15CrMo钢热成形焊接工艺研究
2014-10-08李艳霞刘亮
李艳霞 刘亮
15CrMo钢已广泛应用于石油化工压力容器中,厚度在15~150mm之间,覆盖范围比较广泛。为了研究其焊接工艺,我们选择厚度为90mm的钢板进行试验,热处理状态为模拟热成形+正火(加速冷却)+回火+退火,为今后15CrMo热成形的焊接提供了依据。
1 15CrMo钢的焊接性
15CrMo钢系珠光体组织低合金耐热钢,在高温下具有较高的热强性和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中有较高含量的Cr、Mo和其他合金元素,钢材的淬硬倾向较明显,焊接性差。
(1)材料 材料的供货状态为正火+回火,材料化学成分及力学性能如表1、表2所示。
(2)冷裂纹 根据国际焊接学会(ⅡW)推荐的碳当量公式计算CE=0.547%>0.45%,因此15CrMo焊接接头淬硬倾向大,可能出现冷裂纹,焊接性差。基于此,15CrMo钢焊接时,焊接材料的选择和严格的工艺措施对于防止裂纹产生,保证使用性能至关重要。
(3)热裂纹 低合金耐热钢焊接接头的再热裂纹(消除应力裂纹)主要取决于钢中碳化物形成元素的特性及其含量以及焊接参数。通常可用PSR 裂纹指数粗略地表征一种钢的再热裂纹敏感性。15CrMo钢PSR =-0.05,虽然-0.05<0,但接近于0,故有可能产生再热裂纹。况且再热裂纹的形成还与焊接参数、接头的拘束应力以及热处理的制度有关。
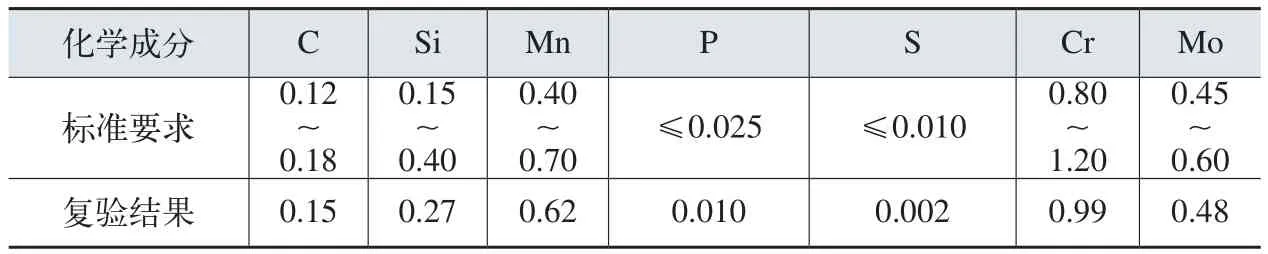
表1 15CrMo钢的化学成分(质量分数) (%)

表2 15CrMo钢的力学性能
2 15CrMo钢焊接缺陷预防措施
(1)冷裂纹的预防措施 ①选择合适的焊接材料。②严格按照要求烘干焊条和焊剂。③清理坡口表面及坡口母材两侧30mm范围内的油污、氧化皮和铁锈等杂质,并对坡口进行100%磁粉检测,Ⅰ级合格。④焊前预热,严格控制道间温度。⑤焊后立即后热处理,降低焊接接头拘束度,同时加快氢的逸出。
(2)再热裂纹的预防措施①严格控制母材和焊材中加剧再热裂纹的合金成分,应在保证钢材热强性的前提下,将V、Ti、Nb等合金元素的含量控制在最低的允许范围内。②采用低热输入焊接方法和工艺,以缩小焊接接头过热区的宽度,限制晶粒长大。③合理设计接头的形式,降低接头的拘束度。④合理选择热处理工艺,尽量缩短在敏感温度区间的保温时间。
3 15CrMo钢热成形封头的焊接工艺
(1)焊接材料 针对15CrMo钢的焊接性及设备的工况特点,保证设备在高温条件下长期安全地运行。低合金耐热钢焊后热成形的焊接材料应选择合金成分和强度级别较高的材料。为提高焊缝金属的抗裂性,通常将焊接材料中的碳含量控制在低于母材的碳含量,硫、磷含量控制在较低水平。焊条电弧焊选用牌号为T Phoenix Cr1Mo SC(φ4.0mm)焊条,埋弧焊选用牌号为T Union SA Cr1Mo SC(φ3.0mm)+UV 420 TTR焊丝和焊剂,焊条和焊丝的化学成分如表3、表4所示。
(2)焊接过程 第一,焊前清理坡口及坡口两侧30mm范围内的油污、氧化皮、铁锈等杂质,并打磨出金属光泽。焊前预热最小温度为150℃,最大道间温度为230℃,焊接参数如表5所示。
第二,焊后立即进行消氢处理,温度为200~300℃,时间为2h。
第三,焊后按照J B/T4730.3—2005对焊缝进行100%UT检测,Ⅰ级合格。
(3)焊后热处理及力学性能 第一,焊后模拟热成形+正火(加速冷却)+回火+退火。模拟热成形加热温度(980±10)℃,保温135min;正火加热温度(920±10)℃,保温135m i n,水冷;回火加热温度(690±10)℃,保温225 m i n;退火加热温度(660±10)℃,保温540min。热处理工艺曲线如附图所示。

