工艺参数对塑料板搅拌摩擦焊的影响
2014-10-11党杰,张琳
党 杰,张 琳
(西安航空职业技术学院,陕西西安710089)
20世纪90年代初,英国焊接研究所(TWI)开发了一种基于摩擦焊基本原理的新型固相连接技术[1-2]——搅拌摩擦焊(Friction Stir Welding,简称FSW)。这是一种新兴的理想的绿色连接技术,不需要填充材料和保护气体,能耗低,对环境无污染[3-5]。搅拌摩擦焊工作原理如图1所示,搅拌头由夹持器与特形指棒两部分构成。焊接时,搅拌头高速旋转并首先使特形指棒迅速钻进被焊对接板的焊缝,夹持器的圆柱体端面与工件表面紧密接触,进而夹持器带着施焊特形指棒沿着焊接方向移动,由于旋转的特形指棒与工件的摩擦作用而产生大量的热作用,加上夹持器轴间与被焊板件表面辅助的摩擦热,使得在搅拌头特形指棒周围的材料熔融,由于搅拌力的作用被转移到特形指棒后侧,形成焊缝[6]。

图1 搅拌摩擦焊工作原理图Fig.1 Working schematic of friction stir welding
如今,搅拌摩擦焊已成功用于铝、镁、铜及其合金等材料的连接[7],也广泛地应用于航空航天、汽车、船舶等领域[8-12]。但是,在塑料材料焊接的研究应用还很少。通过对聚丙烯塑料板材进行搅拌摩擦焊焊接试验,得知:搅拌头旋转速度、焊接速度及其对塑料板上表面的压力等因素都会影响焊接效果。但是,只要各参数选取恰当,焊接效果就会很好。
1 搅拌头尺寸对焊缝成形的影响
在搅拌头各部分尺寸参数中,最关键的是台肩直径和特形指棒的直径。在焊接过程中,台肩直径会影响台肩和被焊接材料表面摩擦发热功率,它的增大既提高焊接温度,又有可以防止焊缝材料的飞溅和溢出的作用,从而可以改善焊缝成形的效果。如:当n=3000r/min,ν=25mm/min一样时,台肩直径为30mm的搅拌头比台肩直径为25mm的搅拌头的焊接温度高,材料熔合好,焊缝成形好,如图2所示。特形指棒的直径大小决定焊缝的尺寸,对成形焊缝影响很大,也很复杂。特形指棒直径增大,它侧面的摩擦发热功率就会增加,从而提高焊接温度;还会增大被焊接材料的吸收热功率与传热面积,降低焊接温度。

图2 不同台肩直径形成的焊缝Fig.2 Formed weld joint by different shoulder diameter
2 焊接速度对焊缝成形的影响
搅拌摩擦焊接,在保持旋转速度等工艺参数不变的情况下,通过改变焊接速度来研究焊接速度对焊缝成形效果的影响。试验结果显示:当旋转速度等工艺参数一定时,焊接速度对焊缝成形效果的影响很大,过快或者过慢都不能得到成形良好的焊缝。在搅拌摩擦焊接过程中,焊接热量主要来源于搅拌头与被焊工件之间的摩擦热。当搅拌头旋转转速一定时,摩擦所产生的热量一定,焊缝单位长度上的热输入量则随着焊接速度的增大而减少,被焊材料的塑性流动性也随着焊接速度的增大而变差。
