H 型钢焊接残余应力的三维有限元分析
2014-11-09王艳宁
王艳宁 张 松 尹 越
(1.天津市市政工程设计研究总院,天津 300051;2.天津大学建筑工程学院,天津 300072)
1 概述
焊接是建筑钢结构中连接的主要方式。在焊接施工过程中,由于材料相变、位移约束以及温度场的不均匀分布等原因,致使焊接完成后的构件中存在残余应力与变形,是影响焊接结构裂纹萌生和扩展、降低钢材的力学性能的重要因素[1]。由于H型钢具有较高的刚度和承载能力,同时节省钢材,经济效益明显,在厂房和桥梁等领域应用广泛[2]。分析其焊接生产过程中的温度场和残余应力场,初步掌握温度的变化和应力的分布情况,对于焊接工艺的改进以及残余应力的降低具有重要的理论与实践意义。国内外对于焊接过程的有限元模拟已经有了一定的进展,例如,使用简单的对接钢板构件模拟焊接过程[3],对钢桥整体节点的有限元分析[4]等等。本文在大型通用有限元软件ABAQUS热—结构耦合功能的基础上,应用了相应的焊接热源子程序DFLUX,研究了普通H型钢的焊接温度场、残余应力以及变形的分布。
2 有限元分析模型
2.1 焊接工艺与热源
焊接采用手工电弧焊,工艺参数见表1。

表1 焊接参数
有限元分析中应用较广的热源模式有高斯分布热源模型、双椭球热源模型以及基于单元生死的热源模型。本文采用双椭球热源计算模式,热源分布函数[5]为:
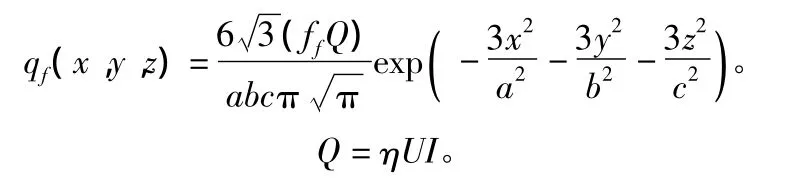
其中,a,b,c为椭球热源的形状参数;Q为热输入功率;η为焊接效率,取0.8;U为电压;I为电流;v为焊接速度;t为焊接时间。
2.2 有限元模型
H型钢的几何尺寸见图1,构件长度方向取1 m。

图1 几何尺寸(单位:mm)
焊接材料采用Q235C钢材,其物理性能在不同温度下的数值不同,具体参数见表2[6]。
耦合场的分析方法分为直接法和间接法,应力以及变形场对温度场分布的影响主要是变形热,可以忽略不计,为了节省计算时间,采用间接耦合的方法进行分析,首先进行热分析,然后将得到的温度场结果作为荷载施加于热力耦合分析的模型上[7]。

表2 钢材性能随温度的变化
在焊接过程中,焊接构件与周围环境之间存在热量交换。温度较低时以对流为主,温度较高时以辐射为主。此分析中对流换热系数为10 W/(m2·K),环境温度为20℃,黑度为0.85。
热分析采用DC3D8单元,热—力耦合分析采用C3D8单元。采用过渡网格,如图2a)所示。
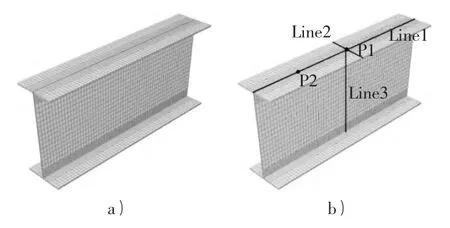
图2 有限元模型
3 结果分析
本文主要应用节点的温度—时间曲线和应力—路径曲线来分析温度场和残余应力场,主要的温度节点和应力路径如图2b)所示。
1)温度场。图3给出了H型钢在焊接和冷却过程中的温度变化。在加热过程中,热源附近的温度在2 500℃以上,大于材料的熔点1 500℃,如图3a),图3b)所示。焊接温度场的分布很不均匀,在热源不断的移动过程中,峰值温度出现在热源中心点处,在热源附近区域的等温线近似于一个椭圆形分布,热源前方温度急剧下降,梯度较大,后方温度下降比较缓和,梯度较小。焊接结束冷却4 000 s后构件的温度都在30℃以下,如图3c)所示,此时可以认为构件的残余应力和变形不再发生变化。
图4给出了H型钢上翼缘和腹板间的焊缝1/4跨、1/2跨位置处温度节点P1,P2温度随时间的变化曲线。当热源接近节点时,温度急剧升高,加热过后逐渐冷却至室温。

