优化夹具设计提高薄壁铝筒加工质量
2014-11-13李宁
李 宁
(河南许昌技术经济学校,河南 长葛 461500)
0 前言
薄壁零件由于壁薄、重量轻、节约材料、结构紧凑等特点,已日益广泛地应用在各工业部门。但薄壁零件的加工却比较棘手,原因是薄壁零件刚性差、强度弱,在加工中存在不易装夹、易振刀,尺寸不稳定等现象,很难保证零件的加工质量。如何提高薄壁零件的加工精度已成为业界越来越关心的话题。针对以上难题,本文通过优化夹具设计,探索出一套行之有效的加工方法,使以上问题得以顺利解决,并为类似零件的加工提供了参考。
1 案例零件图纸分析
1.1 案例零件介绍
图1为一款高压电器上所用高压电缆中间接头。由于该接头需要常年曝露在室外,生产中通常采用导电性好、耐氧化、质量轻、易安装的铝合金材质作为该接头的主材料。
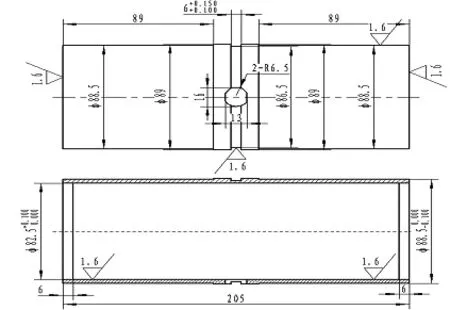
图1 高压电缆中间接头
1.2 案例零件尺寸分析
该零件毛坯为φ90(内径φ80)×207mm的铝合金管材(牌号为6061),技术要求未注尺寸公差按GB/T1804-m,主要加工部位表面粗糙度为1.6μm(看不见加工痕迹),其余为3.2μm(微见加工痕迹)。加工完成后零件总长205mm,平均厚度约为6mm,属于典型的薄壁零件。一般认为,在壳体件、套筒件、环形件、盘形件、平板件、轴类件中,当零件壁厚与内径曲率半径或轮廓尺寸之比小于1:20时,称作薄壁零件。
1.3 案例零件加工难度分析
此零件毛坯材料为铝合金6061。这一类材料的特点为塑性、韧性好,硬度低,刚性差,热变形大。所以在加工过程因受装夹外力、受热以及振动等多种因素影响,加工过程中极易产生变形,设计时的表面粗糙度和精度要求也就很难达到。要想解决这些难题,首先要想办法克服这些导致零件加工时产生变形的因素。大量的实验数据表明,薄壁零件主要的加工难题来源于装夹过程中受力变形,所以,处理好薄壁零件的装夹至关重要。
2 案例零件加工工艺路线确立
根据零件毛坯情况和加工图纸要求,可以把该零件加工过程划分为四道工序:
(1)车端面,毛坯原长207mm,实际长度205mm,有2mm加工余量,端面粗糙度要求为1.6μm,因此时毛坯单边壁厚为5mm,具有一定的承载能力,所以可以直接用三爪卡盘夹持,车床车削完成,无需专门设计夹具。
(2)镗孔,毛坯内孔为φ80,加工后为,单边切除1.25mm。因铝筒较长,利用车床镗孔很难克服铝筒跳动问题,再加上铝筒内孔尺寸和表面粗糙度要求均较高,故这一步采用数控铣床来加工完成,此时铝筒单边壁厚减少为3.75mm,承载装夹变形的能力大大降低,所以这一步需要设计专门的夹具,来保证变形量的减少。
(3)车外圆,铝筒毛坯外圆直径为φ90,加工后,两端外圆尺寸达到×89,中间沟槽尺寸为φ86.5×6,沟槽两端台阶尺寸为2-φ86.5×10.5,此时铝筒单边壁厚减少为3mm,最薄处减少到2mm,传统装夹方式已无法承载,故需设计专用夹具来提高变形抗力。
(4)铣外表面中心孔,铝筒内外表面已加工达到图纸要求,壁厚为3mm,装夹耐受变形抗力很弱,故需要设计专门夹具。
3 夹具设计
3.1 镗削时夹具设计
镗削时,铝筒内孔必须没任何障碍,壁厚不断减少,外圆面承载径向力能力降低,故无法采用卡盘装夹,必须借助轴向方向受力来限制铝筒自由度。设计方案如图2,镗削夹具实物见图3。

图2 镗削时铝筒夹具示意图

图3 镗削夹具实物图
压盖顶面均布钻削4个圆孔,利用自制扳手,旋紧压盖。
3.2 外圆车削时夹具设计
车削铝筒外圆时,铝筒主要受来自径向的切削力,在装夹铝筒时首先考虑不能使铝筒沿半径方向再受力,可以把夹紧力转移到轴线方向上来,然后在孔内加装心轴来抵抗径向切削力。设计方案如图4。

图4 车削时的夹具示意图
夹具主体(心轴)最左端,设计为一直径为φ80、长度为40mm的台阶轴,材料采用密度较小硬度适中的铝合金材质,主要作用为夹持、支撑和定位。心轴左端轴肩直径为φ88,要低于加工后铝筒的外径φ89,同时还要大于铝筒的内径φ82.5,其主要作用是固定铝筒防止左向窜动;心轴直径为φ82.5,长度为200mm,主要作用是抵御车削时径向切削力;右端台阶压紧端盖的小端尺寸为φ82.5,确保径向滑动,确保壁厚均匀。大端尺寸为φ88,高于铝筒内孔尺寸低于铝筒外圆尺寸。右端台阶压紧端盖中间钻削一φ24的圆孔,配合压紧螺母限制铝筒在车削加工时轴向移动、转动和径向的滑动,最主要预防了加工时的变形,保证了加工时的尺寸精度和表面粗糙度。装夹方式采用传统的一夹一顶方式。
3.3 铣削中心孔时夹具设计

图5 铣削铝筒外表面中心孔时夹具示意图
铣削中心孔为该案例零件的最后一道工序,此时零件内外表面及两端面均已加工到设计要求,所以此时装夹更为慎重。设计方案如图5,其实物图见图6。

图6 铣削铝筒外表面中心孔夹具实物图
此时设计出的夹具,已把铝筒装夹受力转移到铝筒两边的堵头上,堵头心轴又为铣削中心孔时提供铣削抗力,抵抗内外圆度变形,限位挡板的作用主要限制装夹零件的位置,免除重复对刀操作,提高生产效率。
4 结论
薄壁零件难加工,这是机械加工行业公认的事实,但是只要我们认真思考、细心总结,还是有很多的办法来解决这一难题的。本案例通过优化夹具设计,经生产实践证明,该方案切实可行、实用方便,在加工时能保证薄壁铝筒的尺寸精度、形状精度、位置精度和表面粗糙度都满足图纸设计要求。该方案可为类似零件和产品的机械加工提供一定的借鉴。
[1]姜爱国.数控机床技能实训[M].北京:北京理工大学出版社,2009.1
[2]李国举.数控车床编程与操作基本功[M].北京:人民邮电出版社,2009.6
[3]张智敏.数控铣床操作与编程[M].北京:中国劳动社会保障出版社,2010.5