基于模糊PID控制螺杆余热发电技术在100 t转炉中的应用
2014-10-13王岚潇刘宇飞邵国立李明韩明远
王岚潇 刘宇飞 邵国立 李明 韩明远
(安阳钢铁股份有限公司)
0 引言
转炉余热发电是钢铁厂提高生产效益,节约能源,实现可持续发展的重要途径。余热发电系统是一个相互关联的复杂控制系统,由于其热源为转炉汽化蒸汽,受转炉生产状况的影响较大,与一般带有燃烧系统的电站相比具有很大的特殊性。转炉在生产时,汽化蒸汽流量波动大,传统的PID控制方法虽然简单和实用,但在实际应用过程中,使用效果并不理想。而模糊控制可不必精确了解对象的情况,并且具有动态响应好,上升时间快,超调小的优点。但是模糊控制对输入变量的处理是离散的,并且没有积分环节,因此最终必然存在稳定余差,甚至在平衡点附近出现小幅振荡,控制精度不是很高。若把模糊和传统PID两者有效的结合起来,既可以有模糊控制的动态响应好,上升时间快,超调小的优点,又有PID控制精度高的优点,从而达到精确有效的控制预期目的。在原设计蒸汽流量控制基础上,将模糊控制直接用于转炉余热蒸汽控制系统中,利用模糊智能控制理论和经典PID控制理论相结合方法,充分体现模糊控制适用于非线性、时变、滞后系统的好处,使该系统不仅适应了转炉工况变化,而且也保证螺杆机的平稳运行。
1 概况
安钢第一炼轧厂有100 t顶底复吹炼钢转炉一座,内设100 t转炉汽化冷却装置系统。转炉除尘采用OG法,由转炉炉口排除的炉气温度约为1560℃,转炉汽化冷却装置出口即一文入口烟气温度要求约为800℃ ~1000℃。设置转炉汽化冷却装置的目的是收集转炉冶炼过程中的高温烟气并将其冷却下来,以便满足下一步除尘及煤气回收的要求,保证炼钢的安全生产,同时产生大量饱和蒸汽。由于利用饱和蒸汽的渠道和设备制造工艺不足,以及难以解决蒸汽波动技术问题和长距离输送损耗大的问题,这部分蒸汽没有得到充分利用,有很大一部分外排浪费掉,变相增加了转炉生产成本。转炉汽化系统是一个多变量、强耦合、非线性、大滞后的复杂系统,汽化系统所产蒸汽难以用传统控制方法达到要求,这对于转炉汽化蒸汽的有效使用十分不利,采取模糊PID来控制蒸汽流量的方法可以很好地解决这一问题。
2 螺杆余热蒸汽发电原理及系统组成
2.1 设备组成及工艺流程
安钢第一炼轧厂100 t转炉余热蒸汽发电系统,主要设备组成:螺杆膨胀动力机、斯坦福低压发电机、润滑及冷却系统、水冷却循环系统和调速控制系统等。蒸汽从蓄热器外供管道上取,蒸汽流量控制采用调节阀门控制,这种调节方式是目前国内低温余热螺杆机组普遍采用的调节控制方式,控制功能简单且安全可靠。具体工艺流程如图1所示。
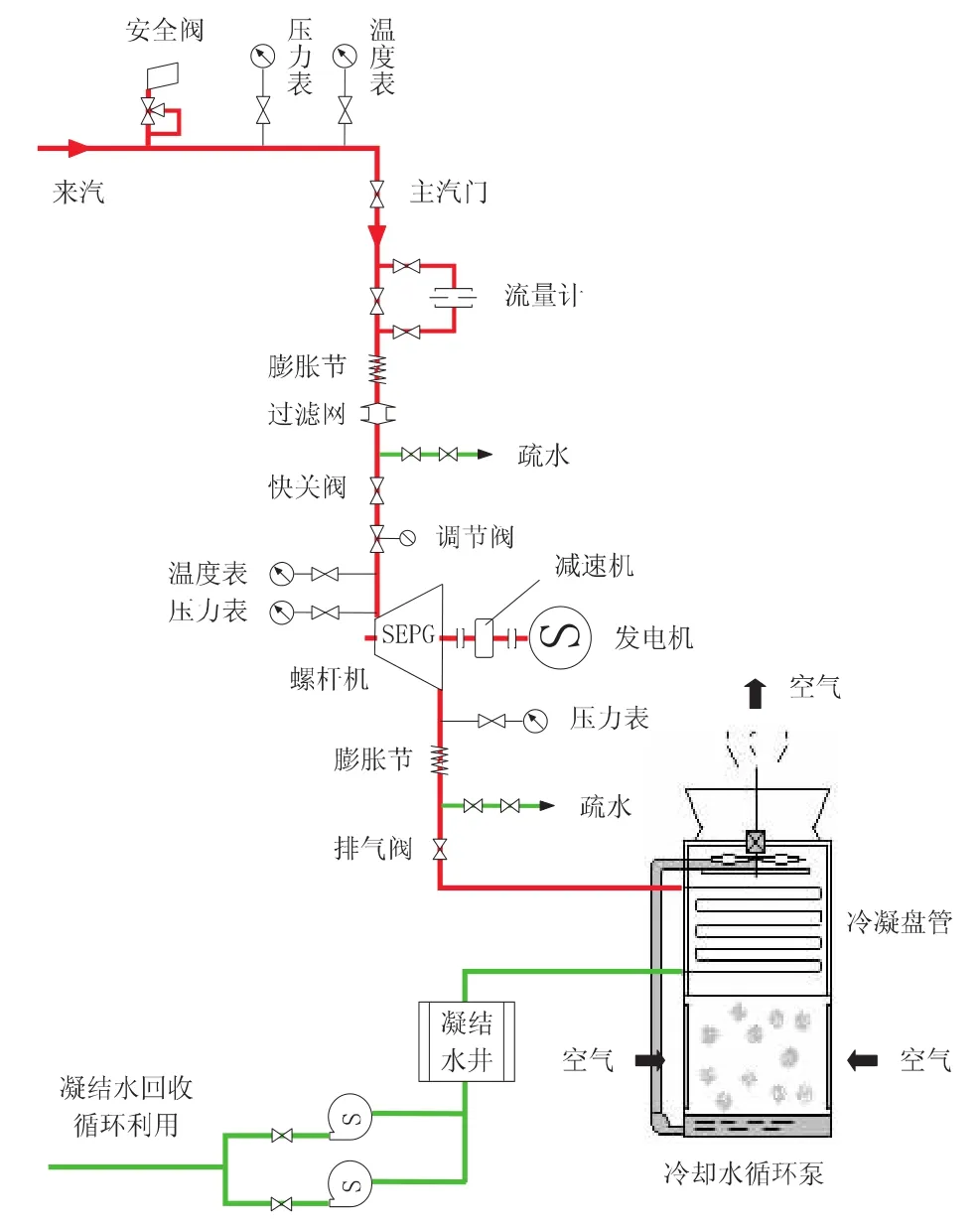
图1 螺杆发电系统工艺流程