图3 H型钢温度场
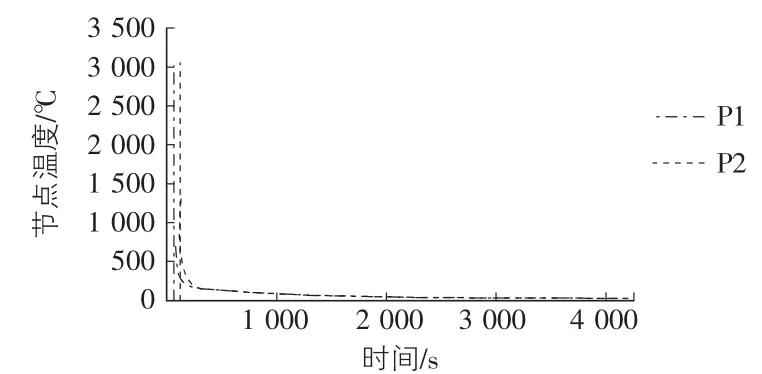
图4 H型钢节点温度—时间曲线
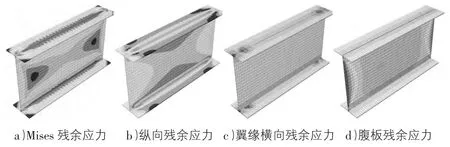
图5 H型钢残余应力(单位:Pa)

图6 H型钢纵向应力—路径曲线
2)残余应力和变形。焊接残余应力分为纵向应力、横向应力、厚度方向上的应力。由于本文采用的模型钢板厚度较小,而且采用单道焊,所以忽略应力沿钢板厚度方向的变化。H型钢的焊接残余应力如图5所示,Mises应力和纵向应力沿焊缝分布,主要集中在焊缝附近约60 mm范围内。最大纵向应力分布在焊缝附近翼缘和腹板内,应力值约200 MPa~265 MPa。翼缘的横向应力主要位于距离构件端部10 mm~20 mm近似圆形范围内,最大值约为70 MPa~96 MPa。腹板横向应力主要位于端部半椭圆范围内,最大值约为105 MPa。从应力路径图中可以看出,纵向上,焊缝中间区段应力分布比较稳定,应力值在200 MPa以上,超过材料的屈服极限,在构件两端应力急剧下降为0,如图6a)所示。横向上,表现为焊缝附近受拉,钢板边缘受拉,但是根据内应力的性质,总体拉、压应力在截面内是平衡的,如图6b),图6c)所示。和横向应力相比,纵向应力分布更广,应力值更大,甚至超过了材料的屈服极限。由以上H型钢焊接残余应力分析结果与已有公认的工字钢残余应力进行对比,如图7所示[8],结果基本吻合,从而证明了本文所采用方法的正确性以及精确性。构件的最大变形位于翼缘边缘位置处,最大值约为2.5 mm,腹板变形很小,可以忽略不计。最后残余变形为两翼缘呈现互相靠拢的趋势,如图8所示。

图7 工字钢纵向残余应力分布

图8 H型钢变形图(单位:m)
4 结语
本文在大型通用有限元软件ABAQUS热—结构耦合功能的基础上,应用了相应的焊接热源子程序DFLUX,研究了普通H型钢的焊接温度场、残余应力以及变形的分布。初步得到以下结论:
1)本文的数值模拟结果与已有公认残余应力分布吻合较好,从而证明了所用方法的正确性。
2)对于温度场,峰值温度出现在热源中心点处,在热源附近区域的等温线近似于一个椭圆形分布,热源前方温度急剧下降,梯度较大,后方温度下降比较缓和,梯度较小。
3)构件中纵向应力分布更广,应力值更大,甚至超过了材料的屈服极限,应当引起足够的重视。如果不进行有效的控制和消除,在结构开始使用受到其他荷载作用的时候将会很快的进入屈服状态,影响结构性能的发挥。残余应力同时存在拉应力和压应力,而且在同一截面内拉压、应力是自平衡的。
[1]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[2]丁 阳.钢结构设计原理[M].天津:天津大学出版社,2004.
[3]Dean Deng.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009(30):359-366.
[4]瞿伟廉,何 杰.钢桥整体节点焊接残余应力三维有限元分析[J].桥梁建设,2009(4):28-31.
[5]陈家权,肖顺湖,吴 刚,等.焊接过程数值模拟热源模式的比较[J].焊接技术,2006,35(1):9-11.
[6]倪红芳,凌 祥,涂善东.多道焊三维残余应力场有限元模拟[J].机械强度,2004,26(2):218-222.
[7]VONG P K,RODGER D.Coupled electromagnetic thermal modeling of electrical machines[J].IEEE Transactions on Magnetics,2003,39(3):1614-1617.
[8]中国焊接网.焊接残余应力及分布[OL].http://www.chinaweld.com.cn/ONEWS.asp?id=510.