PipeWizard管道环焊缝超声自动检测系统中时间门和波幅门的理解
2014-10-27张宏亮王宝忠白振军曹立江
张宏亮,王宝忠,白振军,李 健,曹立江
(廊坊北检无损检测公司,廊坊 065001)
自2002年西气东输管道工程开始,PipeWizard自动相控阵超声波系统被首次引进我国陆上长输管道对接环焊缝检测,该系统界面使用了双门带状图[1]、B扫图、TOFD(超声波衍射时差法)扫描图来描述一个焊缝的超声波检测扫查结果。
该系统中有两个概念“时间门”和“波幅门”,长期以来国内见到的中文版本介绍两个门的文字基本相同,但其描述不够清晰。如:“时间门用来设定扫查范围,滤掉指定区域以外的反射信号。”其没有表达出只采集时间门和波幅门交集中波幅达到某一高度脉冲的时间信息的含义,同样波幅门描述里也没有描述出是一个用于决定时间门内测量时间值所用回波的采集范围的意思。以上两个门内的5%和20%的波幅限定容易和波幅门本身发生混淆。“波幅门的起点和终点与时间门相同。”应描述为“采集波幅信息的时间范围与采集时间信息的时间范围相同”,“带状图以颜色块来显示时间门”应描述为“带状图以色块颜色表示波幅高度,以色块高度表示时间值”。虽然有歧义的描述并不影响系统的使用,但不易理解和学习,而掌握门的概念并能熟练地运用,将为排除干扰准确定性打下良好的基础。为此,笔者特重新翻译英文原稿,并通过试验,重新整理并绘图,详细介绍了两个门的概念及应用。
1 门的物理意义及作用
1.1 设置门的目的和方法
该系统中的双门带状图的基本原理与常规手动超声波一样,都是横波脉冲反射法。每一个脉冲回波信号中都包含了波幅信息和时间信息,波幅信息用于判断反射体的当量大小,时间信息用于计算出反射体的位置。
如图1所示,为便于定位,系统采用以坡口面为基准零点的相对定位方法,可以设置一个对称于坡口位置的时间范围,只采集本时间范围内的回波波幅信息和时间信息。将绝对时间定位变为相对时间定位,并不会影响反射信号的定位。

图1 时间门与波幅门相对焊缝的位置示意
此外描述的时间范围与常规数字超声波中的闸门类似,常规数字超声波中的闸门既采集时间信息也采集波幅信息,并根据闸门内波幅最高点测定时间值自动计算出反射波位置和显示出回波当量。
不同厂家的系统中,门的设置也不相同,有的只设置一个门。在长输管道行业实际应用中,主要是使用PipeWizard系统,该系统为了即能保证相对坡口定位,又能进一步保证灵活地滤除感兴趣区域以外信号的干扰和降低采集数据量。设置了两个分开的门,一个负责限定采集时间信息的范围,一个用来限定采集波幅信息的范围。采集反射波时间信息的时间范围为“时间门”,采集反射波波幅信息的时间范围为“波幅门”,一般对称设置情况下除了焊缝根部以外,波幅门与时间门的采集时间范围都相同。
1.2 系统规定
(1)为便于缺陷的定位,时间门设置成对称于坡口面。
(2)只对波幅门与时间门共同“套住”的时间范围内波幅高度大于20%满屏高的回波测量时间,两者是“与”的关系。波幅门必须在时间门范围内,否则设置无意义。
(3)在波幅门内设置一个波幅门槛,波幅小于5%满屏高(-26dB)的信号因其幅度很低,对缺陷发现贡献很小,其数据不予记录,相当于普通超声波仪器里的“抑制”功能,也能节省存储空间,如图2所示。
(4)为了方便结果的评定,将波幅门与时间门共同“套住”的时间范围内不同幅度的反射波采用了分段假彩色显示,如:20%~40%波幅为绿色,40%~80%波幅为红色,高于80%波幅为黄色表示。这样,利用人眼对色彩信息的高度敏感性,可以很快识别波幅高于40%的回波,其高度(左右方向)由时间门内的时间决定,颜色由波幅门内的波幅决定。一般检测标准里规定波幅40%(红色块)为评定与测长线,波高大于80%的黄色则代表了反射波当量高度已经达到了φ2mm平底孔。
(5)波幅门内的回波峰值包络线以黑色曲线形式显示。
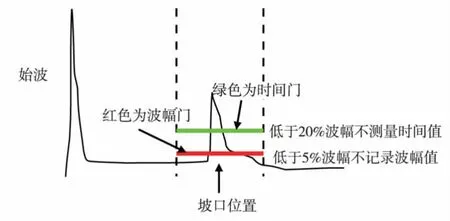
图2 时间门与波幅门设置示意
1.3 门的作用
如图3所示,因为时间门对称于坡口面,当时间门内色块的长度为本层分区长度的50%时就说明反射体正好位于坡口面上,小于50%说明反射体位于热影响区里,大于50%说明反射体位于焊缝内。

