矿用截齿节能热处理工艺
2014-11-25太原市机电配件厂山西030012王保国
太原市机电配件厂(山西 030012)王保国
截齿是采掘机上用于截割煤岩的刀具,截齿性能的优劣,生产成本的高低直接影响煤矿的生产效率。作为截齿的生产企业务必将提高矿用截齿制造质量,采取节能、环保的热处理工艺为重中之重。
目前国内截齿生产企业选用35CrMnSiA合金结构钢进行锻造→机加工成形→钎焊硬质合金头→硝盐等温淬火→回火或是截齿体加工成形→盐炉加热→硝盐等温淬火→清洗→钎焊硬质合金头→回火。两种生产工艺都使用了对环境污染大、高耗能的盐浴炉、硝盐炉。本文采用中频或高频钎焊,然后直接水溶性淬火介质淬火工艺,生产出适应不同工况条件的高性能截齿,节约了能源,改善了生产环境。
1.试验材料及方法
试验采用热轧42CrMo钢棒料,冷锻成形,机加工关键尺寸,方法如下。
(1)按照截齿磨损类型,如果用于煤质软、夹矸少的工况,采取工艺1:截齿体高频炉加热→钎焊→然后直接进入水溶性淬火介质分级淬火→低温回火(见图1)。硬质合金形状如图2所示。钎焊采用811钎料,脱水硼砂为钎剂。高频钎焊在GP-50感应加热设备上进行,钎焊温度选择在940~950℃,淬火温度头部850~880℃,柄部820~850℃,淬火介质浓度20%,焊缝强度、齿体韧性在WE-30型液压万能试验机上进行,齿体硬度在HR-150A洛氏硬度仪上进行。
(2)如果是用于工况恶劣的煤岩,则采用工艺2:中频炉加热→钎焊→然后直接进入水溶性淬火介质淬火→高温回火工(见图3),硬质合金形状如图4所示。钎焊采用811钎料,脱水硼砂为钎剂。高频钎焊在ZP-120感应加热设备上进行,钎焊温度选择在940~950℃,淬火温度850~880℃,淬火介质浓度15%,焊缝强度、齿体韧性在WE-30型液压万能试验机上进行,齿体硬度在HR-150A洛氏硬度仪上进行。
2.试验结果及分析
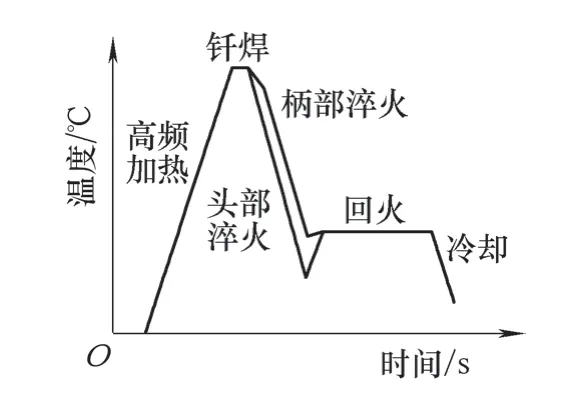
图1
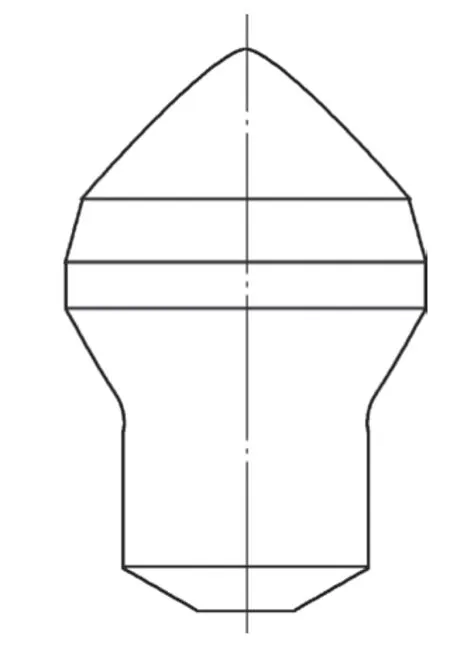
图2
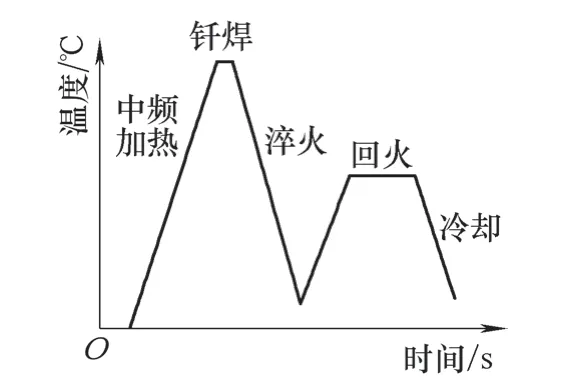
图3
(1)齿体耐磨性和焊缝抗剪切强度 在工艺1生产的矿用截齿中,由于淬火介质选用的是PAG类水溶性有机淬火介质(冷却性能曲线如图5示),所以解决了水淬开裂、畸变,油淬硬度不足,硝盐淬火污染大、耗能大、不环保的问题,冷却能力可以通过调整淬火冷却介质的浓度进行调节,而且淬火冷却介质的热稳定性好,长期使用不变质、寿命长,综合使用成本低、无毒、无烟雾,有利于环境保护。