如图3所示,在其它工艺参数不变的情况下,保持旋转速度n=3000r/min不变,先后改变焊接速度的大小,进行焊接并比较。其中,焊接速度 ν=25mm/min时的焊缝成形最好[13];焊接速度提高至ν=30mm/min时,焊缝表面成形变差,特形指棒处的焊缝表面下凹较大,观察其截面,发现内部有隧道型缺陷。其原因主要是,聚丙烯塑料粘度较大,流动性不是很好,当焊接速度较大时,熔融塑料还来不及填充特形指棒所留下的空隙,所以特形指棒处的焊缝表面宏观显示下凹较大;当焊接速度ν=20mm/min时,焊缝的表面虽然较平整,但是,出现了因局部母材熔化而形成的缩孔现象。
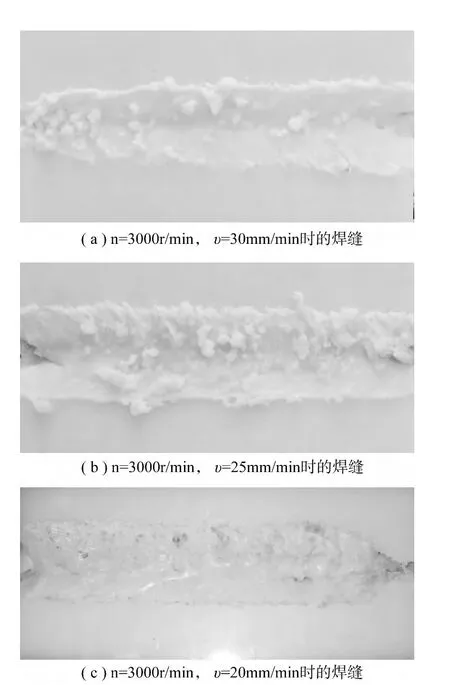
图3 n=3000r/min时,不同焊接速度形成的焊缝Fig.3 Formed weld joint by different welding speed(n=3000r/min)
3 搅拌头旋转速度对焊缝成形的影响
搅拌头的旋转速度与焊接温度成正比例关系,旋转速度愈大,搅拌头和母材的相对运动线速度愈大,摩擦发热功率和焊接温度就愈高。在保持焊接速度等工艺参数不变的情况下,通过改变旋转速度来研究旋转速度对焊缝成形的影响。
如图4所示,在其它工艺参数不变的情况下,设定ν=25mm/min,先后改变旋转速度的大小,进行焊接并比较。试验结果表明:其中,n=3000r/min时,材料充分熔融,焊缝成形良好,外表美观;旋转速度减小到n=2500r/min时,摩擦产热功率太小,焊缝处材料未完全达到塑性状态,不能形成热塑性流动层,导致焊缝表面粗糙,若旋转速度继续减小,甚至会出现沟槽或所形成的焊缝不能完全闭合;当旋转速度提高至n=3500r/min时,造成热输入过大,导致了焊缝处的材料过热,若继续增大,则会出现局部烧焦现象。而且,旋转速度愈高,对搅拌头等设备的性能要求将愈高。
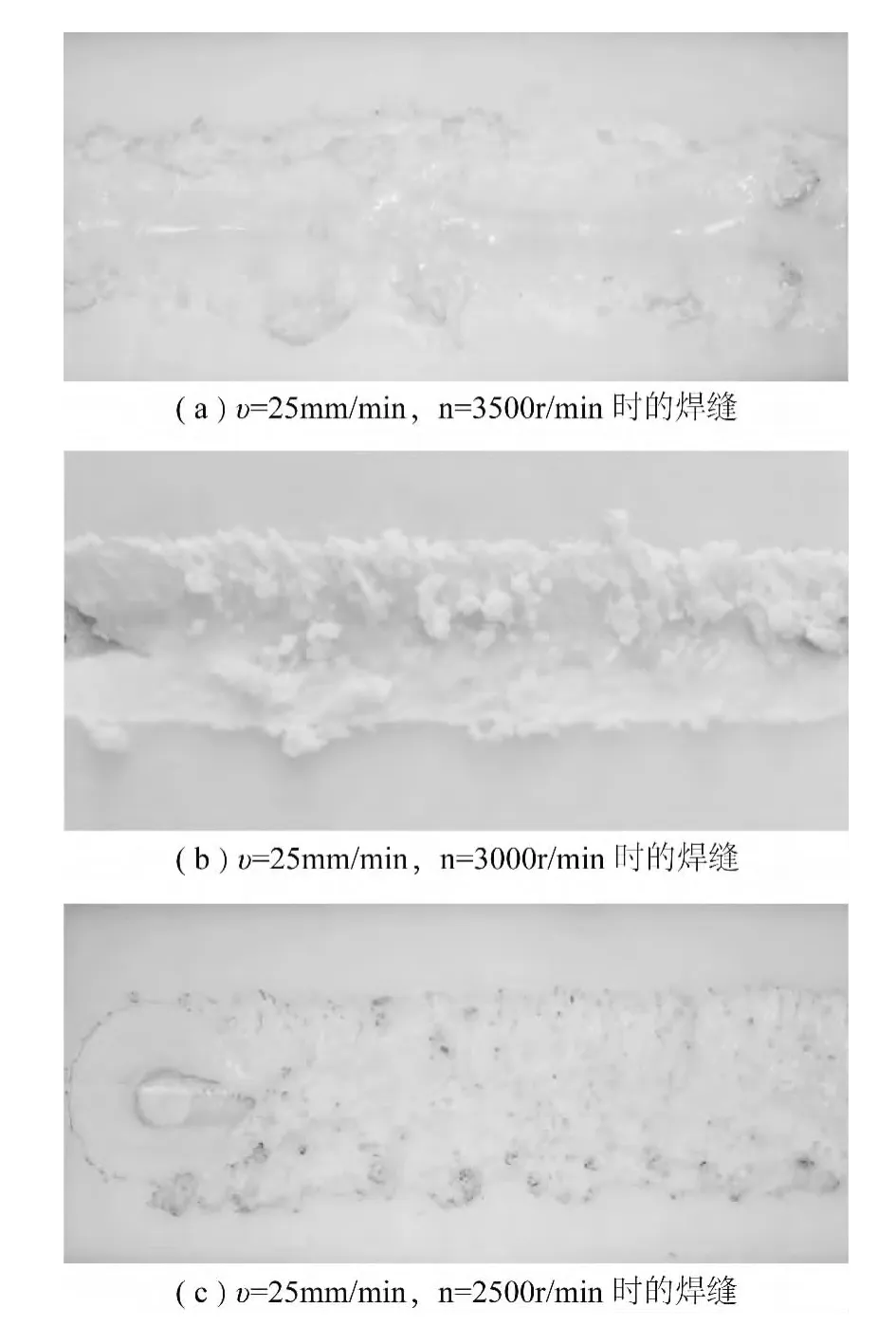
图4 ν=25mm/min时,不同旋转速度形成的焊缝Fig.4 Formed weld joint by different rotation speed(ν=25mm/min)
4 焊接压力对焊缝成形的影响
搅拌摩擦焊接时,只有施加一定的焊接压力时,搅拌头和被焊工件才能充分摩擦,从而产生足够的摩擦热。同时,焊接压力还能限制塑性流体外溢,促使焊缝成型。当压力太小时,被焊塑料未完全熔融;当压力较小时,焊缝内部出现缩松或缩孔等缺陷,焊缝表面粗糙,甚至材料外溢,如图5a所示;但压力过大时,接触越紧,摩擦力将越大,搅拌头向前移动的阻力也越大,不仅会出现烧糊现象,而且会使搅拌头压入母材过深,压下带过宽,影响接头强度和外观,如图5b所示。总之,只有压力适中时,才能获得组织致密,成形良好的焊缝。

