压铸叶轮动平衡质量控制分析
2014-11-24山东华盛农业药械有限责任公司临沂276017董庆伟
山东华盛农业药械有限责任公司(临沂 276017)董庆伟
叶轮压铸件(见图1)是我公司喷雾喷粉机主要零部件之一,所用材料为铸造铝合金ZL113,在DCC550t压铸机上生产。因叶轮工作时,在汽油机带动下高速旋转,所以该压铸件对质量要求严格。该件压铸生产工序为关键工序;压铸件有动平衡要求,机加工软支撑电测仪动平衡生产工序为关键工序;对铸造缺陷的要求也较为严格,不能有冷隔、气孔、裂纹等缺陷。实际生产时,经常出现动平衡不合格问题,废品较多,甚至出现较大数量的批量废品。

图1
1.问题分析
经对机加工动平衡不合格叶轮压铸件毛坯分析,叶轮在软支撑电测仪进行动平衡检测,许用不平衡量在一定范围内的件进行钻孔校准,当超出数值较大时,无法进行校准,直接报废。报废件实际测量周圈壁厚离散度较大,部分位置壁厚超差,超差部位动平衡校准不能满足工艺要求。
2.解决方案
针对壁厚超差制订解决方案如下。
(1)模具制作精度 壁厚周圈误差要严格控制在合理数值范围内,如图2所示。
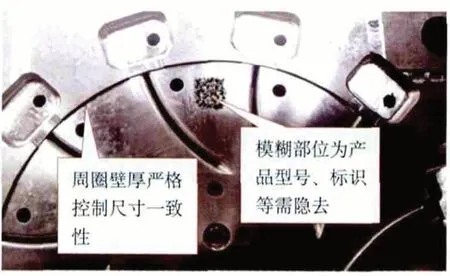
图2
(2)压铸工艺改进 ①对铝液浇注温度进行控制,严禁过高。②压铸过程中检查分型面是否有毛刺,分型面毛刺必须一模一清,分型面不准有毛刺,否则影响动平衡。③压铸时控制合模松紧度在合适的范围内。④增压压力控制在一定范围内。
经采取上述措施,试模后样件软支撑电测仪动平衡全部合格,但钻孔校准比例较大,生产效率低。
持续改进:根据样件分析,在相应模具部位加一定直径配重,生产的压铸件毛坯如图3所示。配重后动平衡全部合格,且机加工钻孔校准比例下降至合理范围内。

图3
3.改进效果
(1)叶轮压铸件动平衡不合格报废件下降到0.3%以内,有效降低了废品损失。
(2)机加工软支撑电测仪动平衡工序操作者生产效率提高30%以上。
(3)叶轮压铸模使用寿命提高30%以上,达10万模次以上。
