再生砂的新工艺开发及推广应用
2014-11-24中国重汽香港有限公司济南铸锻中心山东济南250200郭文申王树宝赵怀明
中国重汽(香港)有限公司济南铸锻中心(山东济南 250200)郭文申 王树宝 郭 毅 赵怀明
一、旧砂来源
我厂目前有4条潮模砂静压造型线,旧砂主要来自三个方面:一是在静压线上配套使用的砂芯,包括冷芯盒、热芯盒和少量的水玻璃砂芯,砂芯的重量从10kg到280kg都有涵盖。因此浇注后大量的含有树脂的芯砂混入型砂中,为了改善由于芯砂混入给型砂带来的危害,必须补充适量的新砂而淘汰部分旧砂;二是含有大量芯砂的振动落砂产生的旧砂及制芯中产生的废芯和废芯砂;三是在旧砂运转处理输送带下方及清理车间回收的散落砂。
这些旧砂以前都作为工业垃圾被倒掉了,不但污染了环境,浪费了资源,而且每天也要消耗150t新砂,增加了生产成本。
二、旧砂的再生
为了响应国家提倡的“创建绿色环保型、资源节约型企业”的口号,我们决定对旧砂进行再生使用,推动铸造行业的可持续发展。为了能使不同成分的旧砂全部再生并保证再生砂的质量,经过充分调研后,我们决定与重庆长江造型材料集团合作,采用高温焙烧+机械摩擦的联合旧砂再生工艺进行旧砂再生,由长江公司在我们厂区内建设旧砂再生基地,并负责旧砂的再生。这样减少了砂的物流运输,降低了生产成本,也有利于我们监控再生砂的质量。将旧砂再生后,通过显微镜观察了目前我厂所用各种原砂的状态(见附图),性能指标见表1。
