棒材生产线对齐辊道轴承座结构优化改型
2014-11-22麻玉东
机械工程师 2014年3期
麻玉东
(宝钢集团八一钢铁有限公司,乌鲁木齐 830022)
0 引言
宝钢集团新疆八一钢铁有限公司2 棒材机组于2010 年上半年投产,设计每年产能60 万t。全线总共有对齐辊道81 组,对齐辊道轴承座型号为SN509。由于现场使用地点的外部辐射温度约400℃,对齐辊道轴承润滑周期仅为5 d,使用寿命≤90 d,因此维护强度(润滑、更换、修理)较大,维护成本较高,每月发生设备故障热停时间约120 min,频发故障和紧急处理故障,彻底打乱了产品的的正常轧制,对生产节奏影响较大。为提高设备运转率和生产作业率,需对设备故障原因进行深入分析并给予解决。
1 对齐辊道轴承故障原因分析
1.1 SN509 轴承座简图(如图1)
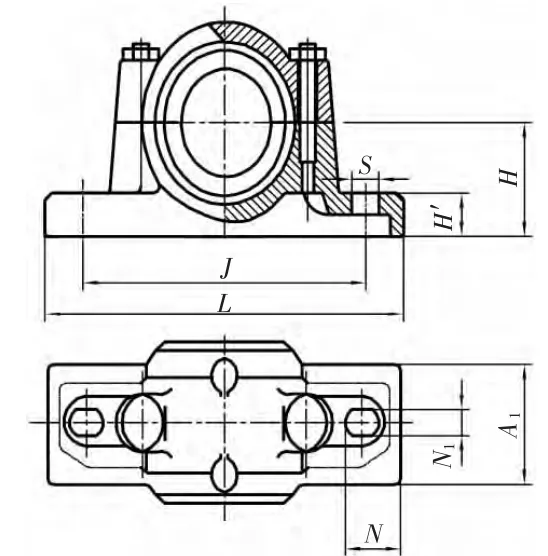
图1 SN509 轴承座简图
1.2 轴承故障原因分析
根据生产实践情况来看,该机组使用的润滑脂(EP1)在400℃左右的温度下,极易发生润滑脂融化和流失,这是导致轴承缺油烧损、保持架热胀卡阻断裂等故障的根本原因。
2 轴承座结构优化改型
为解决上述问题,必须降低轴承及润滑脂的环境温度。为延长维护周期,尽可能增大润滑脂的存储空间。因此,我们将轴承座进行结构优化改型为水冷式轴承座。水冷式轴承座的具体结构如图2 所示。
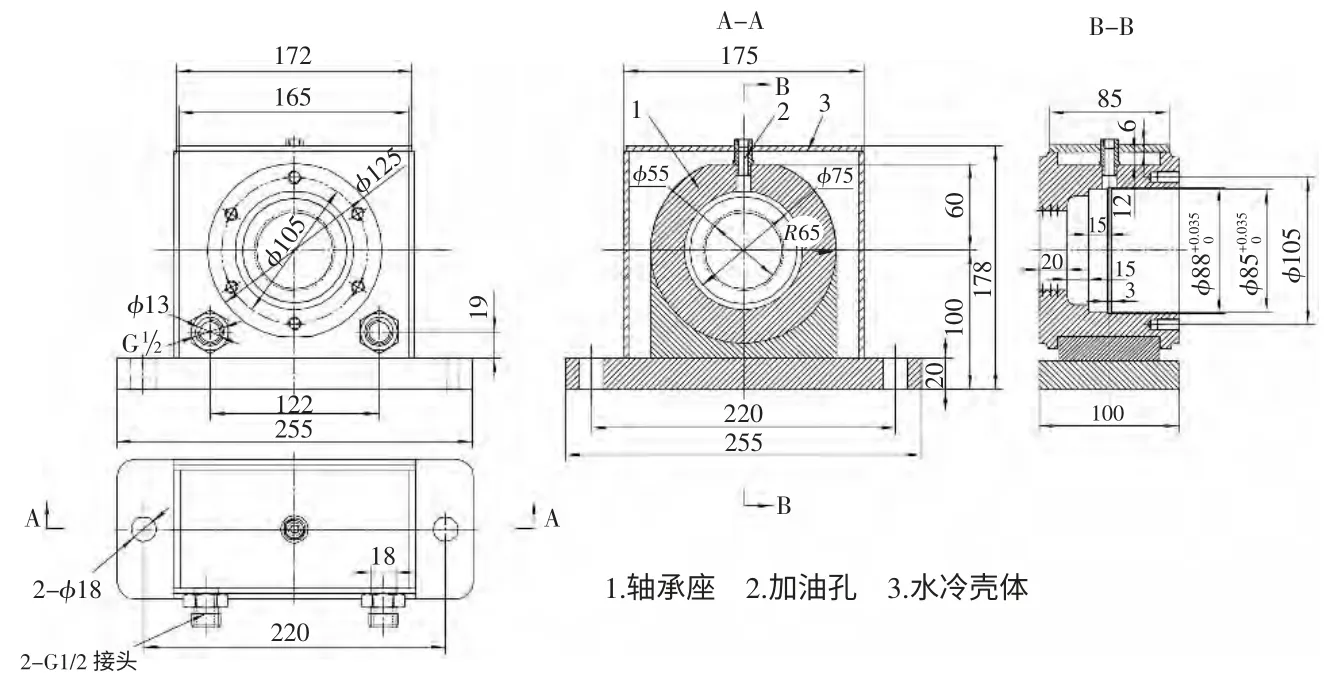
图2 水冷式轴承座结构图
3 改型前后对比
如表1 所示。轴承座结构优化改型后,全线对齐辊道组轴承润滑周期大幅提高,故障时间和维护成本大幅降低,大大延长了维护周期。

表1 改型前后效果对比
4 结论
通过轴承座结构优化改型,不仅提高了对齐辊道组的使用寿命,还大大降低了维护成本和维护强度,并延长了维护周期,降本增效效果显著。
[1]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.
