煤矿机电设备表面涂装预处理工艺的应用研究
2014-10-21王增伟雷鸣
王增伟 雷鸣
摘要:本文主要针对煤矿机电设备涂装预处理工艺进行综合介绍和分析,通过多年煤矿设备生产经验总结,提出了在煤矿机电设备涂装预处理过程中优先采有抛丸处理法的观点,并通过论证和实际的使用情况横向对比证实了,采用抛丸处理工艺确实对延长涂装材料使用寿命、为矿山生产提供更可靠的机电设备具有积极的作用。
关键词:矿用机电设备;表面预处理;抛丸;涂装工艺
1 前言
随着现代采矿业的发展,国家对煤矿机电设备的要求不断提高,其不仅体现在功能上,更重要的是产品的安全性能。矿用机电设备的表层处理对设备的使用寿命和安全性都具有重要的影响。涂料涂装前壳体表面预处理的优劣程度,会影响涂装设备表观质量及涂层使用寿命。本文针对现有表面处理方法存在防腐蚀效果差、存在二次污染等问题,结合多年煤矿机电产品生产经验和其行业特点,提出采用預加热- 抛丸处理- 表层涂装的处理工艺,有效地解决了上述问题。
2 涂层保护性能的影响因素
为了充分发挥涂料对机电设备壳体的保护、装饰作用,壳体的表面预处理质量直接影响着涂装设备质量。
实践证明,大部分的深层缺陷都来自于不良的表面处理,任何涂料在处理不良的表面上都无法发挥其最佳性能,在含有氧化皮、锈蚀、油污的壳体表面涂漆,无论是时间上还是金钱上,都是极大的浪费,高等级的表面处理质量将会延长涂料的使用寿命。
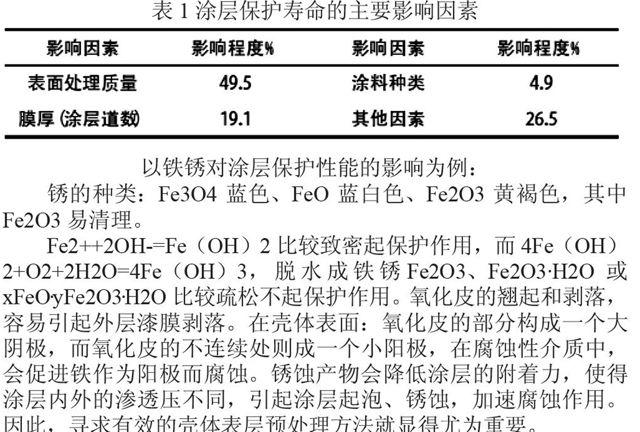
表1 涂层保护寿命的主要影响因素
以铁锈对涂层保护性能的影响为例:
锈的种类:Fe3O4 蓝色、FeO 蓝白色、Fe2O3 黄褐色,其中Fe2O3 易清理。
Fe2++2OH-=Fe(OH)2 比较致密起保护作用,而4Fe(OH)2+O2+2H2O=4Fe(OH)3,脱水成铁锈Fe2O3、Fe2O3·H2O 或xFeO·yFe2O3·H2O 比较疏松不起保护作用。氧化皮的翘起和剥落,容易引起外层漆膜剥落。在壳体表面:氧化皮的部分构成一个大阴极,而氧化皮的不连续处则成一个小阳极,在腐蚀性介质中,会促进铁作为阳极而腐蚀。锈蚀产物会降低涂层的附着力,使得涂层内外的渗透压不同,引起涂层起泡、锈蚀,加速腐蚀作用。因此,寻求有效的壳体表层预处理方法就显得尤为重要。
3 壳体表面预处理工艺
在国标GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》明确规定了作为矿用机电产品壳体原材料钢材的表面腐蚀等级和除锈等级。按照处理方法主要分为化学处理法和机械处理法,其中化学处理法又包括:除油、除锈,磷化,氧化、钝化,发黑,电镀、化学镀;机械处理方法主要包括:手工方法,电动工具,火焰法,喷砂、抛丸。当前,在煤矿机电设备生产领域应用比较多是人工电动工具结合处理方法和化学处理法。
(1)利用人工角向磨光机、钢丝轮进行打磨处理,清除机电产品表面锈斑、飞渣、毛刺等缺陷,然后再进行表面涂装(喷涂底漆,面漆)。此种工艺操作简单、成本较低,但是其存在个体操作的差异性,导致产品一致性较差,产品的性能和品质得不到保障。在煤矿井下潮湿、具有酸碱性腐蚀的工作环境下,涂层很容易就得到腐蚀,使产品的外观和安全性能得不到保障。
