触摸屏技术在铍青铜热处理中的应用
2014-10-08广东韶关市第二技师学院512031王建军
广东韶关市第二技师学院 (512031) 王建军
为提高铍青铜热处理控温精度,确保铍青铜的弹性和耐磨性能,采用输入功率自动调节功能,结合HMI(Human Machine Interface)人机对话控制,实时监控及调节热处理控温参数,达到系统实时控制效果,从而提高铍青铜热处理性能。针对各铍青铜材料与性能要求,可对热处理控温精度分时段灵活跟踪调节,对高温和低温增设报警输出功能。
1.控制系统
HMI与可编程序控制器H2U-1616通过Ino-Touch-Editor软件和RS-232进行通信和编程控制,H2U-4PT温度模块与H2U-1616进行数据交互及数据转换处理,通过H2U-1616的PID进行运算控制;PID的控制参数均在HMI触摸屏上自由设定、修改和监控运行,控制系统如图1所示。
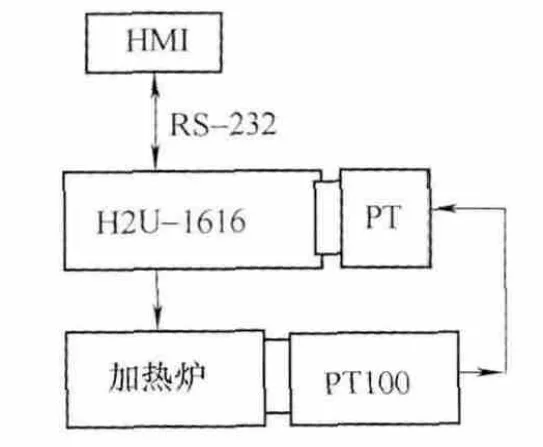
图1 控制系统
2.温度信号的测量过程
温度测量由温度功能模块H2U-4PT进行过程控制,对温度进行测量与显示,它可以直接连接热电偶、铂电阻等温度测量传感器,并将来自过程控制的温度测量输入信号转换为一定位数的数字量供H2U-1616运算处理。H2U-4PT是将来自过程控制的温度测量输入与系统的温度给定信号进行比较,并通过检测所得的参数供可编程H2U-1616(PID)调节处理,实现温度的自动调节与控制。
3.温度信号采集
H2U-4PT的特点是通过PT100铂热电阻值为100Ω的传感器,通过发热源温度采集回来的信号经H2U-4PT进行信号转换,将模拟量转换为数字量,其范围在-2000~+2000的数字内输出,此数据经H2U-1616(PLC)的PID内部运算处理后送到脉宽调制指令PWM执行控制输出。
4.PID控制
(1)CH1存放在D10,CH2存放在D11中,要求两路温度的采样值取平均值。
(2)H3300为初始化设置。
(3)K3200为温度设定值(目标值:320℃)。
(4)K1000为采样时间Ts。
(5)K1为动作方向为逆动作(负方动作)方向。
(6)K50为滤波常数=50%。
(7)K150为比例增益KP。
(8)K10为积分时间T1,不能设值过大,以防灵敏度过高引起动作频繁,造成炉温时高时低。
(9)K0(D105)和K0(D106)无微分增益和无微分处理。
(10)PID:指定D200是存放3200在D200内,指定D20存放温控箱内的温度值,指定D100存放采样参数,D150是PID的输出值。再把D150放在PWM指令当中进行调制,周期脉宽设定为5s,就是K5000的数值。当D150的值越来越小时,那么Y0的导通时间就越来越小。
(11)M20驱动Y3是低温报警。
(12)M22驱动Y4是高温报警。
5.触摸屏(HMI)组态设计
(1)初始页面制作:通过Ino-Touch-Editor软件进行设计初始页面。
(2)工作操作区页面:通过Ino-Touch-Editor软件进行设计工作区页面(见图2)。内设有:①年月日和时间,M0为启动按钮,M1为停止按钮。②画面上设有低温报警指示灯和高温报警指示灯,分段加热工作时间。③电源通电指示灯,加热工作指示灯,到温停止指示灯,加热温度输入调节设定区。④不同区域控温点的保温时间设定。⑤返页。

图2 工作操作区页面
(3)PID参数设定与调节,如图3所示。

图3 PID参数设定
(4)比例增益KP在线调整,如图4所示。

图4 比例增益KP在线调整
6.HMI在铍青铜热处理应用中的技术问题
HMI在铍青铜热处理应用中,因工艺曲线与实际应用的曲线出现较大的差别,甚至出现曲线失真堕性较大,对铍青铜热处理效果和质量有较大的影响,针对此现象我们对曲线跟踪控制软件进行了修正。在HMI上加入工艺跟踪设定方案,同时在曲线的斜率上设工艺D点进行有效跟踪,并能准确控温及显示温度值和温度上升的时间,这是本项目最大的技术亮点。通过技术上的调整与实际试用,解决铍青铜热处理的使用效果,并可根据铍青铜含铍量的不同而进行热处理加工,确保铍青铜有很好的弹性。
7.铍青铜热处理测试及结果
按铍青铜材质工艺要求在HMI上对数据群组进行参数设定,各群组的温度点转换曲线输出对铍青铜进行热处理控制。以下7个试样为K-01至K-04含铍量在1.85%的不同温度要求的技术参数,K-05至K-07含铍量在1.7%不同温度要求的技术参数,相关试验数据如图5、图6所示。

图5 材料工艺要求在数据群组设各温度跟踪点

图6 曲线上各温度点对铍青铜热处理控制
(1)热处理后的测试条件:压力约为5N,时间为10s,每个试样做3个测试,其硬度结果如下:

(2)表1中数据说明铍青铜在经过一定次数时效后弹性有一定保持力和稳定性。

表1 K-07号样
(3)表2和表3比较(冠簧为同一批,经测试喉圆相对一致),开始表3中因370~380VH插入力大,但是在4000次后与表2比较,其插拔力差些,说明物体的回复力和弹性下降很大,直到9000次后更能说明问题。

表2 01#冠簧 (料厚0.2mm)
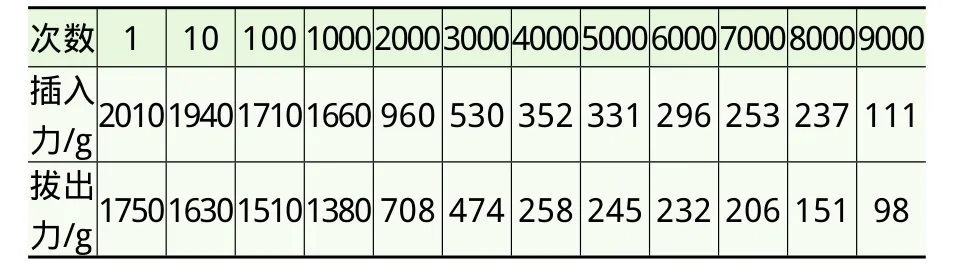
表3 03#冠簧 (料厚0.2mm)
6.结语
通过一年多的测试和应用,在PID的设定、监控及各温度时间的设定和监控对热处理质量有很大的保障。在线仿真和离线仿真效果明显、配方数据、数据表格、控件(C)应用、多级系统密码功能、弹出式的WINDOWS窗口报警记录等众多强大的功能实现,说明HMI与PLC、温度模块等在热处理行业适用性强。 (20140115)