从检验数据我们发现,相比原砂及旧砂,再生砂的集中度有所降低,粒度分布更接近正态分布,而且其他指标也优于擦洗砂。因此我们决定用再生砂替代擦洗砂用于冷芯盒制芯和造型用新砂。
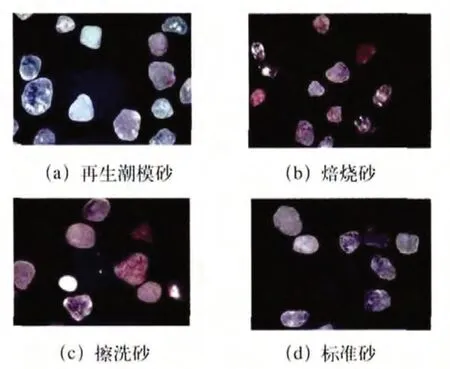
200倍电镜下的原砂状态
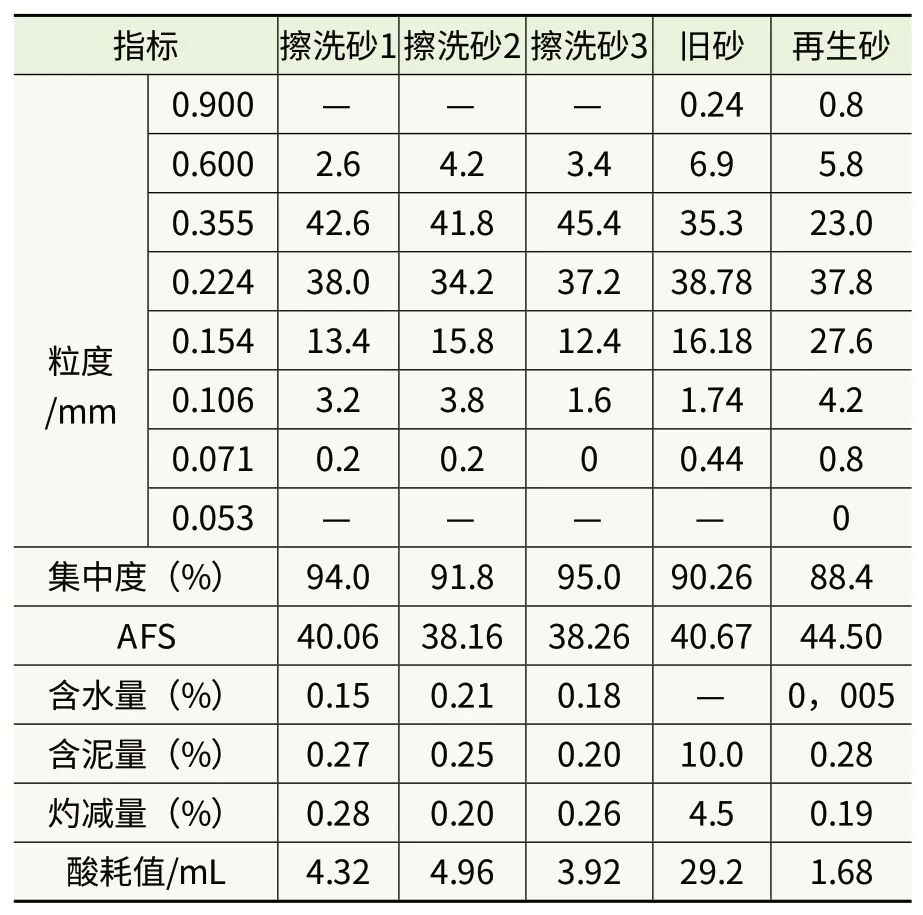
表1 我厂现有的各种砂指标
三、再生砂的应用
1.再生砂在冷芯盒制芯中的应用
(1)再生砂生产冷芯试验室数据对比 虽然我们已经了解了再生砂的性能指标,但我们还是决定首先进行试验,得出适用于实际生产的混砂工艺,于是我们使用擦洗砂2和现用的甲、乙、丙三种树脂进行了系列试验,对比再生砂与擦洗砂的使用性能。具体方案及检测结果见表2。
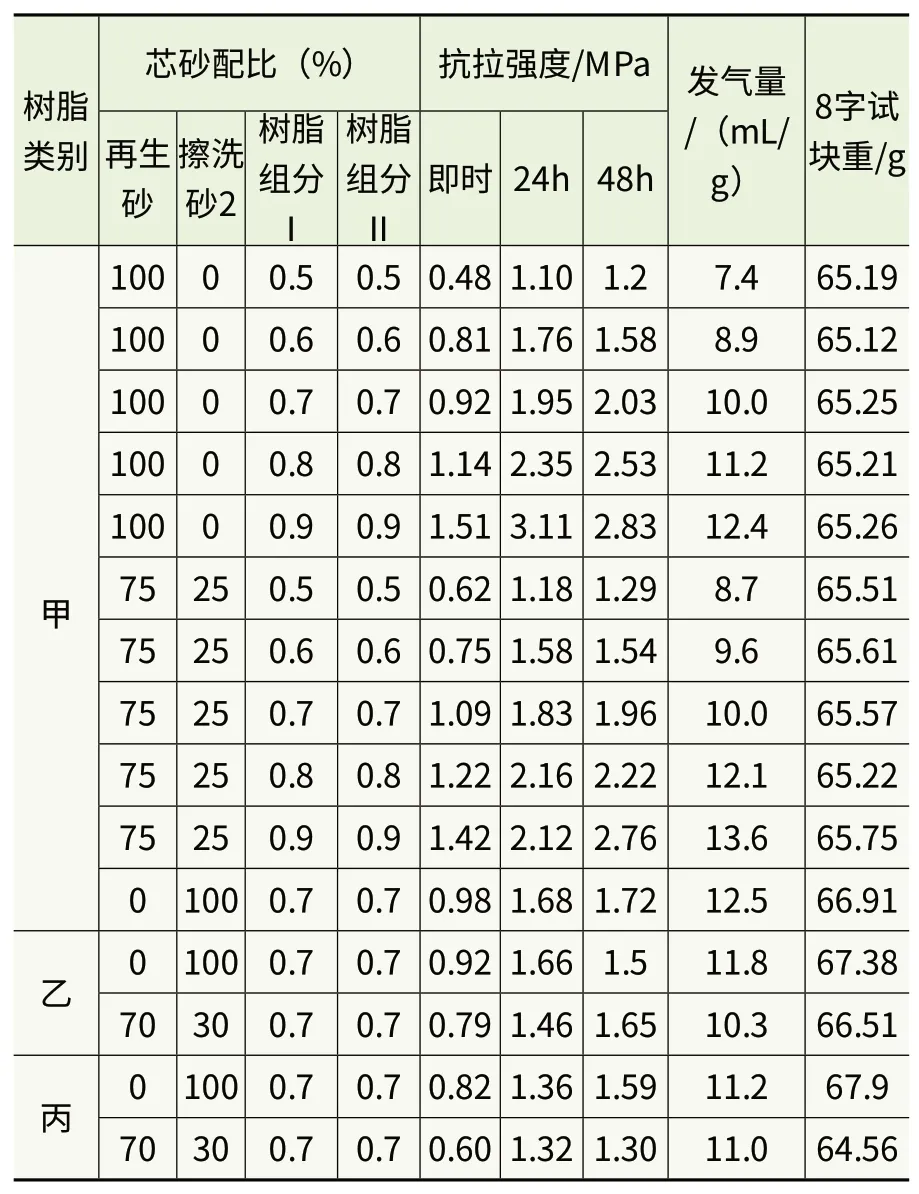
表2 树脂性能试验室检测情况
观察表2中的试验结果我们发现:
第一,当使用同一种树脂且树脂加入量相同时,再生砂的加入比例越高,砂芯强度越低,“8”字试块重量越轻。