转炉汽化系统产生的饱和蒸汽经过安全阀、流量计、快关阀,调节阀等进入螺杆机,蒸汽在螺杆机内膨胀作功,最终进入冷凝系统,冷凝成90℃左右热水,冷凝水泵将冷凝水从冷凝器内抽出,送至除氧器或送至汽化补水池,经过除氧进行再循环。根据蒸汽量的统计计算,螺杆膨胀动力发电机组设计参数如下:额定装机容量800 kW,采用单机发电,输出电压380 V,输出额定电流1440 A,采用低压并网。并网柜设置在转炉低压配电室,并网变压器为转炉1#吊车变压器。
斯坦福发电机采用无刷自励发电机,由于转炉汽化的热力参数变动因素较多,且压力、流量、温度在一定周期内波动剧烈,因此发电机配置反应时间不大于0.1 s的自动调节励磁装置。主机定子采用的是ABB公司的AS440 AVR,AVR是调节励磁机磁场励磁电流的控制装置。AVR根据来自主定子绕组的电压感应信号做出反馈,通过控制低功率的励磁机磁场,调节励磁机电枢的整流输出功率,从而达到控制主磁场电流的要求。
2.2 螺杆膨胀机原理及技术特点
螺杆膨胀动力机是一种低品位热能动力机,它能够回收低品位热能并直接驱动发电机转换能量,是一种在当前能源利用领域重大突破性的新型动力机。基本构造是由一对螺旋转子和机壳组成的动力机。流体进入螺杆齿槽,压力推动螺杆转动,齿槽容积增加,流体降压膨胀做功,实现能量转换。在螺杆机控制系统中,螺杆机控制分为转速控制和功率控制。螺杆机初始启动时,转速控制起作用,通过调节进气量的大小,调整螺杆机的转速使其达到1500 rpm,并保持稳定。并网成功后自动切换成功率控制。其基本原理都是采用PID方式调节螺杆机进气阀门,控制蒸汽流量达到预定目标。螺杆机的技术特点有以下几点:
1)启动力矩大,作为原动力可直接驱动发电机,且能承受较大的冲击荷载。
2)蒸汽在机内流速低,无其他能量损失,机组效率高,蒸汽参数或流量的波动仍能维持较高效率。
3)它是一种容积式的全流动设备,能适应过热蒸汽、饱和蒸汽、汽水两相流体和热水工质。
4)在热源参数、功率及热负荷50%变化范围内,能保持平稳工作且较高运行效率。
5)因为螺杆与螺杆、螺杆与机壳的相对运动能限制污垢的生长,具有自清洁能力,机组对蒸汽品质要求不高。蒸汽参数:0.15 MPa ~3.0 MPa,温度低于300℃。
6)单机功率在50 kW~800 kW,设备紧凑,占地少,工程施工量少,大修周期长,可实现无人值守。
2.3 电控系统组成
控制系统采用SIEMENS S7-300的主机站。根据整个螺杆机的控制需求及I/O点数要求,选用了CPU314C-2DP作为主控CPU,除了CPU外,在主机架上还有CP343通讯模块,这个模块的作用是负责与交换机的连接,从而实现与OPC服务器之间的通讯,实现数据的交换。该系统具有自动校准同期并网功能,可实现发电机自动跟踪电网电压。目前低压并网发电属常规成熟技术。并网送电后,电能直接输入企业的电网,驱动各种用电设备,并网不会对电网的供电品质带来任何不良影响。动力机如遇突发事件,发电机系统的安全保护装置能与低压网自动分闸,确保低压电网和发电机的安全运行。
