热处理炉节能环保技术研讨
2014-11-25南京摄炉集团有限公司江苏210033吴光治刘忠国张春华郑晓强贝永平
南京摄炉(集团)有限公司(江苏 210033)吴光治 吴 越 刘忠国 袁 蓉 张春华 郑晓强 贝永平
一、前言
在现代装备制造业中的热处理是耗能大户。通常热处理用电占企业用电总量的25%~30%,工具、轴承厂等则占60%左右。据称,全国热处理行业中现有工业电热装置(以75kW 为一标准台计)约有15万台,总装机容量1100万kW,年生产能力近4500万t,年实际生产能力约为1350万t,耗电总量约100亿kW·h。热处理工业电热装置的能耗约占制造业总能耗的1/4~1/3。
20世纪70年代,欧洲热处理单位能耗降到400kW·h/t以下,日本降到300kW·h/t以下,而我国同期的热处理能耗达1200~1300kW·h/t,“十一五”期末降至600kW·h/t 左右,虽然有了很大的进步,但仍高于70 年代的世界先进水平。
我国是一个能源短缺的国家,实现热处理的节能对于我国装备制造业的节能降耗意义十分重大。我国热处理行业的能源利用率低,究其原因,首先是热处理设备陈旧,还有不少是炉龄达30~40年的箱式炉、井式炉和盐浴炉(俗称老三炉),它们的炉衬蓄热量大,炉壁温升高,散热损失大,保温性能差。其次是工艺保守,沿袭传统热处理工艺的电阻炉约占90%以上。另外,设备管理落后,负载率和利用率低,导致能耗很高。而高效、优质、低污染、环保型的气氛炉及真空炉等则占不到电阻加热炉设备总数的30%。而发达国家对热处理工艺过程的控制已向着自动化、智能化和柔性化的方向发展。
热处理对环境的污染也十分严重,由于热处理生产的特点,其设备和工艺材料在生产过程中会造成环境污染。尤其是陈旧的设备和工艺材料所产生的“三废”排放问题,主要的污染形式有空气污染、水污染、固体废弃物污染、辐射污染和噪声污染等。据不完全统计,全行业每年约有5000t淬火油由于蒸发或局部燃烧,产生对人体有害的CmHn(碳氢化合物)、CO及烟尘等;约有近万吨的废淬火油因排放不当而污染江湖河海;每年盐浴炉要生成盐蒸气7000多t和近万吨的有害废渣;燃煤加热炉要排放SO21.5万t,灰分8.5万t;喷丸(砂)机要产生SiO2和有害粉尘1万多t。近年来,城镇化建设,热处理厂点的改制,市政动迁,污染又逐步从中心城区向着郊区农村蔓延。由此可见,热处理的能耗很高,污染环境严重。所以,节能环保成为行业的热门话题,加强热处理的节能减排成为行业实现绿色可持续发展的当务之急。
二、间歇作业热处理炉的节能措施
热处理炉按其作业方式可分为间歇式作业炉和连续式作业炉两大类。常见的普通间歇式电阻炉主要有箱式炉、井式炉、盐浴炉和流动粒子炉等,此类电阻炉的品种规格最多。间歇作业电阻炉的节能措施主要是积极采用节能炉衬和改进炉体结构。
1.炉衬设计改进
