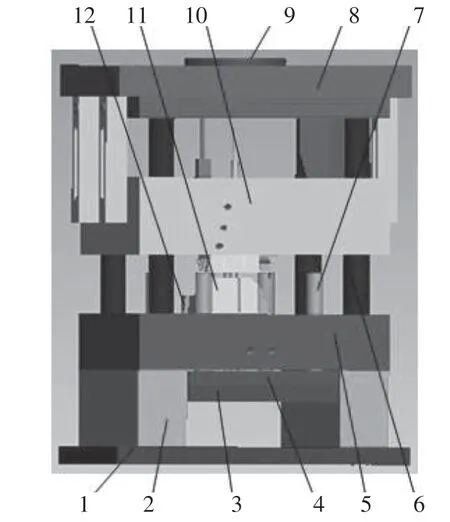
图10 模具装配图
4 结论
根据汽车水箱盖的结构特点与使用要求,设计采用侧耳滑块侧抽机构,运用UG软件对汽车水箱盖及其模具结构进行设计,这样可以在设计阶段将实际生产过程中遇到的问题解决,减少试模次数,缩短了设计周期。
利用Moldflow软件对汽车水箱盖塑件的浇口位置的优化,可得到流动平稳,填充时间较短,气穴数目少且易排气,表面质量好的浇注系统方案,合理的冷却系统设计能大幅减少塑件变形和翘曲现象的发生。根据模流分析结果可对汽车水箱盖注射模具的结构进行优化设计,大大缩短了模具的设计周期、降低了成本,并提高了设计质量。
[1]庄俭,周刚,李晓卫.基于Moldflow的注射成型与注压成型对比研究[J].塑料工业,2013(8):46-48.
[2]丁建波,曹将栋.基于Moldflow的复杂产品注塑成型数值模拟[J].塑料,2013(1):97-100.
[3]郭志忠,李粤,张家骅.基于CAE技术的磁疗仪注射模设计[J].塑料,2009(2):103-106.
[4]王乾.基于Moldflow的插座面板注塑成型分析与优化[J].塑料,2012(1):113-115.
[5]李昆.基于Moldflow的汽车水箱盖注射成型工艺参数优化设计[J].模具工业,2012(10):24-27.
[6]张维和.汽车水箱左右盖复杂抽芯注塑模设计[J].工程塑料应用,2013(1):57-61.
[7]丁华,王忠.汽车水箱盖注射模设计[J].模具制造,2013(11):52-55.
[8]屈华昌.塑料成型工艺与模具设计[M].北京:高等教育出版社,2008:53-57.
[9]周桂云.基于MPI的注塑件浇口优化设计[J].塑料,2012(5):110-112.