经过分析后我们认为造成这种现象的主要原因是再生砂粒度偏细,由于是使用我厂淘汰的擦洗砂再生获得,在再生过程中由于机械摩擦使砂粒形状变得更加圆整且粒度变细,砂子的堆密度比擦洗砂小,当我们按重量比加入相同重量的树脂时,树脂需要包裹的砂粒数量增多,砂芯强度降低。
第二,当使用同一种树脂且树脂加入量相同时,再生砂的加入比例越高,砂芯的发气量越低,对降低由于气体产生的铸件缺陷有一定的帮助。
第三,当使用同一种树脂且树脂加入量相同时,使用质量比为:再生砂/擦洗砂=7/3和100%擦洗砂的两种配方获得砂芯强度接近。
(2)再生砂在冷芯盒制芯生产中的批量应用 由于废砂的供应量有限,再生砂的生产量无法满足全厂冷芯盒制芯全部用砂量,只能部分芯子用再生砂,其余用擦洗砂。根据试验结果并结合生产实际我们调整了工艺,使用再生砂与擦洗砂按1∶1比例的混合砂用于制芯,这样既满足了冷芯盒制芯的全部用砂量,又在不增加树脂加入量的前提下保证了砂芯的强度。
我厂冷芯盒制芯用砂是由砂库储砂斗经圆盘给料器卸到输送带上,再经斗提机提升卸到混砂机砂斗内,因为混砂机上方无法增加加料口来分别加入擦洗砂和再生砂,所以我们将再生砂和擦洗砂分别卸入砂库的两个砂斗中,将圆盘给料器的卸料口闸板高度调成一致,给料时两个圆盘同时运行卸到输送带上进入斗提机混合,再经斗提机提升卸到混砂机储砂斗内时二次混合,进入混砂机后再一次混合,混砂机混砂时设定15s干混时间,使两种砂子充分混合均匀。