(1)炉衬的一般结构 通常,炉温低于300℃时,炉衬为钢板夹层中填充保温材料;当炉温达700℃时,炉衬耐火层可用轻质粘土砖,在耐火层与炉壳之间填充保温材料(如膨胀蛭石粉);当炉温为700~1000℃时,小型、中型炉子采用轻质粘土砖作耐火层,硅藻土砖外加蛭石粉作隔热保温层,大型炉子砌体强度要求较高,耐火层要用重质粘土砖砌筑;当炉温为1000~1300℃时,炉壁由高铝砖、轻质粘土砖和保温材料三层组成。置放电热元件的搁砖,常用高铝质的。中温、高温炉的保温层与炉壳之间常有一层5~10mm的石棉板。
(2)节能炉衬的设计 所谓最佳炉衬都是在一定条件下的,当条件变化时,其他炉衬结构就可能代替最佳位置。例如,当加热工艺周期要求短(单班生产)时可以优先考虑全纤维炉衬;若加热周期特别短,可以考虑贴面法;当加热工艺周期要求较长,则选用复合炉衬更佳。
(3)节能炉衬的优化组合 在考虑电炉的节能问题时,不仅要注意节能炉衬的优化设计,还应重视节能炉衬的优化组合,即应针对不同部位炉衬的服役条件,分别选用不同结构的节能炉衬,从而保证炉子长期、可靠地工作,获得预期的节能效果和经济效益。
当然,在确定优化组合方案时,还要考虑筑炉材料的质量和成本,以及各厂自身的筑炉经验和技术水平,不能一概而论。
2.炉体结构改进
为改善热处理炉质量特性,近年来在结构方面有以下变化和发展。
(1)炉子外形 在可能情况下,为减少炉壳表面散热,炉壳由方形截面改为圆形截面,表面积可减少10%~15%。
(2)炉膛尺寸 在电阻丝布置允许的条件下,尽量降低炉膛高度,可缩短空炉升温时间和提高工件加热速度。如原45kW箱式炉炉膛高度为500mm,现已成为400mm。
(3)加强炉子密封 原有热处理炉的炉门、炉盖和热电偶测温及电热元件引出孔等处的密封性不够好,在这些部位容易产生漏热。据测定,一个10cm2的小孔,每小时侵入炉内的空气可高达10m3。通常,一个1cm2小孔的热损失比炉壳表面热损失大50倍左右。孔越大越严重。因此,需采取措施加强密封,并注意减少炉口变形。
(4)采用空气保温夹层 根据空气的导热系数小(在60~100℃时为0.1029~0.1134kJ/m·h·℃),大大低于目前最好的保温材料,以及在密闭条件下有较大的热惰性特点,在炉子的前后墙和侧墙,采用双金属炉壳空气保温夹层,夹层厚度为63mm左右,改造后获得高效节能的良好效果。
三、连续作业热处理炉生产线的节能措施
连续作业电阻加热装置生产线是近代发展最快、使用日益增多的一类热处理设备,尤其是连续作业式可控气氛炉。其中,在生产上使用最多的是连续式气体渗碳炉。30年多来,围绕提高产品质量和生产率,降低处理成本、节能环保,连续作业式可控气氛炉发生了根本性的变革,主要表现在以下几个方面。
(1)应用新材料 不断开发并应用优质的耐火材料、保温材料、炉内耐热材料、电热体材料等,使相应的附属装置及元器件更为先进。
(2)改善结构 在炉体结构、砌体结构、密封结构等方面有重大改进,如砖和纤维组合的层状绝热结构、高密度耐火纤维真空成形结构等,在炉体外形上为减少散热,炉壳由方形截面改为圆形截面等。
