无菌配制系统所存的问题及其保障措施
2014-10-15申志峰
申志峰
(湖南千山制药机械股份有限公司,湖南长沙410081)
0 引言
药液的配制就是按工艺规程要求把各活性成分、辅料以及溶解成分进行配制,并按顺序进行混合,制成批配制溶液,以待下一步的灌装。配制可以包括固体活性成分的溶解,或者简单的液体混合,还可以包括更为复杂的操作,例如乳化或者脂质体的形成[1]。
无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药[2]。无菌药品从字面上理解首先应该是无菌的,其次应该符合药品安全、有效、均一、稳定的特性,在生产过程中应最大限度降低微生物、各种微粒和热原的污染。无菌药品按生产工艺可分为2类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品[2]。无菌药品中的滴眼剂、小容量注射剂、大容量注射剂、冻干粉针剂在生产过程中都需要经过配制工序,在配制工序的称量投料过程,原辅料会暴露在操作环境中,可以说配制工序是无菌药品过程质量控制的关键,它是直接决定无菌药品质量尤其是非最终灭菌产品质量的关键工序之一。
1 配制工序的污染来源
在配制工序中,原辅料会有一段时间暴露在生产操作环境中,它是引发微生物污染和细菌内毒素污染风险相对较大的环节。无菌药品在配制工序可能会受到的污染来源有下列几种:物料带来的污染、人员操作带来的污染、配制工艺设计不合理带来的污染和配制系统带来的污染等。
1.1 物料带来的污染
原辅料一般储存在非洁净的仓储区,由于物流程序设计不合理,在转移过程中可能将污染物带入洁净区而引起污染,或者原辅料包装的破损会直接导致原辅料污染。
未对原辅料的微生物和细菌内毒素建立控制标准和方法,这些没有经过微生物和细菌内毒素含量检验的原辅料,其质量无疑处于不可控制状态,使用这些原辅料将极大地增加无菌药品生产的质量风险。
在无菌工艺中使用非无菌的原辅料生产非最终灭菌产品,这些不纯正的原辅料直接带入大量的杂质、不溶性颗粒、微生物和细菌内毒素,降低了无菌工艺的可靠性,导致产品质量很难得到保障。
称量用的工器具没有进行灭菌处理,在原辅料接触过程中给原辅料接种上细菌,增加药液除菌过滤前的微生物负荷,间接提高了产品的细菌内毒素含量。
1.2 人员操作带来的污染
人员是无菌药品生产中主要的污染源,有统计显示无菌药品生产过程超过70%的污染来源于人[3]。在药液配制过程,一方面,通过人员对操作环境的污染间接影响产品带菌量;另一方面,在某些生产操作中,操作人员与原辅料或药液可能相互接触,从而直接污染产品。
1.3 配制工艺设计不合理带来的污染
目前,液体无菌制剂配制工艺有浓配-稀配两步法和一步法2种[1]。由于使用的原料含有大量杂质,采用浓配-稀配两步法一般会在浓配工序加入活性炭以吸附分子量较大的杂质。活性炭能吸附杂质也能引起污染,一是活性炭中的可溶性杂质进入药液后无法祛除,污染药液;二是活性炭颗粒极细,容易飞入污染洁净区和净化空调系统,引起整个生产系统的污染。加入的活性炭需在浓配工序进行循环脱碳,循环脱碳管线不易清洗和消毒,容易引起污染和交叉污染。在无菌工艺生产中采用浓配-稀配两步法生产非最终灭菌产品具有较大的质量风险。
1.4 配制系统带来的污染
在无菌工艺中,配制系统直接决定了每一批产品的质量。由配制系统自身带来的污染主要有:配制罐上传动部件的磨损落下的不溶性微粒、润滑和密封油脂的泄漏或渗出物[4]、系统在线清洗不彻底的残留物、在线灭菌不彻底遗留的微生物、系统灭菌后发生倒灌引起的污染等。
