SA-213TP347H与12Cr1MoVG异种钢焊接接头失效分析
2014-10-15孙伟徐祥久陈晓宇
孙伟,徐祥久,陈晓宇
(1.哈尔滨锅炉厂有限责任公司,黑龙江哈尔滨150046;2.机械科学研究院哈尔滨焊接研究所,黑龙江哈尔滨150028)
0 前言
由于铬镍奥氏体不锈钢具有优良的热强性和抗氧化能力而被广泛应用于电站锅炉过热器和再热器部件的高温段,但从结构和经济性上考虑,低温段或是过渡段部分仍会使用低合金钢,这就不可避免地会出现异种钢焊接接头[1-3]。这种异种钢接头的焊接通常是整个部件制造过程中要求最高的关键环节,如果处理不当,也往往成为锅炉运行过程中的最薄弱环节。本文针对某电厂早期失效的异种钢焊接接头进行研究,分析其失效机理,以避免类似泄漏事故的重复发生,保证电站锅炉的安全稳定运行。
1 裂纹描述
该异种钢焊接接头两侧母材分别为SA-213TP347H和12Cr1MoVG小口径管,规格为φ57 mm×4 mm。采用手工钨极氩弧焊,焊接材料为ERNiCr-3,焊丝直径为φ2.4 mm。两侧母材及焊接材料合金成分见表1,原始焊缝焊接工艺参数见表2。
截止裂纹被发现,机组已累计运行24 000 h。图1所示为裂纹所在异种钢焊接接头,对开裂位置管子进行测量,发现两侧管子外径均未增粗,裂纹出现在12Cr1MoVG侧熔合线位置,且在管子整个壁厚方向已贯穿。

表1 材料合金成分(质量分数,%)

表2 焊接工艺参数
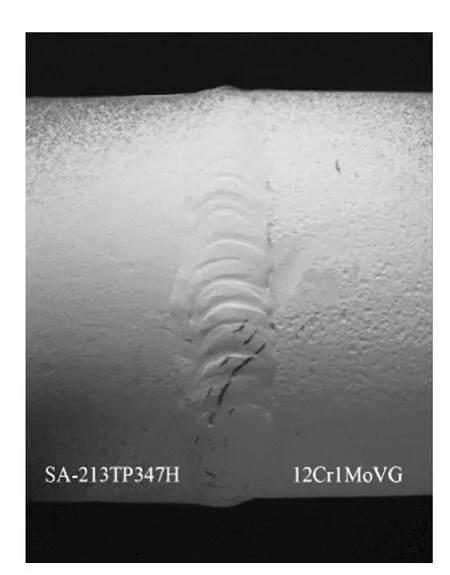
图1 裂纹外观形貌
2 开裂原因分析
2.1 结构分析
该12Cr1MoVG与SA-213TP347异种钢焊接接头为直管对接焊缝,接头位置本身不存在结构突变和拘束,另外在SA-213TP347管子上距此焊缝较远位置存在弯曲部分,锅炉机组运行时焊缝处于相对无拘束的自由状态。
然而,从图2a可以看出,开裂位置焊缝内表面余高较大,最大余高为3.5mm,在焊缝与12Cr1MoVG管子内壁之间形成120°夹角。通过对该焊接接头内部检察发现,整条环缝除裂纹出现位置外,其余部分焊缝内表面成形均匀一致,且余高均不超过1 mm(图2b)。从焊缝表面形貌上观察,该开裂位置在焊接起弧点,同时又是搭接收弧点。因此,开裂位置焊缝背面余高过高,使母材与焊缝之间出现结构突变,在突变位置会出现应力集中,这是使焊接接头产生裂纹的一个原因。