(2)采用化学处理方法,对壳体表面进行酸(碱)洗,用于表面除油脂、除锈等,或通过磷化形成磷酸盐转化膜,然后再进行表面涂装(喷底漆、面漆)。采用该方案成本也较低、用工时间较少,但是,由于处理的是设备壳体而不是单纯的基(板)材,化学药品容易渗透到焊缝中去,很难清除,存在二次污染对环境有一定的危害,最终产品的外观和性能也不能得到有效得保障。特别是在煤矿井下,化学药品的残留会加速涂层脱落和表面腐蚀。
4 机械抛丸处理工艺
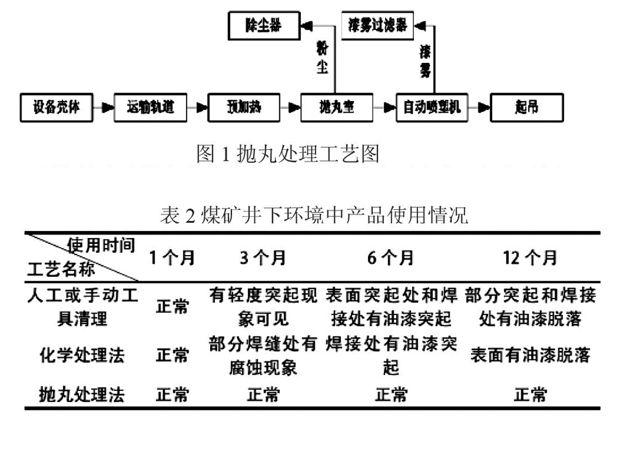
抛丸清理像许多发明一样源于一种自然现象,其原理是利用机械离心式或气动式设备将磨料高速射出,冲击工件表面使其表面氧化皮、锈层、粘砂或杂质剥落,或使其表面形变并产生压应力。其具体的工艺流程如图1 所示:
图1 抛丸处理工艺图
预热是为了抛丸前将壳体升温,除去表面水分、部分油污,然后经过抛丸器将设备表面的氧化皮和锈蚀除去,再进入密闭式的喷漆(喷塑)工作室,进行涂装处理。钢板表面的粗糙度是需要精确控制的重要指标:粗糙度过小,钢板表面平滑,涂层附着力差,粗糙度大,油漆不能覆盖住波峰,易形成点蚀,而且增加油漆的消耗量。必须要控制好以下几个方面:
(1)保持好叶轮转速,不让钢砂抛射速度过快或过慢,并且要控制钢砂的抛丸量。
(2)调整好钢丸和棱角砂的配比。
(3)选择合适的钢丸和棱角砂直径、磨料颗粒度大小。
(4)控制好抛头与钢板角度和距离。
总的抛丸量也是一个重要的因素,如果过抛,不仅会影响到抛丸清理的效率,而且会影响到产品的防护性能,造成表面硬度过高,降低加工性能。如果抛不足,钢材表面质量也就达不到设计要求,合理的抛丸量应该是:实际抛到钢材每平方米上的弹丸为150kg 左右,可以达到清理等级Sa2.5 级。
表2 是我公司分别采用三种表层处理工艺处理产品的实际使用效果记录。
可见,对于煤矿机电设备的表层预处理,采用抛丸处理法相对来说涂装效果要好很多。当然还有很多的像喷丸、喷砂等处理方法,但本文综合考虑煤矿机电产品这一特殊行业,还是推荐使用抛丸处理法,其具有处理工艺简单、防腐效果好、使用寿命长的特点。
表2 煤矿井下环境中产品使用情况
5 结论
本文结合多年矿用机电设备的生产经验及对现场产品的调研、总结,论述了矿用机电设备表面预处理对涂层保护性能的重要性,重点分析了现有矿用机电设备涂装前预处理工艺现状,提出了一种处理过程简单、防腐效果好、使用寿命长的处理方法- 预加热- 抛丸- 喷塑预处理工艺,对于规范现有煤矿机电设备的涂装工艺、提高涂装材料的使用寿命、增加设备的安全性能具有重要的意义。
参考文献:
[1] 国家技术监督局. 涂装前钢材表面锈蚀等级和除锈等级,GB8923-88,1988.
[2] 刘海川,迟鹏.抛丸工艺在桥面工程的应用[J].2010,11.
[3] 宋邦才,闫洁.钢铁件涂装前处理除锈防锈剂的研制[J].材料保护,2004,38.
[4] 赵欣.涂装前处理[J].电镀与精饰,2011,9.