2 常见配制系统所存的问题
配制系统一般由不同功能的罐体、搅拌系统、控制阀门、仪表、工艺管线、过滤器、计量系统等组成,它是无菌生产工艺的起点,直接决定着药液的质量和产品的安全,有时也是引起污染和交叉污染的主要途径。在无菌生产工艺中,配制系统如果在搅拌装置、计量方式、药液输送方式、过滤器使用等方面的使用方式不科学,常常容易引起污染和交叉污染,导致系统潜在风险增加。
2.1 搅拌装置
搅拌装置起到将原辅料在分散介质中进行分散混合的作用,目前配制系统常见的方式为上搅拌。上搅拌装置通过轴将搅拌桨和传动电机连接起来,轴与罐体连接采用机械密封,密封机构通常填充石墨作为润滑剂。机械密封在长期使用过程中由于热胀冷缩会出现密封不严的现象,导致润滑剂渗出污染药液,增加药品质量风险,而且这个过程很难通过肉眼观察到。
上搅拌装置的传动轴通常是偏心安装的,因为罐顶中央通常为注射用水的入口,以方便清洗时注射用水喷洒均匀,但是如果使用上搅拌装置,搅拌轴会遮挡一部分喷洒出来的注射用水,在罐壁形成一块注射用水无法到达的扇面(图1),导致这部分罐壁无法清洗,这不符合在线清洗的要求,而且溅出的水流也会影响周围水流的冲击力。采用上搅拌装置,配制间需增加高度以方便上搅拌装置发生故障时维修,因为上搅拌装置维修可能需要将搅拌轴拆卸出来,这就需要配制间有足够高的空间能够取出搅拌轴,这样会增加系统长期运行的费用,并且房间高度太高也不方便清洁和洁净环境的控制。

图1 上搅拌装置不能清洗区域示意
2.2 计量方式
药液配制过程需要按工艺规程,在不同的工艺步骤对药液进行准确计量,传统的配制系统通常采用液位计的方式计量。液位计有玻璃管液位计和新型电磁感应式液位计,通过液面的高低判断罐内药液的容积,它计量精确度不高,通常与药液有直接接触,对制造材料也有较高的要求,而这点在药厂通常会被忽略。玻璃管液位计安装在罐体外面,与配液罐形成连通器以方便观察罐内液面的变化,但是液位计内壁无法喷淋,即在配液罐使用完成后,玻璃管液位计无法进行在线清洗。新型电磁感应式液位计安装在配液罐内部,但是清洗时也会形成无法清洗的扇面。随着制药工艺和设备的改进,在无菌工艺设备上应避免使用液位计。
2.3 药液输送方式
由于工艺需要,配制完毕混合均匀的药液需要输送到下一工序或转移到无菌容器储存,通常我们会用泵作为药液输送的动力。采用泵输送药液,泵前端为正压,泵后端为负压,泵后管线泄漏会将环境中的空气吸入污染药液。如果流量前后不一致,还需增加回流管线来平衡输入和输出的量,例如把药液输送给灌装机。系统使用完毕回流管线需要循环冲洗,不能够形成淋洗[4]效果,会影响系统在线清洗的效果。采用泵输送药液,由离心泵结构和工作原理可知,药液输送残留量较大,而且在灭菌后泵体会残留较多的水,影响产品的质量。由于回流管线将药液输送管线上的过滤器前后联通,导致系统没有明确的无菌界限。如果生产人员操作不当,叶轮可能会发生气蚀现象,而侵蚀下来的金属微粒进入药液,将这样的系统用于无菌药品生产会引起很高的产品质量风险。
3 无菌配制系统的保障措施
采用无菌生产工艺生产非最终灭菌产品,在生产全过程都应防止各种污染的发生,配制工序决定了一批产品的初始质量特性,没有一套先进的无菌配制系统就难以保证药液的质量和产品的安全。无菌配制系统必须具备在线清洗和在线灭菌功能,以保证系统清洗和灭菌效果的重现性,它在设计、安装和零部件的使用上应尽量消除系统内的各种残留,降低系统使用的污染风险。
3.1 搅拌装置
