汽车零部件热处理车间的管控技术
2014-11-25天津天海同步科技股份有限公司301600刘继武
天津天海同步科技股份有限公司(301600)刘继武
我公司现为国内最大的汽车同步器零部件配套制造商,加工的产品主要包括同步器产品、行星排产品及差速器产品。以上产品中轿车同步器中齿毂的热处理大都采用粉末冶金成形技术或氮化技术。其他产品的热处理多数选用渗碳淬火工艺,即工件毛坯的预处理采用等温正火加工,成品热处理采用渗碳淬火。近年来在热处理行业中的“节能降耗、绿色热处理”已成为我们提出并解决的一个重要课题。在我国现代热处理工业起步较晚,以及设备配置还没有普遍领先世界的大环境下,我们应怎样去积极的有所作为?
也有人曾提出过这样一个问题:在欧洲当你驾驶一辆纯电动汽车时能否说明你是一位环保人士?正确的答案应该有两种:即当你采用风力电去充电时可以说是环保人士,而当你用火力电去充电用时并不证明你是环保人士。当然国情的不同我们不能简单按照一个标准来定义类似事情。但这个例子也同样给我们一个启示,那就是我们的“节能减排”并非只是多配备先进设备那样简单,我们在生产过程中采取的具体措施同样是评价“节能降耗”的重要因素。我公司的热处理车间经过十几年的发展,在渗碳方面现已具有一定规模。在这个期间我们积累了一些热处理经验及应用技术,也固化了一些流程。
一、原材料控制与毛坯热处理的规范
实践证明,工件材料变化的差异对工件热处理变形影响很大。为了避免因材料引起的变化,我们在材料采购时不仅要参考国标、用户标准外,有时还要根据所加工零件的特点来对标准进行修订,形成与钢厂特定的标准。检验控制的项目包括:原材料的成分,淬透性、低倍、夹杂、晶粒度、带状组织、毛坯的流线等。对原材料的进厂检测与工件毛坯的检测,我们分别由质量部门的理化组和金相组来具体负责。我们特别外委单位设计了钢材监控的应用软件(见图1),固化流程,不合格的材料不能上线加工,减少了不良材料的产生。
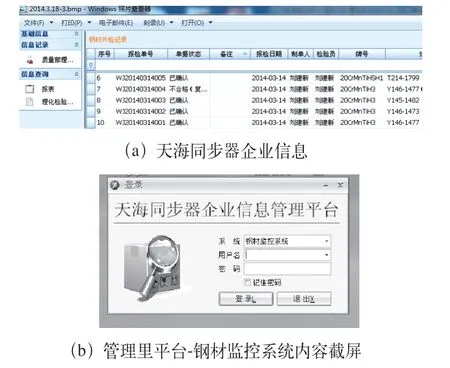
图1
该软件的应用为我们在材料跟踪、换料试验等方面提供了方便,固定的流程也有效杜绝了不合格材料上线加工的现象,对稳定质量起到了积极作用。该标准的执行对提高热前机工序的质量稳定性起到了很好的作用。
二、热处理工艺的调整
零件的热处理变形除受原材料的影响之外,还和热处理工艺、工装、机加工应力等诸多因素有关。对于渗碳件的热处理有两种加工流程:一种是渗碳→空冷→压淬→回火→抛丸→检验。这种工艺都是针对工件精度要求特别高的轿车产品,其结构一般为不对称结构的薄壁件;另一种是直淬工艺,即渗碳→淬火→回火→抛丸→检验。
按照不同的渗碳设备,我们都分别执行着两套标准的典型工艺。一个适用于有效硬化层要求深的高温渗碳工艺,一个是适用于有效硬化层要求较浅的低温渗碳工艺。我公司的热处理车间是逐步发展起来的,所以在设备配置方面并没有形成完整的统一性。既有氮甲醇气氛型炉,也有单独滴注丙酮的超级渗碳型炉,但其中富化气都是选用了丙酮。在丙酮的使用过程有一个最大的特点就是易形成炭黑,这不仅影响渗碳质量,同时也是一种浪费。丙酮一次裂解式:

没有裂解的丙酮将燃烧掉,最终形成炭黑。
为减少炭黑的形成,提高丙酮的裂解率,我们做了大量的试验来对丙酮的流量进行调整。将箱式渗碳炉、L20型连续渗碳生产线的丙酮流量逐渐下调,当流量刚好能够维持住设定碳势时,即空气调节阀刚好有一点动作其频率较低时,进入设备的空气量较少,我们把这时的丙酮流量记下作为标准来参考(见图2)。这样既降低了炭黑的形成,也减少了丙酮的消耗。根据炉压的状态我们也同样对L20型的连续渗碳线甲醇量进行了下调。试验结果录入典型工艺进行固化,以此来指导现场的生产。同时,在流量计上标注刻度范围,职工定时对其进行点检调节。
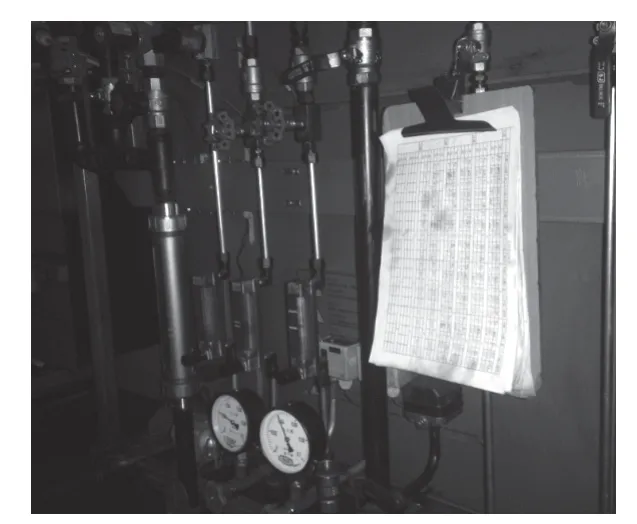
图2
三、热处理挂具的改进
起初我们对于工件热处理时所使用工装的选用侧重考虑要素是其是否具有通用性,通用性工装操作起来比较方便。但从使用的效果上看有明显的缺陷,那就是薄壁件产品的一次淬火合格率低,工件变形大。尤其是近年来随着我公司高精度同步器产品供货比例的提高,此项矛盾日显突出,有时甚至影响到了我们的发货进度。因此,提高零件渗碳淬火后的一次合格率成为热处理工序要解决的头等大事。
为此,我们在尝试了大量的试验后分析得出:提高一次合格率的关键点应是根据零件结构的特点将之分类,然后采用针对性的热处理工装分别进行了改进才会奏效。我们先后设计了几种典型工装,实际使用后都达到了预期的效果。有些产品的一次淬火合格率接近100%,值得一提的是我们设计采购的工装并非都是高端用户的专用料盘,一些设计结构简单、采购价格低廉的工装同样也达到了理想效果,其使用寿命达到两年。
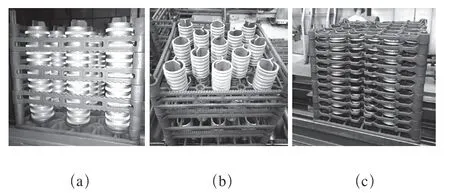
图3 根据工件特点设计的三种典型工装的应用
为提高产能,降低单位产品的消耗,对渗碳空冷的工装我们也进行到了改进,如图4所示。
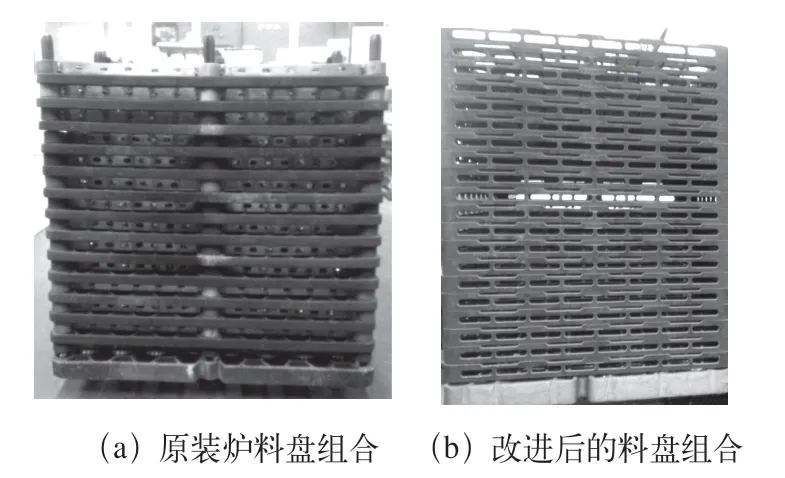
图4
后者的装炉量明显高于前者,且后者的总重量之和低于前者。即我们在提高了工件数量的同时还减轻了整体装炉重量,增效的同时也节省了部分电能,真正达到了提效降耗的目的。
四、设备改善方面的应用
1.转体炉成套压淬设备改进
我公司现有5套转体炉成套压淬设备,最早配备的两套转体炉成套压淬设备,其转体加热炉的保护气氛采用的是滴注甲醇+丙酮的混合形式,与先期使用的L20型渗碳连续生产线的气氛控制方式相同。我们曾提过合理地调整丙酮与甲醇的流量,虽能够起到减少炭黑的形成,但对于转体炉来讲,因为转体炉工作时节拍较快,即炉门的开关频繁,开门时炉内的碳势下降的很快,关门后要有较大流量的滴入丙酮才能恢复碳势。但当人们调整工件时,炉门关闭等待的时间又较长,只需很小的流量就能维持住碳势。工人来回频繁地调节流量不具有可操作性。所以该设备使用初期生成的炭黑很多,每半年我们都要进行一次彻底烧炭,持续一天。后来我们效仿其他后购进设备,设计将丙酮的流量改为自动控制(见图5a、b)。方法比较简单,只是利用碳控仪表,通过中间继电器间接驱动电磁阀控制丙酮流量,这样当炉内碳势达到一定范围时会停止丙酮的滴注,炭黑明显减少,两台设备单此一项每月能为公司节约一万余元的消耗。