图5 不同压力下形成的焊缝Fig.5 Formed weld joint by different pressure
5 结论
综上所述,影响聚丙烯塑料板搅拌摩擦焊焊缝成形的因素很多,有搅拌头特形指棒的直径D1,台肩直径D2,搅拌头旋转速度n,焊接速度ν和台肩压力。除此之外,焊接时塑料板下所垫的材料及人工原因对焊接质量也有一定的影响。总之,旋转速度、焊接速度和台肩压力等工艺参数合理匹配时,就能得到外形美观、内部无缺陷的良好焊缝。
[1]Thomas W M,Nicholas E D,Needham J C,Murch M G,Temple-Smith P and Dawes C J(TWI).Improvements relating to friction welding.European Patent Specification.0615480 B1.
[2]张田仓,郭德伦,栾国红,等.固相连接新技术—搅拌摩擦焊技术[J].新工艺·新技术·新设备,1999,(2):35-36.
[3]栾国红,关桥.搅拌摩擦焊—革命性的宇宙制造新技术[J].航天制造技术,2003,(4):557-561.
[4]李新梅,杜宝帅,张忠文,等.摩擦搅拌焊6061-T6铝合金焊接接头的组织与性能[J].热加工工艺,2013,42(11):196 -198.
[5]夏罗生.高强铝合金的搅拌摩擦焊工艺参数研究[J].热加工工艺,2013,42(5):155-157.
[6]党杰,张琳.搅拌摩擦焊的研究现状及应用[J].焊接,2012,12(12):23 -29.
[7]胡礼木,胡波,党杰,等.聚氯乙烯板搅拌摩擦焊工艺性能研究[J].兰州理工大学学报,2004,30(4):186 -188.
[8]张峥.搅动摩擦焊的特点和应用[J].材料工程,1999(2):35-36.
[9]Li Y,Trillo E A,Murr L E.Friction-stir welding of aluminum alloy 2024 to silver[J].Journal of Materials Science Letters,2000,19(12):1047 -1051.
[10]熊建坤,童彦刚.搅拌摩擦焊接技术的研究进展和应用[J].电焊机,2008,38(1):33-36.
[11]孙桂苹.铝合金搅拌摩擦焊接头微观组织及性能研究[D].兰州理工大学 .硕士论文.2009.
[12]宋晓村,朱政强,陈燕飞.搅拌摩擦焊的研究现状及前景展望[J].热加工工艺,2013,42(13):5-7.
[13]党杰,张琳.聚丙烯板材搅拌摩擦焊工艺[J].焊接,2013,13(4):56-58.