(3)采用氮基气氛 采用优质价廉的氮基气氛代替吸热式气氛,采用炉顶配置气体发生装置,如发生气体直接送入炉内(不经冷却)的方式或直生式。
(4)测控技术先进 采用先进可靠的传感器、仪表和控制技术。氧探头高精度自动控制方式日益普及,计算机控制技术不断发展和应用。
(5)重视辅助设备改进 配置新一代清洗装置代替传统的三氯乙烯清洗方式,注意回收排气作为辅助热源加以利用,或送回气体发生装置内,经过调整再作炉内气氛使用等。
(6)智能化 智能化自动化的热处理炉生产线的进步发展。
连续作业式可控气氛热处理炉的发展,要在保证热处理工件高质量的前提下,立足于提高性能、节能减排和降低成本,向着高生产率发展,不断改造并完善连续式热处理炉的结构,采用优质炉用材料,合理减轻构件重量,充分利用余热,降低能耗,发展节能减排炉型,采用先进的智能化的测控技术,如各加热区巡回控制,采用触摸屏PLC模块,碳控仪(包括氧探头和氢探头)进行气氛精密控制,同时注重远程监控与网络故障自诊断技术以及云计算技术的应用,使连续作业热处理炉生产线不断升级、节能减排、智能化、精密化,实现绿色生产。计算机软件技术与热处理节能减排技术的紧密结合,促进了热处理装备的自动化和智能化,降低了人工与生产成本,提高了产品质量。
四、新型节能炉衬的应用
热处理炉的炉衬一般分为两层,一层是耐火层,另一层是隔热保温层。用于耐火层的材料必须是耐火材料;隔热保温层常用保温材料。
1.耐火制品的发展
早期,热处理炉采用的耐火材料,主要是密度较大的粘土砖和高铝砖。粘土砖的主要成分是Al2O3(含量小于48%)和SiO2。高铝砖的特点是Al2O3含量大于48%,性能稳定,不与电热元件发生化学作用,常用于高温炉和盐浴炉的内衬砌砖,以及电热元件搁砖和套管等。过去用于耐火层的粘土砖和高铝砖的密度通常在1.3g/cm3左右。这类材料能满足热处理炉耐火层的要求。一般来说,体积质量越大,其热导率和强度越高,使用温度也越高,但是炉子蓄热量大,热效率低,不节能,炉体重量也大。
随着耐火材料制造技术的发展,耐火砖的技术性能指标和质量稳步提高,尤其是高温结构强度得到提高。因此,除了炉温很高或工作条件十分恶劣的热处理炉外,耐火层已大量采用密度为0.6g/cm3的轻质粘土砖和高铝砖。
近年来,为了提高炉子的节能效果,对轻质耐火材料进行了较多的研究改进,开发出一种耐火度可达1670℃,最高使用温度为1250℃、比热容为0.88kJ/(kg·℃)、热导率为0.171+0.178×10-3T[W/(m2·℃)],密度仅0.4g/cm3的漂珠超轻质高强度节能耐火砖。
随着可控气氛炉的发展,在没有耐热钢马弗罐的可控气氛热处理炉内,可控气氛直接与炉膛接触,气氛中的CO、H2等还原性气体与耐火砖中的Fe2O3等金属氧化物发生化学反应,导致砖体疏松、表面剥落,同时反应生成的H2O、CO2等又会影响炉气成分的稳定。因此,开发了Fe2O3含量低于1%的具有良好抗渗碳性能的粘土质和高铝质砖,轻质砖的抗渗碳性优于重质砖。