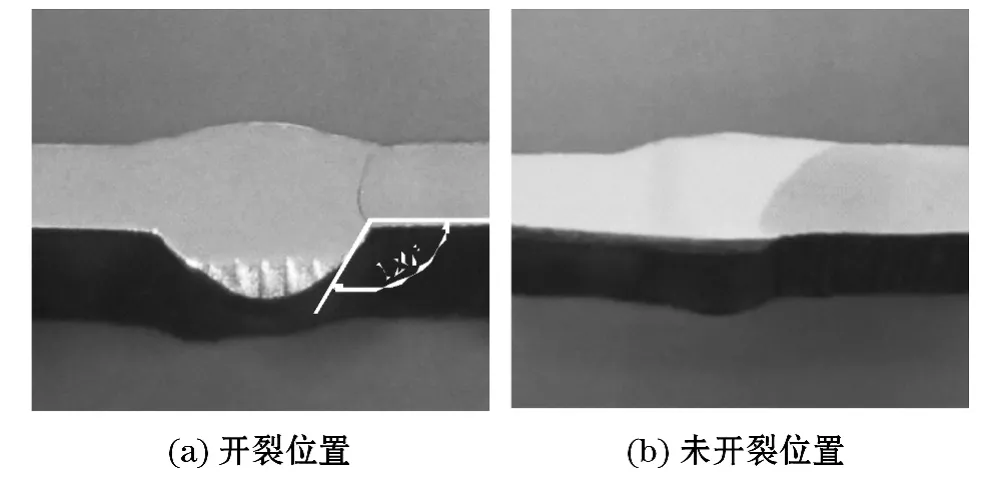
图2 裂纹所在焊接接头截面
2.2 组织分析
图3为裂纹微观形貌。通过对试样进行金相观察,可以看出12Cr1MoVG的组织为珠光体+铁素体,焊缝组织为奥氏体+铁素体,SA-213TP347H为奥氏体组织,金相检查未发现母材和焊缝组织异常。裂纹内部充满了氧化物,为裂纹产生后高温蒸汽氧化所致。
图3b所示为裂纹尖端SEM照片。裂纹出现在HAZ和焊缝相熔合的界面上,同时裂纹的扩展也是沿着该界面方向进行的,裂纹始终未向HAZ和焊缝内部扩展。在未开裂部分中未见任何孔洞,该裂纹的产生不符合空位开裂的蠕变断裂理论,可以判定该裂纹不是由于蠕变失效而引起。
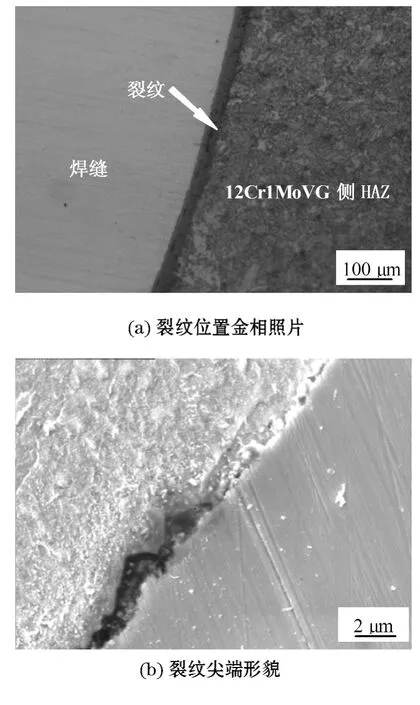
图3 裂纹微观形貌
2.3 化学成分及能谱分析
根据表1可知,发生失效焊接接头两侧母材及所用焊接材料化学成分均符合要求,且有害元素P、S含量均较低。
通过对裂纹位置进行能谱分析,发现裂纹两侧,即12Cr1MoVG侧热影响区和焊缝各主要化学组成元素分布均匀稳定,母材与焊缝过渡区连续,不存在明显的元素析集区。图4所示为断裂位置的EDS线扫描结果(仅示出了Fe和O两元素的分析结果),可以看出,在裂纹位置Fe和O元素出现明显波动,这主要是由于裂纹位置存在大量Fe的氧化物,但这些氧化物是在焊接接头失效后由高温蒸汽氧化而产生,不是焊接接头开裂的原因。
2.4 断口形貌分析
图5所示为裂纹所在位置断口形貌,由于高温蒸汽的氧化作用,原始断裂面已消失,断口表面已被一层铁的氧化物覆盖,很难从断裂面的显微形貌分析其断裂原因。
2.5 硬度分析
图6为裂纹两侧区域显微硬度测试结果,从图中可以看出,在熔合线两侧,无论焊缝还是12Cr1MoVG侧HAZ硬度值均比其它区域略高。这与镍基焊接材料对碳在异种钢焊缝界面迁移的抑制作用,使碳元素在熔合线附近区域富集,以及焊接热影响区的硬化作用有关[4,5]。
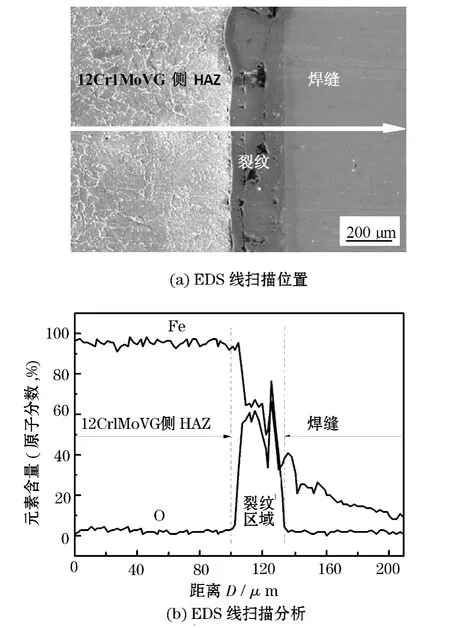
图4 裂纹能谱分析
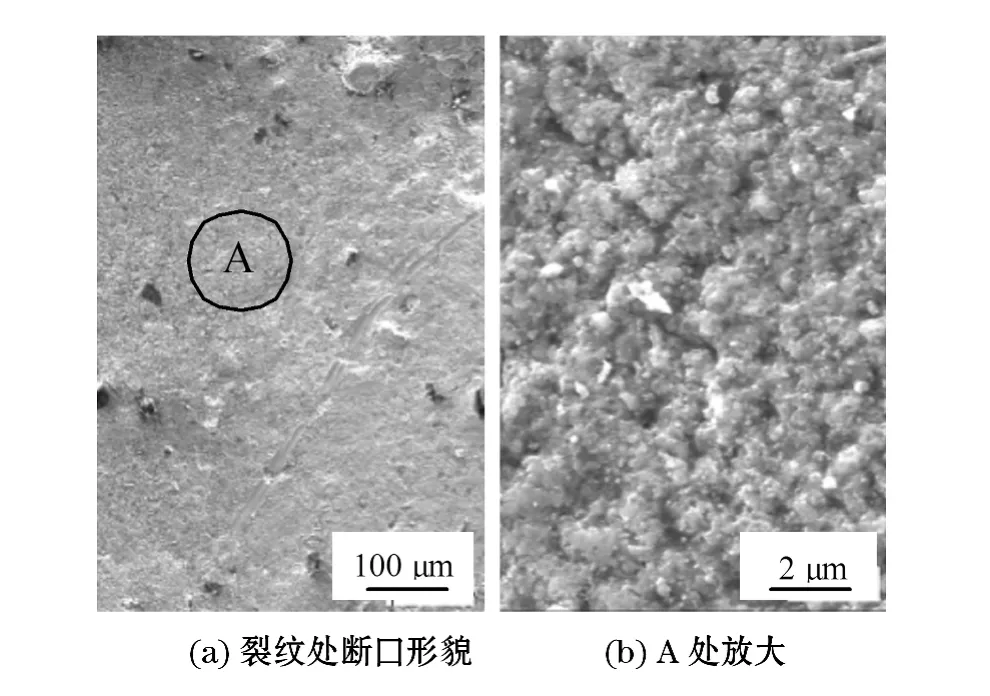
图5 断口形貌