再者对于转体炉来讲,开关门时为保护炉内气氛,减少空气中氧进入炉内,厂家采用了在炉门底部燃烧液化气以火帘进行封门的措施,其效果的确很好,但是这需要消耗大量的液化气。根据统计,公司2013年全年仅液化气的消耗就达90万元,后期我们尝试用氮气进行封门(见图5c),只有点火嘴处消耗一点液化气,经过近一年的实践同样达到了预期的效果,每年能为公司节约一笔可观的费用。
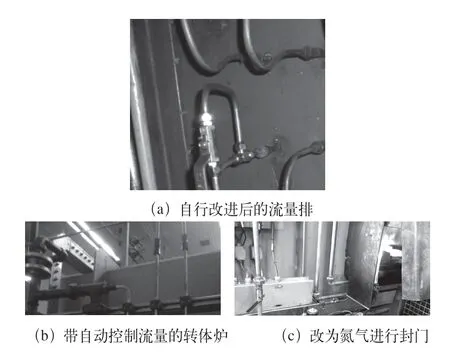
图5
2.L20型连续渗碳生产线改进
合理地调整工艺可以提高丙酮的裂解率,但对于L20型连续渗碳生产线来讲仍然会在料筐上方中间部位有一点残留炭黑,原因是按照以前的设计方案,丙酮滴入口下方虽有一个锥形帽起到了分散丙酮的作用,但不是很彻底。为解决此问题,将丙酮的滴注部分进行了改进,把滴注口引到了相近循环风扇的扇叶方位上,这样一来滴入炉内的丙酮会立刻被高速旋转的扇叶打散,使得丙酮裂解彻底,我们现在很少见到出炉料筐上方有炭黑的现象了。
3.渗碳后的清洗工序
2007年之前,我公司的热处理车间有排污管道,但2007年之后热处理车间搬迁到新厂区,按照HES体系的标准要求,车间没有配废液排放管道,所有的废液都要回收后进行集中处理。尽管我们后期购进的渗碳设备都是相对先进的,但对于清洗机除油处理功能来讲,其效果并非理想。具体表现为排出的废液中含有过多的水分,同时撇油带的使用寿命短。为解决此项问题,我们尝试了很多方法,最终自行设计制作了废液清理装置,现我厂已经将所有渗碳设备的清洗部分均换成了该种装置。图6为除油装置的原理,图7为实际使用效果示意。
图6 除油装置的原理

图7
该装置的除油效果明显,由于其选用的是不锈钢钢带,使用寿命长,调整也很方便,一条撇油带的使用寿命可达4年。该装置的最大益处在于看其简易的油水分离槽,其撇出来的废液经过分离后,白色的清洗液回流到清洗机,分离出的深颜色油体直接回收作为次品油处理,可为厂里回收一些资金。该项措施实现了真正意义上的零排污。
五、结语
(1)钢材监控系统软件的应用对控制钢材的采购质量和毛坯热处理质量很奏效,操作方便。为了提高整体金属加工质量,有时需要对现行一些标准进行修订。
(2)科学的工艺可提高热处理过程的稳定性,同时也能降低部分消耗。
(3)选择合理的装炉方式,有针对性地设计挂具,对提高工件的一次淬火合格率尤为重要。
(4)我厂自行设计制作的清洗机除油装置结构简单,应用效果明显,可借鉴推广。
(5)我国热处理生产单位应挖掘自身的潜力积极行动,努力为行业的节能降耗做贡献。