图3 波幅门和时间门示意
评定时,可以根据时间门内色块的高度判断反射波的位置,如图4所示。在实际评定过程中,也经常可见如图5的显示波形,波幅门内的波幅较高,显示出彩色色块,但其时间门内的时间值较高,说明反射波位于焊道底部,可以判断其为几何反射,因为错边也可能造成同样的几何反射,此时还应通过TOFD通道观察该焊口有无错边,错边的TOFD通道底面反射波将出现“双底边”,如图6所示。几何反射如果设置没有问题,也无错边,则应该检查轨道安装位置是否偏移,这样便会掩盖到焊缝根部未熔合缺陷,造成漏判。

图4 波幅门和时间门评定示意

图5 实际扫查图中的波幅信息和时间信息

图6 焊缝根部错边的TOFD图像
1.4 焊缝根部的设置
在整体门设置采用对称门设置时,对于根焊内坡口,如图1所示。完全按照教科书上的“以坡口熔合线为中心,起点在熔合线外3mm左右(检查热影响区缺陷),终点至少过焊缝中心线1mm,保证覆盖焊缝中心。”因为根部焊缝体积很小,设置的时间门不能保证对称于坡口面,将造成坡口面不在带状图的中间位置,不利于自动焊焊缝根部坡口未熔合缺欠的定性和定位。这种情况下,进行对称设置,将时间门起点选在熔合线外3mm,终点延长到熔合线以内3mm。为了避免焊缝根部底波反射干扰评定,将波幅门缩短到不接触根焊道底面反射波的长度,这会使波幅门短于时间门,如图7所示。

图7 焊缝根部的门设置
1.5 非对称门设置
实际工作中也可以根据具体的坡口形式采用非对称门设置。非对称设置中的波幅门设置为焊缝熔合线外3mm,终止于过焊缝中心线1mm,而时间门的长度则依然对称于坡口面,且时间门的起点并不一定是在坡口面前3mm,其起点位置由焊缝内时间门的长度决定。例如:时间门在焊缝内的长度为5mm(保证时间门终点至少过焊缝中心线1mm的前提下),时间门的起点位置则是在坡口前5mm,示意图如图8所示。

图8 非对称门设置
2 门设置中容易出现的错误及如何识别错误
2.1 扫查图及校准图上下游相对应的通道门长不一致
本应对称设置的上下游(上下游分别对应于管道环焊缝的两侧,一般进油气方向定义为上游)相同分区的通道门长度,由于门长设置不对称,可能会造成覆盖不够,从而可能造成漏检。此处的门长是指波幅门。
对于上下游相同分区的通道的门长是否相同,一个快捷识别的方法是:直接观察试块扫查图,上下游对应通道必须能同时看到中心通孔(或通槽),这时就不需要再详细查看门长数据了。如果一侧能看到,一侧不能看到,则说明门长有不一致的可能。应采用以下方法确认门长。
点击想要查看的通道名称,然后把红蓝光标分别放置在主波峰的上下两侧,再观察Gate的数值,如图9~12所示。

图9 系统在专用试块上的校准图

图10 上游根部通道数据放大图

图11 下游根部通道数据放大图
2.2 时间门和波幅门的不准确设置
时间门和波幅门的设置十分重要,不正确的设置可能造成定位不准从而造成定性错误,也可能造成漏检,在试块校准图上根据如下步骤可检查门的错误设置。
(1)查看各个通道的时间门是否对称于坡口面,如图13,如果显示门位置的数值在-1~1mm之内,此时则说明本通道的校准合格,最佳显示位置为0mm。
(2)为了保证中心区域不漏检,应确认各个通道的门长度是否至少超过焊缝中心线1mm,在校准图上每个通道必须要能看到中心通孔(或通槽),其波幅在5%~100%之间,即中心通孔显示有包络线出现或呈现绿、红、黄色块均可,此处是看其能否覆盖到中心部位,而不看中心孔的回波幅度。如图14,红蓝测量光标线之间为中心通孔反射波(或通槽)的波幅显示。

图12 下游根部通道数据局部放大图

图13 中心通孔的反射波

图14 中心通孔的反射波的波幅显示
3 结论
通过查阅翻译原始英文资料,分析了时间门和波幅门的设置原理,并对原始资料没有明确的内容也给予了通俗的解释,对于一些理解,也用相控阵超声波设备进行了验证。正确掌握两个门的含义,并能在工程实践中熟练地使用,对于自动焊焊缝坡口未熔合缺陷的判读和系统设置起着关键的作用。
[1]RD-TECH,PipeWIZARD Interpretation Manual[M].[s.l.]:[s.n]2000,10.