热处理工艺曲线
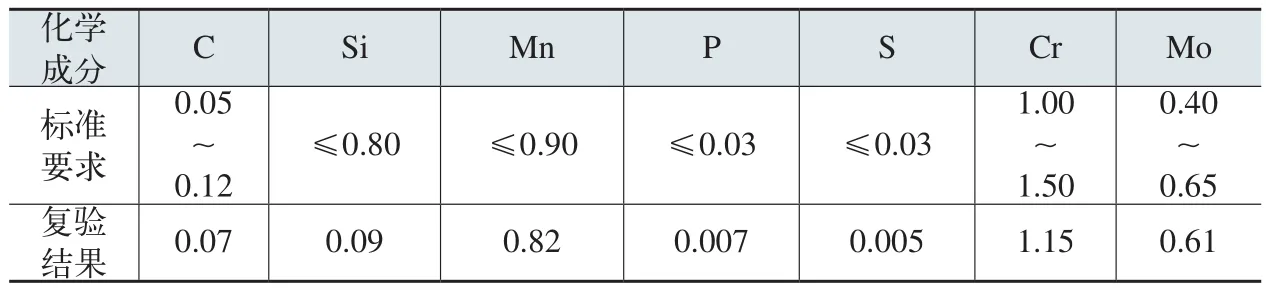
表3 焊条T Phoenix Cr1Mo SC化学成分(质量分数) (%)
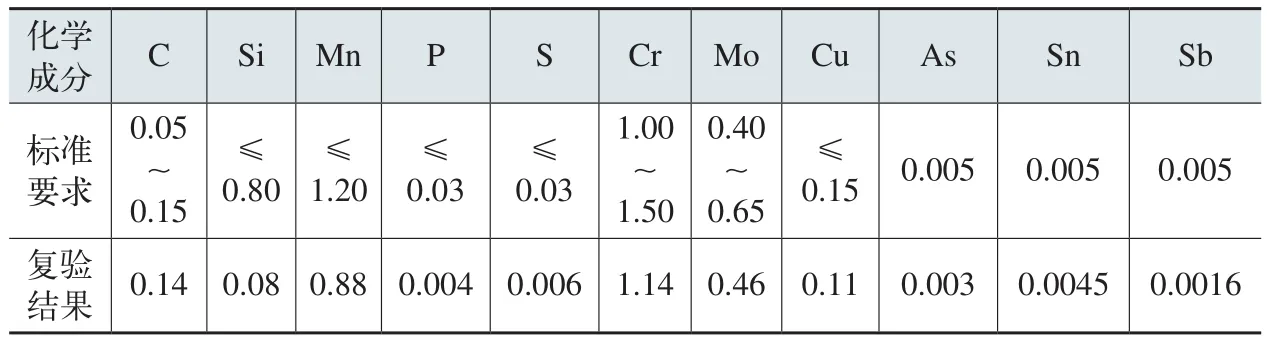
表4 焊丝T Union SA Cr1Mo SC化学成分(质量分数) (%)

表5 焊接参数
第二,经过一系列热处理之后的力学性能如表6所示,满足15CrMo钢的材料标准要求,同时符合NB/T47014—2011《承压设备焊接工艺评定》。
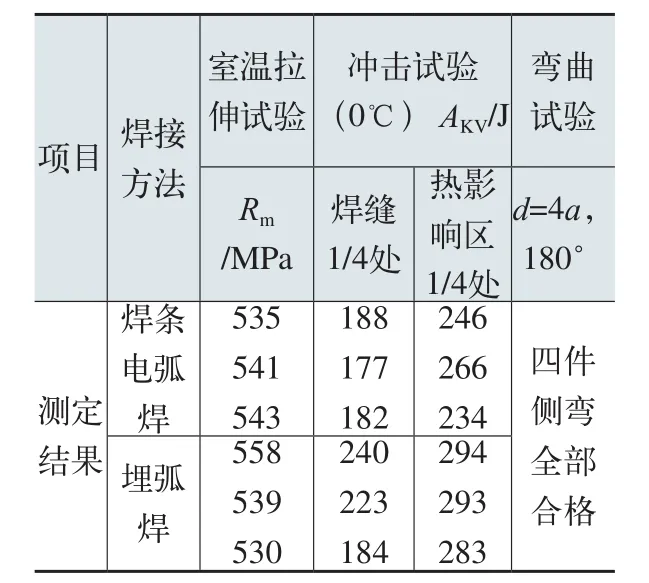
表6 15CrMo钢热处理之后焊缝的力学性能
4 结语
通过分析15CrMo钢的焊接性及焊接工艺评定,确定了合理的焊接参数和工艺措施,获得了良好的焊接力学性能。
此焊接工艺在多个封头中成功应用,各方面性能均满足相关要求,为今后15CrMo钢热成形封头的焊接提供了依据。20140510