3 PID控制器的建立
3.1 PID控制器系统构成
根据螺杆机的控制原理及生产工艺要求,可得到组成蒸汽流量模糊PID控制系统结构图(如图2所示)。系统根据设定的流量与检测反馈回来的实际流量进行偏差计算,根据偏差和偏差变化率进行模糊化处理及建立模糊推理,根据模糊子集的关系,得出在一定偏差及偏差变化率的量值内的△P、△I、△D值,然后,与传统PID控制参数的值相加,得出整定好的KP、KI、KD三个控制参数用于蒸汽流量PID控制,控制阀门的开度,进而控制流量变化,使其趋于稳定,达到设定的流量值。
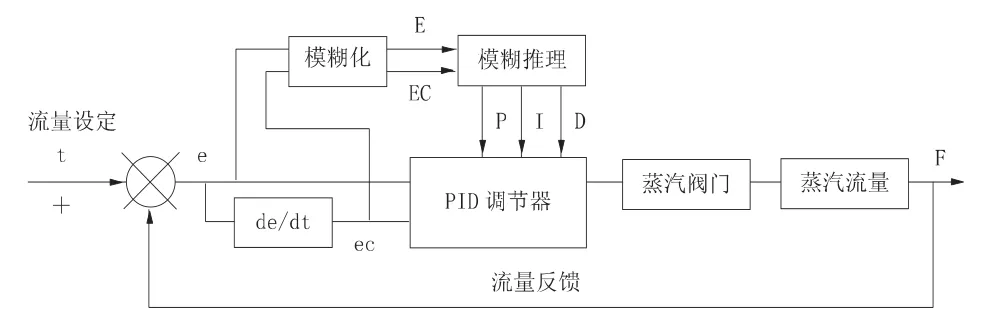
图2 蒸汽流量模糊PID控制系统结构图
3.2 模糊PID控制参数建立原则
由于螺杆机蒸汽流量控制的非线性、参数时变性的特点,考虑到在发电过程中,涉及到针对如此复杂的控制对象过程,不论是在线控制还是以离线研究为目的的数学模型,都必须进行合理的简化[1]。转炉蒸汽流量控制本身是滞后的、未知的和时变的,要想对螺杆机蒸汽流量控制进行简化,需把控制变量简化为单输入单输出系统,把阀门的开度作为控制输入量,把蒸汽流量作为被控制量。在实施过程中结合了现场的生产设备和工艺条件,并且根据项目中使用的PLC控制器来建立控制模型。考虑到在实际生产中的应用,为避免对生产造成很大的波动,在PLC程序编制过程中,进行模糊处理时,进行了参数的简单化,同时对模糊子集及模糊推理也进行了简单化处理[2]。在程序中,只把蒸汽流量设定作为输入,而把实际的蒸汽流量作为控制输出反馈送入PLC中进行比较,得出蒸汽流量偏差及计算得出蒸汽流量偏差变化率,以简单的分段条件跳转语句来进行ΔP、ΔI数值的给定。在编写控制程序时,考虑到如果采用偏差及偏差变化率来作为条件进行判断跳转程序,则会产生大量的条件跳转语句及大量的数据变量。因此,在实际的编程应用时,对程序进行了简化,只通过判断偏差来进行跳转,并产生相应的 ΔP、ΔI数值。
4 系统设计及应用
4.1 控制系统硬件
根据转炉生产的要求与工艺流程的特点,控制系统的配置使用PLC控制系统,对参与联锁和控制的生产设备的工艺过程进行集中监控。从系统总体结构上,考虑以一体化的控制系统结构,构成一个功能分担合理、层次清晰,集生产管理、过程控制为一体,安全、高效、开放的控制系统,并为生产部门将来采用新工艺改造、新技术及提高劳动生产率等方面提供必要的基础。因此螺杆机蒸汽流量控制不论是传统PID控制还是采用模糊PID控制,在硬件设计上都是应用PLC硬件来完成,因此,在硬件选择上,就利用项目中已有的PLC设备来进行模糊PID控制的实验,做到不需要投入新的成本而完成模糊PID控制在螺杆机蒸汽流量控制中的应用。
