螺纹丝锥的测量
2014-10-12陕西汉江机床有限公司汉中723003董志昂
陕西汉江机床有限公司 (汉中 723003) 董志昂
我公司生产两种数控螺纹丝锥磨床,丝锥磨床出厂合格检验的判定标准之一就是磨削丝锥的合格与否,因此对丝锥的检验测量同时是对机床的性能检验。
1.螺纹丝锥的用途
螺纹丝锥用于加工螺纹孔用,加工速度较快,加工精度高,排屑较好,对中性好,适合于加工通孔螺纹孔和盲孔螺纹孔。
2.螺纹丝锥的分类
按槽型分类,可分为①直排屑槽丝锥:它是加工螺纹的工具,因为其排屑槽为直槽而得名。②螺旋排屑槽丝锥:它是加工螺纹的工具,属于丝锥的一种,因为其排屑槽为螺旋状而得名,分为左旋螺旋槽丝锥和右旋螺旋槽丝锥两种。
按槽数分类,可分为奇数槽:3、5、7槽,偶数槽:2、4、6、8槽。
3.磨削螺纹丝锥时的检测项目
(1)中径:检测工具为千分尺、三针或五针;螺纹千分尺、奇数槽比较仪、标准螺纹样柱;万能工具显微镜 (见图1)。
(2)螺纹牙型铲背量:检测工具为千分尺、三针或五针;螺纹千分尺、奇数槽比较仪、标准螺纹样柱;万能工具显微镜 (见图2)。
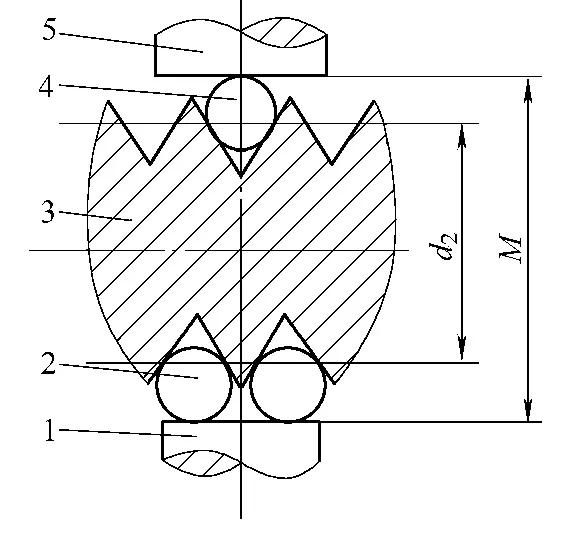
图1
(3)中径倒锥:检测工具为千分尺、三针或五针;螺纹千分尺、奇数槽比较仪、标准螺纹样柱;万能工具显微镜 (见图3)。
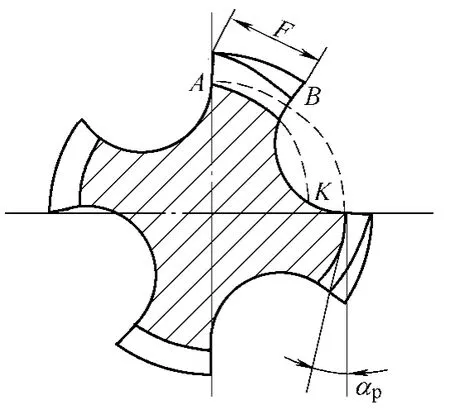
图2
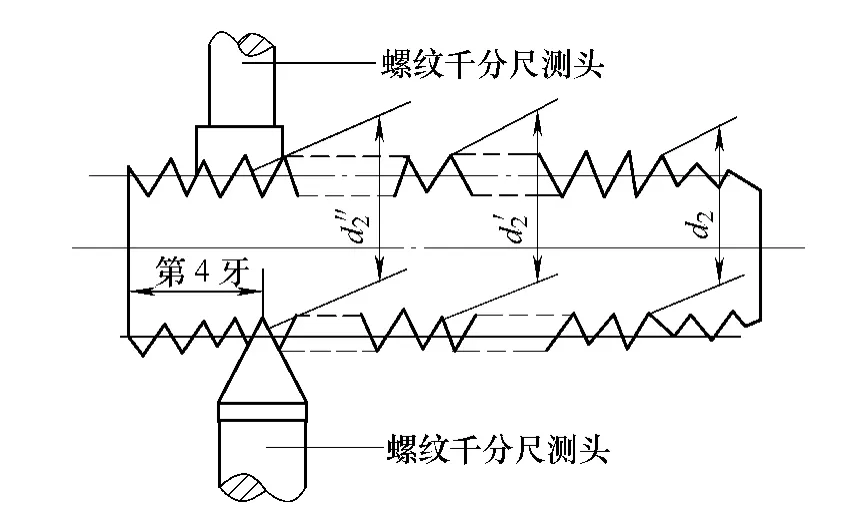
图3
4.磨削螺纹丝锥时的检测方法
(1)三针法测量:检测中径计算公式如下
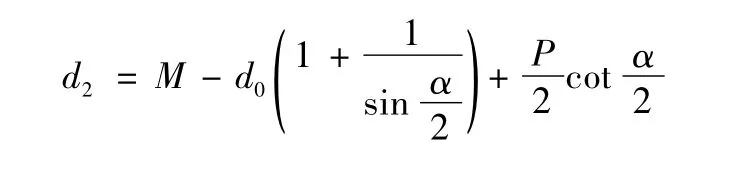
式中,d2为中径;M为千分尺测量数据;d0为量棒直径;α为齿形角;P为螺距。
(2)三沟 (五沟)千分尺测量法如图4所示。
(3)螺纹卡规、比较规测量:奇、偶数槽均有检测量具 (见图5、图6)。
(4)V形测砧单针法测量:主要检验奇数槽丝锥 (见图7、图8)。检测中径计算公式如下
图4
式中,d2为中径;a1、a2分别为测量值;α为齿形角;β为V形测夹角;h为V形边交点到底面的距离;d0为量棒直径;P为螺距。

