进油管打扁模具设计
2014-10-12中国南方航空工业集团有限公司湖南株洲412002付志英
中国南方航空工业 (集团)有限公司 (湖南株洲 412002) 付志英
图1所示油管与左右管接头以及支架焊接而成。油管弯曲后长度约240 mm,形状不规则。油管直径13 mm,与右边管接头相联的一端在本工序需打扁成7 mm厚的矩形,宽度方向尺寸没有要求为自然成形。矩形方位与右边的管接头端部的平面平行,且关于右边的管接头中心轴对称。

图1 零件示意图
1.方案1顶杆结构
(1)方案1 顶杆结构如图2所示。

图2 方案1顶杆结构
(2)方案1的模具工作过程 零件由定位块7的槽定位,并支靠在支靠板6上,上冲头11随着机床滑块下行,成形零件上表面,当限位块9上端面碰到上模板10下端面时,零件上表面成形完毕。此时启动机床缓冲器,带动下冲头13、顶杆14往上运动,成形零件下表面,当顶杆14下平面与下模板4下平面平齐时,零件下表面成形完毕。
2.方案2杠杆结构
(1)方案2 杠杆结构如图3所示。

图3 方案2杠杆结构
(2)方案2模具工作原理 零件由定位块10的槽定位,并支靠在支靠板9上,上模下行,当上冲头13下表面接触到被冲零件上表面时,下冲头8上平面也刚好接触到被冲零件的下表面。上模继续下行,压力机产生的力,通过上冲头13作用于零件上表面,通过杆15和连杆16传递给下冲头8并作用于零件下表面,这样在上冲头13和下冲头8的作用下,零件上下表面同时产生变形。当限位块12上表面接触上模板14下表面时,被加工零件的上下表面打扁成形完毕,并保证了所需尺寸。
3.方案3斜楔结构
(1)方案3 斜楔结构如图4所示。

图4 方案3斜楔结构
(2)方案3模具工作原理 被加工零件放在卡块7上定位,同时由挡块2辅助定位,并由螺钉6压紧。斜楔9随上模下行,当斜楔9的斜面接触滑块13的斜面时,上模再下行,则滑块13产生水平方向的位移,零件产生打扁变形。当斜楔9下行到一定距离,斜楔9的竖直面接触滑块13的竖直面时,滑块13不再发生水平方向的位移,零件成形完毕。当斜楔9下平面接触限位销10上平面时,上模不再往下运动。上模上行,弹簧14推动滑块13复位,可将成形后的零件取出。为了使斜楔9的斜面能接触到滑块13的斜面,且能使零件满足尺寸要求,并防止斜楔与零件发生干涉,要对模具的工作行程进行计算,并设置限位装置。
4.成形方案比较及方案确定
(1)采用方案1成形缺点 如图2所示在成形零件上表面时,滑块13下平面与螺钉6下平面齐平,零件有一部分材料会被带入到滑块13上表面与螺钉6所形成的腔体中,当滑块13再往上运动时,会产生2次成形,零件容易产生表面缺陷。
(2)采用方案2缺点 零件尺寸较长,致使模具结构较高,成本增加。
(3)方案3的优点 采用斜楔结构可使零件两表面同时受力变形,成形可靠。考虑到零件尺寸较长,将零件由竖直摆放改成水平放置,使模具能很好地让开零件,缩小了模具尺寸,降低了模具成本。在工艺方面,方案1和方案2进油管为先打扁后焊接左右管接头及支架,模具上设计一个斜面与进油管接触,但定位并不精确。方案3改进了工艺,先将进油管与左右管接头及支架焊接后再打扁,利用右管接头上与打扁方向平行的两个平行面定位,进油管上的斜面辅助定位,使被加工零件定位更准确。
经过比较,采用方案3的斜楔结构构对零件进行成形。
5.斜楔结构模具工作部件设计
(1)工作行程 被加工的管子,成形前直径为13 mm,对称的两个表面打扁后宽度为7 mm。管子水平方向成形行程为 (13-7)/2=3 mm。为了方便管子放入和拿出模具,在成形初始时,使对称的两个滑块水平方向距离为19 mm,成形结束时水平方向距离为7 mm,则对称的两个滑块水平方向工作行程是(19-7)/2=6 mm(见图5)。

图5 斜楔结构工作部件设计
(2)滑块斜楔的设计 预设滑块斜面的角度为20°,由上述分析滑块可知,水平方向的工作行程是6 mm。则斜楔水平方向倒角取6 mm(见图5)。从斜楔斜面开始接触滑块斜面,到斜楔竖直面与滑块竖直面贴合,完成水平方向的行程。这时斜楔再往下运动,不再对滑块产生水平方向的作用力。
(3)限位销的设计 为了使斜楔斜面能与滑块的斜面接触,且保证水平方向的行程要求。对滑块的初始位置必须进行限制,为此设计了限位销。限位销水平方向的位置应保证:滑块水平初始位置与限位销相切时,斜楔6 mm的倒角起始线应与滑块、限位销相切线共线,且此时两个滑块之间的水平距离为19 mm。同时,为了防止斜楔下行到最终位置时不压到零件不加工表面,限位销的上部高出底板20 mm(见图5)。
(4)弹簧的设计 零件成形后,上模上行,滑块在弹簧作用下进行复位,复位行程是6 mm,弹簧需要有一定的预压量来克服滑块的摩擦力。
滑块质量为0.77 kg。
选用1 mm×14 mm的弹簧,确定其自由长度。
查弹簧标准GB 2089—1980:当弹簧工作极限负荷为26.1 kN时,弹簧每一圈的变形量是7.16 mm,则要产生7.7 kN的力,弹簧的变形为7.16×0.77/2.61=2.1 mm,这个为弹簧的预压变形。则弹簧的总变形为2.1+6+3(修模)=11.1 mm,设置弹簧的压缩量为总长的25%,则弹簧的总长为11/0.25=44.4 mm,取45 mm。
(5)底板滑块的配合设计 滑块在底板中滑动,为了使滑块受力时不会倾倒,在底板上开T形槽,滑块的底部也加工出T形,并采用间隙配合。
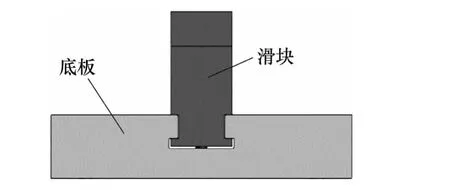
图6 底板和滑块的配合设计
6.结语
本文中的零件属于对称成形,同时尺寸较长,形状复杂。模具设计注意零件摆放、定位和成形方式,使其对称的两边同时参与成形,以防止产生成形缺陷,并减小零件成形部位以外的外形对模具结构的影响,降低模具成本。