在该项目的配置上,设1台工程师站、1台操作员站,负责硬件下载、软件编制、完成人机界面的监控操作,由生产系统的控制设备及工艺流程进行集中控制、操作和监视。控制系统采用西门子SIEMENS S7-300系列的主机站。根据整个螺杆机的控制需求及I/O点数要求,选用了CPU314C-2DP作为主控 CPU,除了 CPU外,在主机架上还有CP343通讯模块,这个模块的作用是负责与交换机的连接,从而实现与OPC服务器之间的通讯,实现数据的交换。
4.2 流量数据采集
现场流量数据采集使用E+H公司差压流量计,使用标准孔板换算流量,计量准确度不太高,但可以满足要求,其最大的特点是抗干扰、抗恶劣环境,适合冶金工业现场使用;而且不须再加开方器等元器件,可直接输出4 mA~20 mA标准信号,到PLC中再做压力流量的线性变换即可得到流量实时值。在输出控制上,采用普通的模拟量4 mA~20 mA输出模块6ES7 332-1HF00-0AB0进行输出控制,用于控制蒸汽阀门的开度调节。
4.3 程序设计
按照STEP V5.2的编程方法,组织块OB1为主执行块,其他FC、FB都在OB1中调用;PID控制功能是软件的固有模块,使用FB41系统功能块。在本系统中,流量控制程序不从组织块OB1中调用,而是从中断组织块 OB33中调用,因为 OB33为500 ms中断,这样保证有足够的循环扫描周期,因此在FB41的循环时间设定参数中,也规定为500 ms。程序中编制了一个专用的模糊控制功能块FB100来实现模糊控制器的功能,并且为这个功能块配置了一个背景数据块DB100,可以实现相关数值的初始化,同时存储目标流量、反馈流量等参数。整个模糊控制器的功能块由三个功能FC100~FC102来完成,其中FC100完成流量偏差e的计算;FC101根据得到的流量偏差值进行模糊化处理也就是数据判断,并且产生程序跳转变量;FC102根据FC101中产生的跳转变量直接给出△P、△I值,并进行相加处理,得到不同偏差值下及不同时刻下的KP、KI参数,同时把这两个变参数送到FB41中作为控制量,来调节螺杆机蒸汽流量稳定。FB41是STEP7 V5.2开发软件中自带的PID调节功能块,可以在程序中直接调用。在实际应用时,为了保证生产的安全,对PID的输出进行了限幅处理,对蒸汽阀门的开度限定在5%~98%的范围内。
在具体的控制某个量之前,根据冶炼时间,蒸汽流量控制数据在整个生产过程由以下三个阶段构成,这些需要在PLC中计算时间后预先设定。
1)手动开机时,蒸汽流量手动调节,以每次0.05%的开度进行。
2)开机后提速时,设定转速控制,转速为1500 rpm。
3)并网后,设定发电功率。
在初始阶段,还需要手动启动螺杆机,启动后切入转速控制,使螺杆机速度达到合适的设定速度;还需要检测流量是否上来,判断螺杆机管道情况,如有异常,PLC要给出报警,让生产人员确认情况。