图5

图6
图7 丝锥中径的单针测量法示意图

图8
5.磨削螺纹丝锥时检测方法存在的问题
(1)手工检测,量具、三针 (或五针)和工件等均拿在手上,较繁琐。
(2)检测人员运用量具熟练程度对检测结果影响较大。
(3)不是所有机床装配人员都可以检测出准确结果。
(4)奇、偶数槽丝锥检具不同,存在误差。
(5)计算复杂。
6.新检测方法的设计要求
(1)减少手上要拿的检具、量棒等。
(2)奇、偶数槽丝锥均可测量。
(3)只要简单培训,所有装配人员均会操作。
(4)结果要准确,显示为直显。
(5)无需复杂计算。
7.丝锥检测仪的设计
(1)测量范围:①直径范围为M3~M52,此范围涵盖我公司机床的磨削丝锥范围。②长度范围为20~200 mm。
(2)测量结果:①采用百分尺与千分表显示结果。②中径用标准螺纹样柱对比测量。③铲背量、倒锥可直接显示测量结果。
(3)检测仪结构 (见图9)设计:①检测仪采用三层滑台结构。②底座上加工的高精度三角导轨保证上层十字滑台的稳定移动,并且底座上安装的长顶尖与三角导轨平行。③中间是十字滑台,滑台上、下互相垂直的两副三角导轨可保证底座与上支架之间相互垂直运动。滑台上还装有测量臂,是测量的基准。④上支架与十字滑台之间用钢球做导轨滑动,这种方式阻尼小,基本对检测结果无影响,装有的高精度微分头可控制测量直径的大小,另一
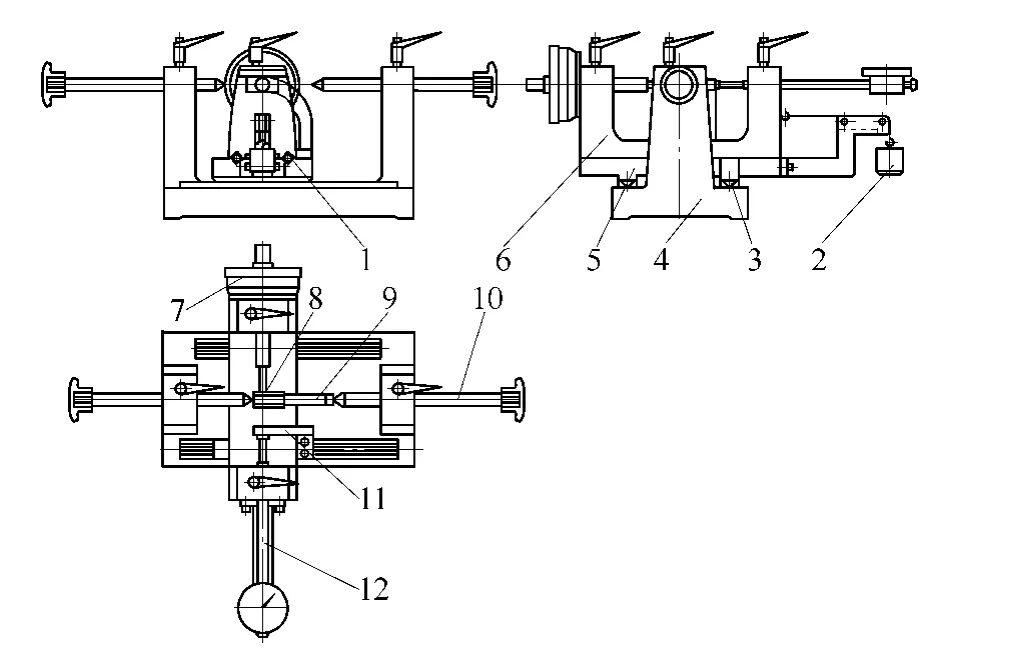
图9
8.检测仪使用效果
(1)任意装配人员只需要简单培训即可操作检测。
(2)检测结果可准确显示。
(3)奇、偶数槽丝锥可在同一测量仪上检测。
(4)采用对比法检测,无需复杂计算即可得到结果。