然而,无论母材、HAZ还是焊缝,其硬度均在较理想的范围内,测得的硬度最大值为277 HV。这说明用于完成此焊接接头的焊接工艺合理、参数恰当,焊接接头未出现明显硬化区。
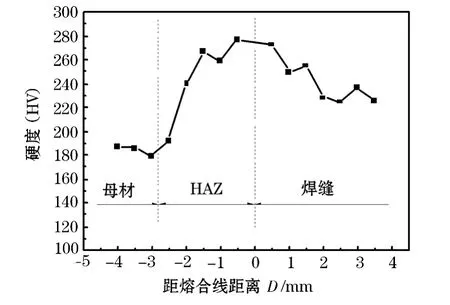
图6 裂纹附近区域硬度分布
2.6 强度分析
对裂纹所在焊接接头无裂纹部分进行拉伸试验发现,焊接接头两试样均为韧性断裂,抗拉强度分别为606 MPa和608 MPa,均高于两侧母材标准抗拉强度的下限值。拉伸试样断裂发生在12Cr1MoVG一侧管子母材上,这与12Cr1MoVG抗拉强度比SA-213TP347H略低相吻合。
综上所述,在制造过程中焊接操作不当,焊缝背面局部余高过大,产生较大的应力集中;同时,该焊接接头还承受着由设备启停、内部介质波动等引起的交变应力作用。锅炉机组运行过程中,在这些不利因素综合作用下,异种钢焊接接头位置将会产生一定的疲劳载荷,当这些作用达到一定限值后,便会在应力集中最突出的部位形成裂纹,随着时间的积累,裂纹沿着焊接接头的相对薄弱区域不断扩展,最终形成贯穿性裂纹,使焊接接头失效并发生泄漏,造成机组停机。
3 结论
(1)12Cr1MoVG与SA-213TP347H异种钢焊接接头由手工氩弧焊焊接而成,焊缝背面局部余高达3.5 mm,局部应力集中是产生裂纹的直接原因;
(2)焊接接头的微观组织、化学成分、抗拉强度和显微硬度均未发现异常,应用于该焊缝的焊接工艺参数合理;
(3)锅炉机组运行过程中的设备启停、内部介质波动等引起的交变应力是裂纹产生的诱发因素,并对裂纹扩展有促进作用;
(4)在锅炉产品制造过程中减少手工操作,提高焊接机械化、自动化程度,加强焊接质量控制,是减少类似泄漏事件发生,保证异种钢焊接接头的长期安全服役的有效途径。
[1]马文姝,白凤臣,伞国安.锅炉异种钢管焊接接头焊缝稀释率试验[J].焊接,2006(10):27-30.
[2]张哲峰,王文先,洪卫.TP347H钢焊接接头微观组织及断口形貌分析[J].焊接,2006(11):40-43
[3]张学鹏,王萍.HR3C焊接接头700℃长期时效后的组织与性能分析[J].电焊机,2010,40(2):117-120.
[4]杨厚君,章应霖,曹晟,等.异种钢焊接接头碳迁移试验现象的分析[J].焊接学报,2001,22(2):89-90.
[5]张文钺.焊接冶金学(基本原理)[M].机械工业出版社,1999,185-209.