钎焊后直接利用钎焊温度进行淬火,杜绝了二次加热,减少了能源消耗,同时淬火后的工件不用清洗可以直接进入回火工序,达到齿体头部硬度50HRC,柄部在40HRC,冲击韧度高于49J/cm2,这样既提高了齿体头部和合金头的耐磨性,合金头也避免了反复加热,更重要的是截齿体前端的耐磨性有了很大提高,解决了截齿后期掉合金头问题。42CrMo合金结构钢制作的齿体头部的耐磨性能和冲击韧度要比35CrMnSiA钢种好,因此42CrMo合金结构钢比35CrMnSiA合金结构钢更适宜作截齿材料。
(2)齿体的抗冲击性 在工艺2生产的矿用截齿,由于截齿在截割硬煤岩时承受高压应力、剪切应力和冲击载荷,因此,在保证截齿表面足够的耐磨性时,重点解决截齿材料的韧性、焊缝强度,以提高截齿的综合力学性能,延长截齿的使用寿命。
在热处理工艺制定中,充分考虑了金相组织转变,利用中频加热、钎焊,然后直接进入一定浓度的水溶性淬火介质中,完成珠光体转变为奥氏体,再控制冷却速度,得到马氏体,最后采用高温回火,得到齿体冲击韧度高、抗剪切性能优良的索氏体+残余铁素体。齿体的抗冲击韧度达到60J/cm2以上,焊缝抗剪切强度在260MPa以上,截齿体整体硬度在42HRC,焊缝抗剪切、齿体抗高冲击性能都远高于煤炭行业标准,在山西西山矿的白沙岩巷道掘进中解决了截齿在截割中硬煤岩时的断柄、弯曲,合金掉头问题。
同时,合金头形状的选择要根据合金头的工况条件合理设计。煤质较好,夹矸很少的工况要突出合金头的高耐磨性,而工况恶劣时就要增加合金头的抗冲击性,提高焊缝抗剪切强度,防止合金头碎齿掉头现象。
3.结语
每一种截齿的设计都是为了满足一定的截割参数和特定的煤岩要求,生产工艺的编制要满足截齿的使用工况条件。如果把适用于较软煤岩的截齿用于截割较硬煤岩,必然加剧截齿的破坏,超出设计截割参数使用截齿,也必然引起截齿过早失效。如果工作时牵引速度过大,使截割厚度超过截齿伸出长度,就会导致齿座参与截割过程,整个截齿连同齿座都处于截割状态,将加剧全齿磨损,而且因载荷过大易引起齿身温度高,降低齿身强度,造成齿身弯曲、折断现象。另外,在工作过程中随时注意滚筒上截齿的状态,以保证截齿的正常使用。通过截齿的失效分析,进行相应热处理工艺,是开展截齿可靠性研究的基础,只要解决截齿在设计、制造、选择和使用等方面存在的问题,就能够明显地提高截齿的可靠性,大大降低截齿的损耗,进一步提高煤炭生产的效益,很好地适应高产高效矿井建设和发展要求。
通过上述热处理工艺制造的矿用截齿,在实际使用中取得了良好的效果,截齿的消耗低于原所用截齿的指标,其抗磨损性能和抗冲击性能有了很大的提高。

图4

图5 淬火冷却曲线