目前我厂的产品中,缸体铸造生产工艺复杂,砂芯多,我们认为若是生产缸体砂芯没有问题,则其他产品产生问题的几率就会很低,因此我们选取某型六缸缸体主体芯作为试验件。该六缸缸体主体芯是由FA制芯中心生产,8颗砂芯为一组。试验计划为首次5件;第二次20件;第三次50件;第四次200件。每次试验结束需经技术部、质量部和生产车间评审通过后,才可以进行下次试验。
经过数次试验,我们反复对比观察了砂芯强度、砂芯质量、铸件质量后没有发现明显变化,认为完全可以用于冷芯盒制芯,现在已经批量应用于车间生产的各种产品的冷芯。
2.再生砂在型砂中的应用
(1)试验方案 根据预想应用车间的情况,我们设计了试验方案(见表3)。

表3 试验方案
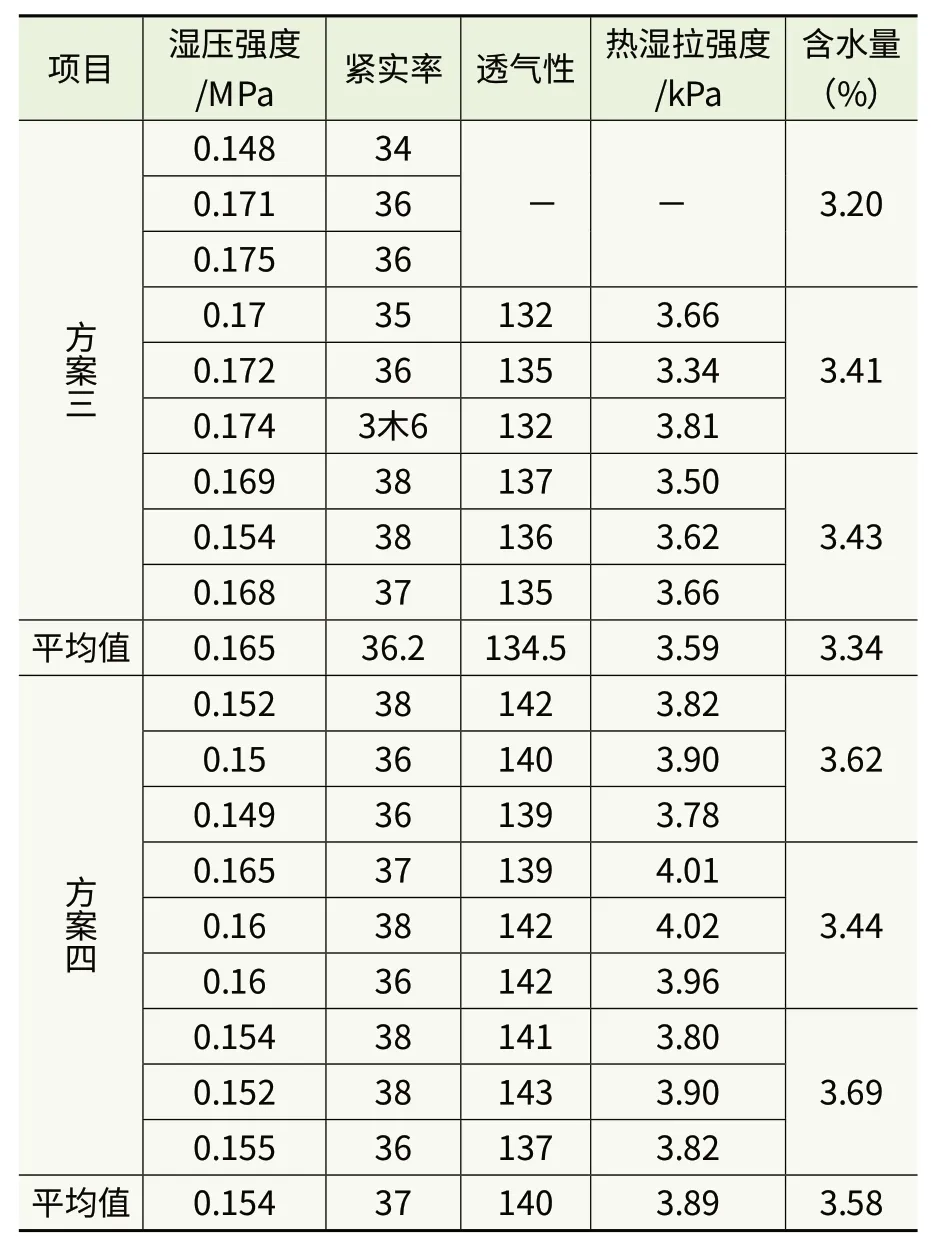
上述每种方案各混制三碾,每碾制作标准试样三组,分别测试其湿压强度、紧实率、透气性和热湿拉强度用于型砂性能分析。试验结果见表4。
对比分析表4中的试验数据我们发现:①方案一、方案二在同样的混制条件下使用再生砂混制的型砂,其湿压强度、热湿拉强度都略高于使用现用原砂的试样。②方案三、方案四在同样的混制条件下使用再生砂混制的型砂其湿压强度略低于使用原砂的试样,而热湿拉强度则略高。