无菌配制系统的搅拌装置应选择下置磁力搅拌器。下置磁力搅拌器通过磁力传动,安装有搅拌电机和搅拌桨的罐底板与罐壁采用焊接的方式连接,搅拌电机和磁力搅拌桨完全隔离,没有润滑剂渗漏的风险,也不用担心因热胀冷缩而引起灭菌蒸汽泄漏的问题。由于下置磁力搅拌器安装在配液罐的底部,清洗时不会因为搅拌轴阻挡喷淋的注射用水而影响罐壁的冲洗,形成无法清洗的扇面区域。搅拌桨一般采用镂空设计,无死角方便系统的清洁,如图2所示。采用下置磁力搅拌器应选择耐高温的搅拌器,尤其是搅拌器的阴阳轴承应能承受高温(135℃以上),以适应在线灭菌和工艺加热的要求,阴阳轴承材质应为化学惰性,无溶出物,不催化药品分解,同时应该经过验证确保其在运行过程中不产生脱落物。
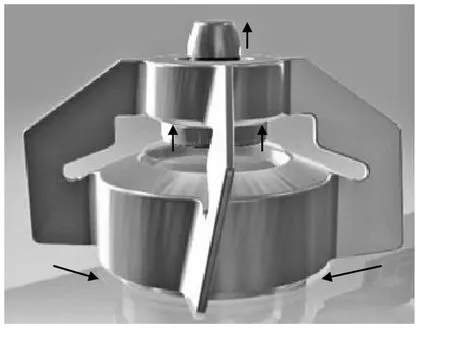
图2 磁力搅拌器内部液流示意图
3.2 计量方式
无菌配制系统的计量方式应首选称重模块在线称量的方式。称重模块安装在配液罐的支腿上,不会对药液产生任何影响,也不影响配液罐的清洗和灭菌。称重模块能够迅速反应罐内重量的变化,计量准确可靠,可以有效地防止漏液跑料事故的发生,完全避免了使用液位计的诸多缺陷。但是,由于传统工艺中,配制工序都是按体积计算的,使用称重模块计量需要对生产工艺进行相应变更,以适应硬件的需要。
3.3 药液输送方式
无菌配制系统应采用无菌压缩气体作为药液输送的动力来源,这样可以有效避免因使用泵作为药液输送动力时系统内药液的残留,解决系统清洗灭菌不彻底和回流管线无法灭菌等一系列问题。采用无菌压缩气体作为药液输送动力,药液在系统内密闭正压运行,产品不会因系统密封等问题受到污染,最大限度地降低质量风险和生产成本。无菌压缩气体应该是无菌、无油、无水、无尘的,但目前还没有一个统一且严格的无菌压缩气体标准,只能参考《GB/T 13277—2008压缩气体》和《ISO 8573—2001压缩气体》制定相应的企业标准和检测方法。
3.4 其他
无菌配制系统对阀门的选型和安装、工艺管线的布局、施工和安装、在线灭菌温度监测点的设置等都有特殊的要求。例如,公用介质分配阀门应优先使用T型阀(图3),以最大限度地降低盲管长度。

图3 T型阀内部结构示意图
无菌配制系统上采取的所有措施,其最终的目的都是为了最大限度地降低系统的残留和使用的质量风险,确保患者的用药安全。
4 无菌配制系统的确认和验证
确认和验证是制药企业基本的质量活动,并且已经成为法规要求。确认与验证的范围和定义有所不同:确认主要针对设备、人员和供应商,而验证则是将经过确认的人员、设备、物料、软件、程序等整合在一起,证明整个工艺或方法能够达到既定目的[5]。无菌配制系统的确认和验证也应符合这一要求。
4.1 确认
用户需求标准(简称URS)在验证中处于最为基础的地位,也是进行其他验证的准绳[6],无菌配制系统的URS编写应结合公司生产工艺的要求、国家相关行业标准法规要求、公用设备设施的要求、公司对系统安装施工、文件、服务和培训等的要求提出具体而详细的标准。设计确认是用户与系统的供应商协商确定无菌配制系统的设计符合用户需求标准。
无菌配制系统的安装确认包括:收集查验无菌配制系统相关技术文件并归档;检查施工人员资质和相关设备设施并形成文件记录;检查无菌配制系统各部件的安装施工;关键部件的材质材料确认和表面光洁度确认;压力测试、管线清洗和钝化确认等活动。
无菌配制系统的运行确认包括按照批准的运行确认方案确认系统各项运行参数符合要求。
无菌配制系统的性能确定,即结合配制系统清洁效果验证、灭菌效果验证、培养基灌装模拟试验和生产工艺验证检查配制系统的各项性能。
4.2 验证
