广州地铁车辆空心车轴加工工艺
2014-10-25刘永杰常吕国
■ 刘永杰 常吕国
1 问题存在背景
车轴加工是回转类轴体加工,一般来说,车轴轴端中心孔定位基准是车轴整体精度的关键,是加工的唯一基准。铁路及地铁车辆的车轴中心孔定位倒角角度一般是60 °,而广州地铁车辆空心车轴中心孔定位倒角为90 °,需新制工装。保证空心车轴的同轴度及外圆跳动没有参照实例,加工工装设备需要验证;车轴精车部位结构复杂、精度高、公差小,并为中空设计结构,其柔性好、刚性差与标准车轴有较大差别;精车加工程序编制采用仿形加工指令(G73),减少了程序编制量和调试时间,但因很少使用,指令不熟悉。
广州地铁5号线增购的地铁车辆空心车轴周身外形与传统地铁车辆车轴类似,轴端三螺孔与传统地铁车辆车轴相同,区别是轴端中心孔变成端部倒角为45 °贯穿整个车轴的通孔(见图1)。
空心车轴加工比传统车轴加工多了一个中心深孔,传统车轴轴端以B10型中心孔定位,作为唯一基准,空心车轴毛坯粗车加工后的中心孔为60 °倒角。深孔加工后车轴中心孔被去除,车轴在后续加工中没有基准;车轴深孔加工后可能会出现偏斜,影响空心车轴的同轴度。此外,精车加工时,仿形加工指令(G73)出现较多空走路径,并在精车加工轴身时出现“打突”现象,致使车轴表面粗糙。
2 问题分析
2.1 车轴加工前后基准统一同轴度问题
参照传统车轴加工工艺,通过分析空心车轴结构,确定加工工艺流程:车轴毛坯(W)→粗车(X)→深孔加工(深孔钻)→内孔珩磨(内孔珩磨机)→内孔纠偏、修内孔倒角(CW6180型车床)→车轴精车外圆(F45数控车床)→齐总长、精车内孔倒角(CW6180型车床)→轴端三螺孔(三螺孔专机)→磨轴颈、防尘板座、轮座等(外圆磨床)→圆弧滚压、倒角(CW6180型车床)→表面磁粉探伤(荧光探伤机)→交检。

图1 地铁车辆空心车轴示意
在空心车轴工艺流程中,确定基准加工的主要工序是粗车、内孔纠偏与修内孔倒角、精车后的齐总长与精车内孔倒角。为保证三道工序基准统一(修内孔倒角工序中与外圆互为基准),粗车加工时车轴一端中心孔为60 °倒角,作为后续加工基准,其在精车加工内孔倒角时去除,从而保证车轴加工前后基准统一,提高加工精度。
2.2 精车加工时车轴“打突”问题
精车加工时仿形加工指令(G73)空走,可从切削参数设置上进行优化。观察车轴加工发现,不是所有部位都“打突”,导致表面粗糙,而是集中在轴身中央部位,从而判定车轴刚性差是“打突”的主要原因,但无法改变。因此,要改变工艺参数和增加加工工艺。
3 加工工艺措施
车轴加工首先是粗车加工工序,因中心孔在深孔加工时将被去除,为保证基准统一,设定车轴一端为A端,在A端中心孔端面加工60 °倒角盘,作为深孔加工后车轴内孔纠偏基准。另一端加工B10型中心孔,在车床上夹好车轴,顶尖顶起A端,三爪卡盘夹紧,另一端使用中心架支起,调整轴端跳动≤0.01,加工中心孔。加工A端中心孔的同时加工深2 mm的60 °倒角盘。深孔加工时从此端开始,内孔与外圆同轴度较好。粗车加工程序见表1。
车轴A端作为深孔加工始端,此端车轴的内孔与外圆同心,只能是非A端出现偏斜。因此,在确定内孔纠偏、修内孔倒角工序中,先以车轴A端为基准,顶尖顶起A端,三爪卡盘夹紧,另一端顶尖顶起车轴颈,使轴颈外圆与内孔同轴度得到矫正,而后以轴颈为基准,中心架支起轴颈,调整轴端跳动≤0.01,加工轴端内孔90 °倒角。
车轴精车加工后需齐车轴总长,同时对车轴轴端深孔倒角进行精修,为下一步磨削加工做准备。精车加工后车轴外圆精度较好,以车轴端面倒角为基准,调整一段外圆跳动,精修一段深孔倒角。精车加工程序见表2。