③将4种方案试样的湿压强度和热湿拉强度做成曲线图,可以发现方案一、二和方案三、四4条曲线,在最大值、最小值以及波动趋势基本相同(由于篇幅原因未在文中给出);同时本试验中再生砂的加入量为5%,而车间生产则为2%~3%,因此再生砂对型砂性能的影响更低,我们认为可以进行两个生产车间的批量试验。
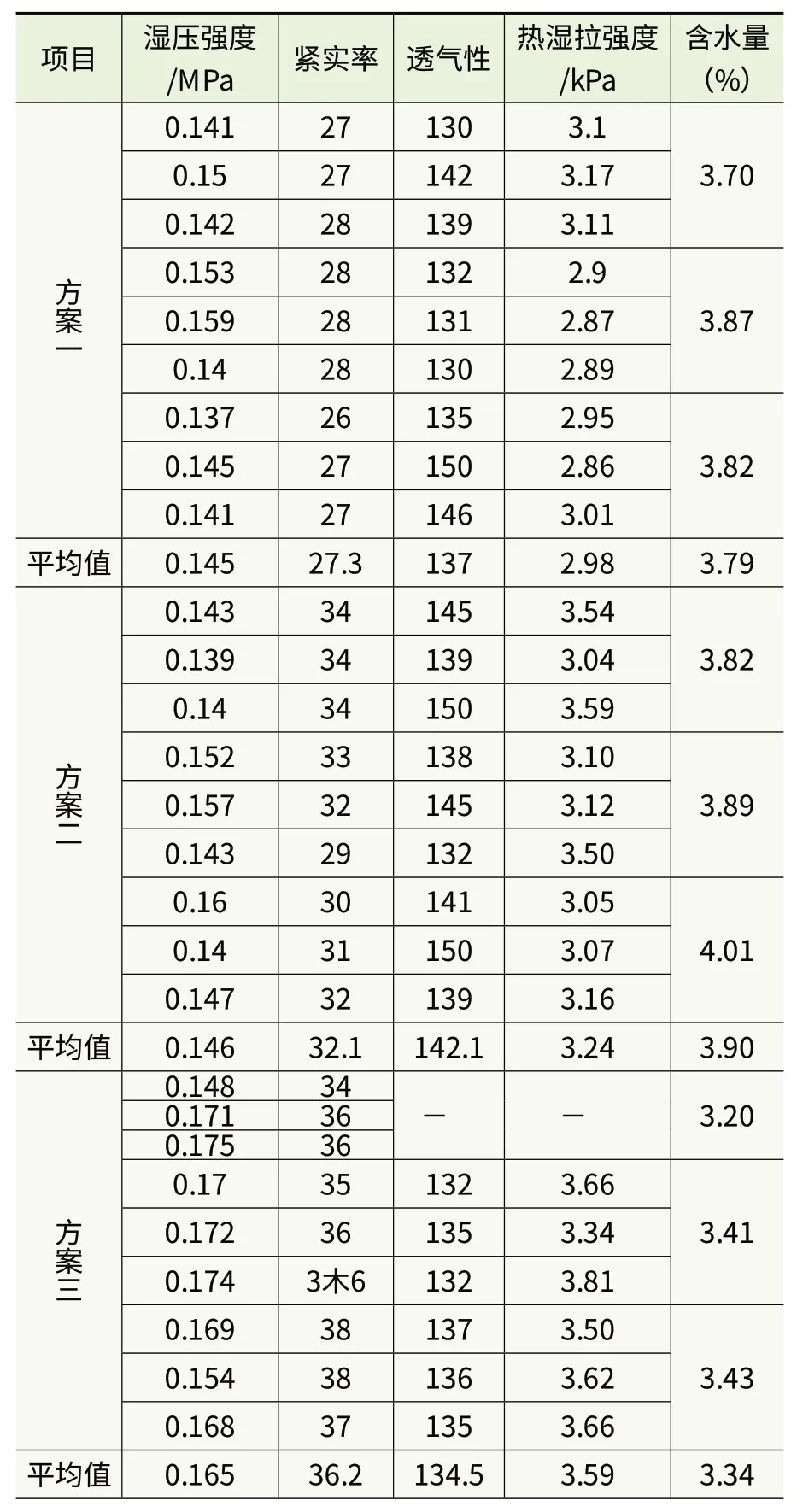
表4 各种试验砂的检测数据
(续)
(2)再生砂在型砂中的批量应用 根据试验结果,我们同时在两条线上投入再生砂,加入比例为旧砂的2%~3%,经过长期使用检测发现,型砂性能基本稳定,产品质量未出现明显波动,旧砂的AFS从49~51增长到51~52,有逐步变细的趋势,但到目前没有发现使用再生砂带来的负面影响。
四、结语
从我们生产的铸件质量以及砂芯和铸型质量来看,再生砂是可以批量使用的。使用再生砂和擦洗砂按1∶1比例混合,可以在冷芯盒制芯工艺不变的情况下,获得与全擦洗砂强度相近且性能稳定的砂芯,随着制芯工艺的不断优化,我们逐渐将比例提高到2:1,虽然砂芯强度有所降低,但可以满足生产的实际要求。再生砂在型砂中的应用不会影响型砂的性能。但是随着再生砂长时间的大量应用,有可能使继续再生的出砂率降低,需要我们长期跟踪关注,及时调整再生砂的使用工艺。