无菌配制系统的验证包括配制系统清洁效果验证、灭菌效果验证、培养基灌装模拟试验和生产工艺验证。通常用无菌生产工艺生产非最终灭菌产品,药液配制过滤后需要保存在无菌储罐内无菌存放一段时间直至产品灌装完毕,企业应该验证产品的最长无菌存放时间。国际制药工程组织(ISPE)在《制药工程基准指南系列——无菌生产设施》中指出,在某些情况下,有必要将除菌过滤后的料液保存在贮罐里,保持无菌状态,然后从贮罐为灌装机供料。如果产品以这样的方式储存,应当验证产品在最长的储存时间内仍保持无菌[7]。
总之,无菌配制系统的确认和验证是药品生产企业验证体系的一部分,它也没有一个严格的划分,确认和验证的范围和程度应根据风险评估的结果确认[7]。
5 配制工艺的选择
目前国内无菌药品生产配制工艺有浓配-稀配两步法和一步配制法2种工艺。采用浓配-稀配两步法工艺通常是由于使用的原辅料不纯,原辅料中夹带不溶性微粒、热原、微生物,这些杂质在制剂工厂很难通过有效的手段除去,目前企业普遍只是简单地在浓配过程中添加活性炭对溶液中的内毒素进行吸附,而且活性炭的吸附效果也没有经过验证。配制过程中添加活性炭通过循环脱碳去除,活性炭可以吸附分子量较大的杂质,如细菌内毒素,但是活性炭中的可溶性杂质进入药液后不易除去,还会污染洁净区和净化空调系统[1],引起污染和交叉污染。
目前,工业发达国家已普遍淘汰了加活性炭浓配-过滤-稀配的传统工艺,而采用不加活性炭的一步配制工艺。一步配制法避免了传统工艺的风险[1]。采用一步配制法的前提是有稳定可靠的无菌原料供应。《药品生产质量管理规范(2010年修订)附录1:无菌药品》第52条指出,应当尽可能减少物料的微生物污染程度。必要时,物料的质量标准中应当包括微生物限度、细菌内毒素或热原检查项目[2]。采用无菌工艺生产非最终灭菌产品,应制定严格的原辅料的微生物限度、细菌内毒素控制指标,以降低生产过程的微生物和细菌内毒素的荷载,降低产品质量风险,目前普遍采用的100 CFU/g的微生物控制指标是不可接受的。
综上所述,在无菌工艺中使用无菌配制系统生产非最终灭菌产品应该采用一步配制工艺,这样更有利于产品的质量控制。
6 结语
基于质量源于设计的理念,在无菌药品生产的开始就采用先进的工艺和设备,是无菌工艺成功的关键和产品质量的有力保障。很多企业往往因重视终端灌装设备忽略配制系统而导致无菌工艺失败,例如采用先进的吹、灌、封三合一设备灌装,而配制系统却不能够实现在线清洗和灭菌,同时使用质量不符合要求的原辅料,在灌装开始前细菌内毒素就已经超标,怎么能生产出合格的产品呢?目前已经出现一次性使用配液系统,无需清洁和灭菌验证,小批量配液使用灵活方便,还有新型活性炭过滤器和超滤工艺也进入配制应用领域,这些新技术、新工艺将促使配制系统的持续革新。
无菌工艺作为产品质量最难控制的制药工艺之一,在工艺设计和设备选型上应考虑整个工艺的完整性,这样才能降低风险,保证生产药品的质量安全。
[1]国家食品药品监督管理局药品认证管理中心.药品GMP指南(无菌药品)[M].中国医药科技出版社,2011
[2]中华人民共和国卫生部.药品生产质量管理规范(2010年修订)[S]
[3]陈西勇,于淑渤,梁宏.无菌药品生产发生微生物污染的因素分析(上)[J].首都医药,2009(3)
[4]周立法.药液配制系统的无菌质量保证措施[J].机电信息,2012(35)
[5]刘禹.制药设备URS、IQ、OQ和PQ的组织和连接[J].医药工程设计,2008,29(3)
[6]田耀华.制药机械URS的概念与要素[J].机电信息,2008(17)
[7]ISPE.制药工程基准指南系列——无菌生产设施[S]