2.其他耐火制品
此外,热处理炉还常用以下耐火制品。
(1)碳化硅耐火材料,是以SiC粉为原料,以10%~20%的结合黏土或5%~10%的硅铁作粘合剂,搅拌后压制成形,经过烧结而成为耐火制品。它的荷重软化温度约为1600℃,导热性比普通耐火材料高出5~10倍;在1300℃以上易于氧化,也易于被碱性物质侵蚀而脆化,特别硬脆,导电性好。这种材料可用于高温炉炉底板、马弗罐等。
(2)耐火混凝土是一种不定形耐火材料,由耐火骨料、掺和料、水泥(胶结料)和适量的水混合均匀后再经过成形、干燥、硬化等过程而制成整体炉衬,如马弗罐、盐浴炉坩埚等。耐火混凝土按其所用粘合剂的不同,可分为铝酸盐、磷酸盐、硫酸盐和水玻璃等4种类型。热处理炉应用较多的是铝酸盐耐火混凝土。
(3)为减少砌炉工作量,提高炉衬性能,还研制出高强轻质浇注料。如QL型高强轻质浇注料,采用空心球莫来石作骨料,主要特点是容重和导热系数较小,节能效果显著,主要用于1450℃以下的各种加热炉、电炉炉衬或用作轻质隔热层。其主要性能指标是:密度1.0~1.6t/m3,1000℃热态耐压强度21.3MPa,1000℃导热系数0.25~0.4W/m·℃。还有一种SD-1型耐火烧注料,抗热振稳定性好,耐高温冲刷,主要用于台车式热处理炉的台车工作面、台车封墙以及各种加热炉的挡火墙,尤其是预制成形的各种大中小型烧嘴砖和燃烧室炉拱,寿命可提高3~5倍,其主要成分为Al2O3≥75%,SiC≥12%。在1400℃的耐压强度为10MPa,800℃5次水冷后抗折强度为8.2MPa。
(4)耐火陶瓷纤维毡的导热系数低,密度小,热容量与普通耐火粘土砖相近,故用此毡砌出的薄得多的耐火纤维毡炉壁,其散热损失和蓄热损失都远比砌砖炉壁少,采用全纤维炉衬结构可取得较好的节能效果。
3.耐火纤维毡制品使用细则
采用耐火纤维毡制品时,必须考虑其炉壁结构和安装形式。
(1)大面积炉壁结构的安装形式 主要有层式、叠式、组合式、真空成形壳体式、折叠毡式和预制块式等几种。
①层式结构。纤维与受热面平行。与叠式相比,高温收缩大,抗气流冲刷差,同类别纤维制品的使用温度低于50℃,但导热系数比叠式约小20%。这种结构适用于炉温≤950℃的工业炉。
②叠式结构。纤维与受热面垂直,适用于炉温>950℃的工业炉。
③组合式结构。受热面纤维吸取了叠式的优点,即高温收缩小,抗气流冲刷好,耐温较高等。而外层纤维吸取了层式的导热系统小的优点,适用于炉温>950℃的工业炉。
④真空成形壳体式结构。此结构耐150m/s的气流(距离1.2m呈45°和90°)的冲刷(此时密度800~1000kg/m3),比同类别耐火纤维毡使用温度有所提高。
⑤折叠毯式结构。纤维与受热面垂直,故具有叠式的特点。此外,高温下不失弹,比叠式有更高的使用温度。炉壁结构简单,安装迅速。适用于炉温>950℃的工业炉。