5 应用效果
5.1 系统实现了快速稳定调节
模糊PID控制程序在PLC中来实现,其方法就是采用变参数的模糊规则来实现的。实际应用中转炉吹炼时,产汽速度达到73 t/h~85 t/h,冶炼周期平均产汽速度为20 t/h~28 t/h。实际流量的监控跟踪上升下降阶跃时模糊PID控制曲线如图3所示。

图3 流量上升下降阶跃时模糊PID控制曲线
由图3可以看出,正反超调流量也不到3 t/h,满足了生产工艺的要求;当设定流量值由0变为70 t/h时,系统用时大约6 s~7 s,就能把蒸汽流量稳定在设定值上下2 t/h的范围内。当设定流量值从高变为30 t/h时,系统也能很快调整到位并且保持相对高的稳定效果。可以说系统基本上实现了快速的、稳定的调节,达到生产工艺的要求,比传统PID控制要优越。
5.2 遏制了蒸汽压力的扰动
转炉汽化系统虽然有蓄热器保压,但蒸汽压力也只能保持一定范围,气源自身压力仍有一定波动;同时,冶炼工况的不确定因素较多,它们的变化都会反映出压力的变化,从而使控制系统处于一种不稳定状态。在同样的压力变化的工况下,由于PLC中的模糊PID控制程序具有根据流量偏差来自动修改PID控制参数的功能,模糊PID控制器在控制过程中,PID参数在控制系统中不停的会根据流量偏差及偏差变化率进行改变,所以能够使模糊PID控制器适应多种工况下的生产情况,并且控制系统的调节会根据不同的情况给出不同的控制参数,从而使控制器具有了良好的适应性,大大提高了系统的适用能力,具有良好的鲁棒性,所以如果蒸汽压力降低,会导致流量快速下降,同时偏差会变大,输出的比例值也会自动增加,积分参数也会根据经验数据自动进行调节,流量控制的调节就会变得非常迅速,整个调节会很快速的跟上压力的变化,更快速的调节阀门的开度,来稳定流量值,从而得到较好的流量范围。
5.3 经济效益
按螺杆动力机年运行小时数8000 h计算,年发电量可达到200万kW。同时减少了二氧化碳的排放,达到了投资回收期短的优点。
6 结语
通过PLC程序来实现的模糊PID控制器,对模糊规则进行了简化。采用模糊PID控制后,流量控制系统动态特性好,能更快速地趋于稳定,而且超调值也大大缩小;抗干扰能力强,适应转炉工况变化,保证了螺杆机运行的平稳。螺杆发电系统的应用,不仅解决了蒸汽放散浪费问题,还直接降低了转炉生产过程中的动力电耗和软水消耗,节约了炼钢成本,达到了节能效果,在同行业中具有极大的推广和应用价值。
[1] 吴振顺,姚建均,岳东海.模糊自整定PID控制器的设计及其应用.哈尔滨工业大学学报,2004,36(11):11-16.
[2] 赵慧,韩俊伟,曾祥熔.一种新型的模糊控制器设计方法.黑龙江自动化技术与应用,1999,18(5):27-29.