表1 粗车加工程序
通过上述车轴加工工艺,内孔倒角与外圆互为基准加工,保证了车轴前后基准统一和车轴加工精度,精车车轴加工轴端跳动几乎为0,同轴度得到保证,圆弧检测符合样板,轴向尺寸合格。
精车加工程序中,仿形加工指令(G73)为仿形循环,对起始值、寻换次数重新作出规定,数控系统根据余量自动计算每次切削深度,调整后加工工效提高。在完成两端轴承座的精车加工后,将中心支架移至轴承座部位,减小支撑间距,并喷润滑油润滑,调整中心支架与车轴接触,从而减小车轴跳动;改变工艺参数,将主轴380 r/min降至200 r /min,经试切车轴表面粗糙度及光洁度达到要求,解决了车轴加工“打突”问题。粗车与精车加工程序见表3。
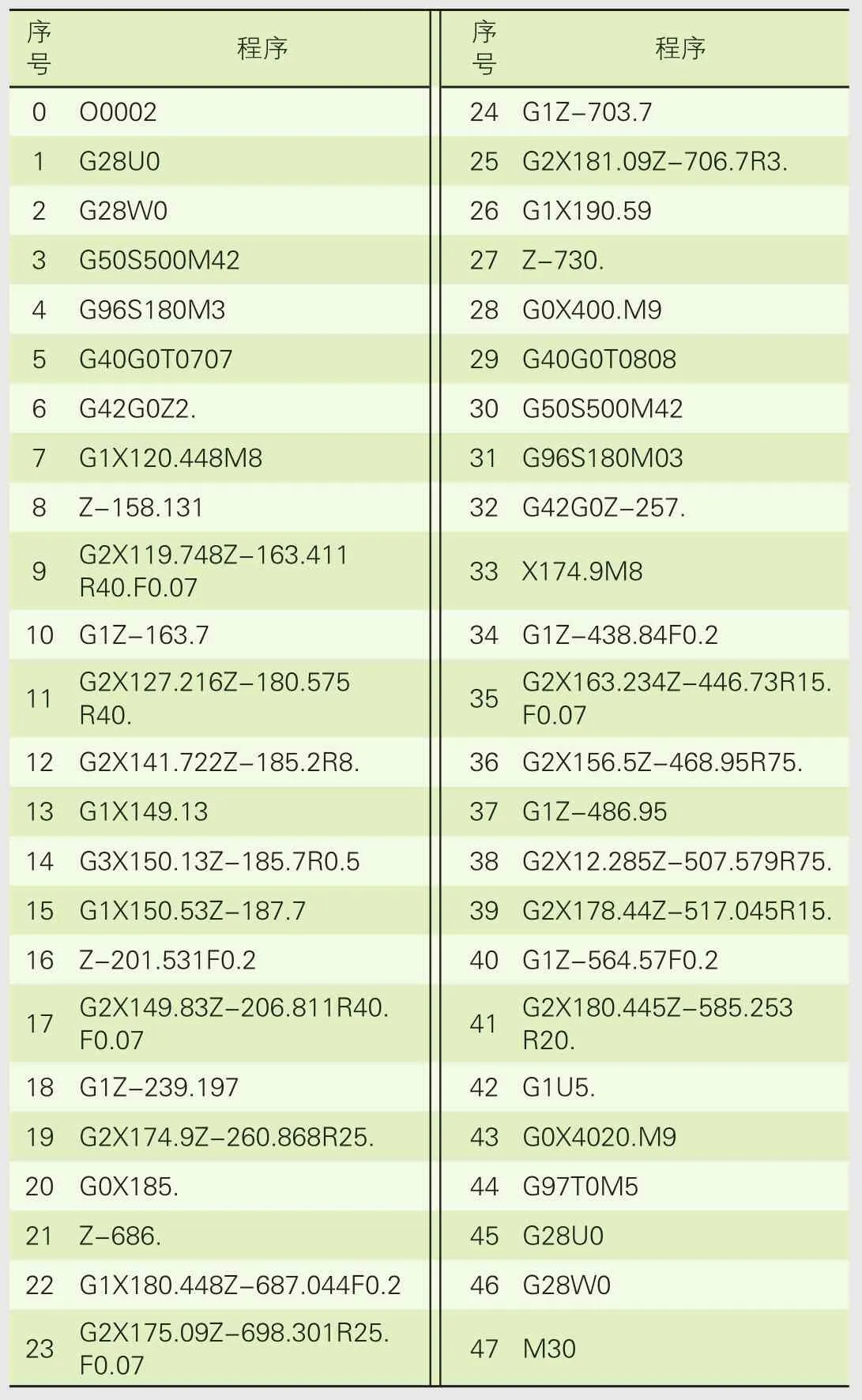
表2 精车加工程序

表3 粗车与精车加工程序
4 结束语
空心车轴加工是传统实心车轴加工的延续和提升,工艺设计时应结合设备、工装合理优化,从可以改变的因素入手,利用和参考以往车轴加工经验,不断进行总结,保证产品质量,提高加工工效。
[1] 薛源顺. 机床夹具设计[M]. 北京:机械工业出版社, 2009.
[2] 崔兆华. 数控加工工艺[M]. 济南:山东科学技术出版 社,2005.
[3] 郑修本. 机械制造工艺学[M]. 北京:机械工业出版社, 2010.