⑥预制块式结构。纤维与受热面垂直,故具有叠式特点。炉壁结构简单,安装迅速,适用于炉温≥950℃的工业炉。
(2)炉体连结部位结构
①转角结构,有交错、转弯和组合三种接法。②与砌体的连接。
③折叠毯安装在金属框内的结构有两种方法可供选择。采用嵌入法时,金属框四周毯的折向与框边一致,并且金属框要陷入折叠毯40mm左右。采用紧定法时,在折叠毯与框边之间留一空隙,在空隙中顺向填毯,用钉使毯与框连接。
耐火纤维与炉体连接时还要注意,不论采用何种安装形式,炉壳钢板尺寸应是制品尺寸的倍数,以利安装施工。另外,耐火纤维毡炉壁不应采用外鼓结构,以防开裂。
近几年来,国内不少厂家采用全纤维炉衬技术,取得了节电20%~30%效果。
五、节能减排技术途径和合同能源管理
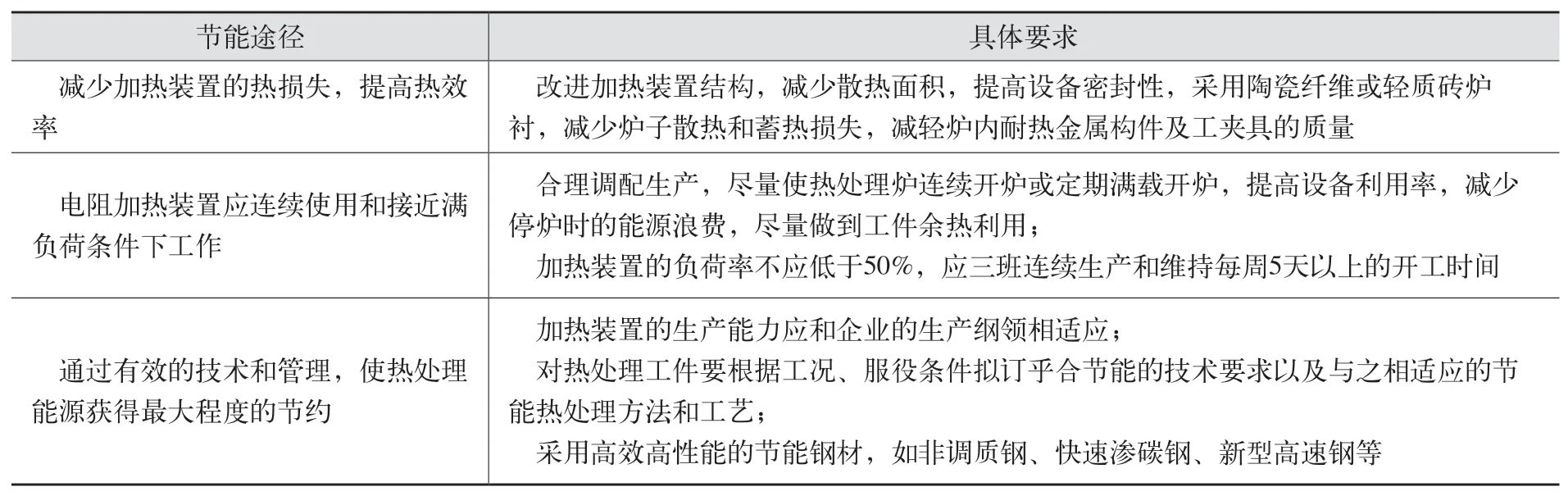
探讨热处理炉的节能减排技术途径,必须从它所应用的热处理生产领域来观。钢件在热处理炉内,奥氏体化(或固溶处理)过程通常在900~1100℃之间进行(高速钢淬火加热需1250~1280℃),铝合金的固溶化处理在500℃以上的温度,显然,热处理过程中的耗能是巨大的。概括之,热处理炉的节能技术途径如下表所示。
推广采用高效节能先进的热处理设备如网带炉、离子氮化炉、真空炉等,它们在保证工件热处理质量的同时,也取得了节能环保的效果。热处理炉的节能技术措施主要有:
(1)合理选择能源,合理选择炉型,连续式炉比周期式炉好,圆型炉膛比方型炉膛好;充分利用余热,如钟罩式炉的一炉罩多炉台,就是一种充分利用炉罩余热的节能炉型;优化炉体结构设计,减少热损失,提高热效率;尽可能采用蓄热少、绝热性好的轻质耐火材料炉衬,如全纤维炉衬,进行炉衬的节能设计;采用炉体密封结构,防止漏气和吸入空气;采用红外辐射涂料涂层等。用全纤维炉衬可节能20%~30%。
热处理炉的节能途径
(2)发展智能化、数字化、网络化热处理设备,促进热处理设备和工艺流程的信息化,围绕加热、保温、冷却等主要的工艺过程的关键环节,如新工艺研发、温度控制、时间控制,工艺流程的连续性,实施能效的监控及管理等,进行信息化技术改造和合同能源管理,以实现热处理工艺信息化和热处理生产的节能减排,为实现伟大的中国梦,建设美丽中国做出贡献。
合同能源管理(EMC)是一种新型的市场化节能机制。其实质就是以减少的能源费用来支付节能项目全部成本的节能业务方式,这种节能投资方式允许客户用未来的节能收益为工厂和设备升级,从而降低运行成本。合同能源管理在国内外广泛地被称为EMC(Energy Management Contracting),是70年代在西方发达国家开始发展起来的一种基于市场运作的全新的节能新机制。合同能源管理不是推销产品或技术,而是推销一种节能投资及服务管理。作为能耗大户的热处理行业,非常适合运用合同能源管理模式。
