电解装置废水回收利用总结
2014-09-28蔡德忠马贵云
蔡德忠,熊 鹏,马贵云
(新疆华泰重化工有限责任公司,新疆 乌鲁木齐 830019)
新疆华泰重化工有限责任公司电解装置目前拥有3套装置4条生产线的高电流密度自然循环离子膜电解装置,1#装置为氯工程电解槽,产能11万t/a折百烧碱,2#装置、3#装置A、B系统为北化机电解槽,产能分别为11万t/a折百烧碱、15.5万t/a折百烧碱、15.5万t/a折百烧碱。
各套装置在原始设计时均未考虑废水回收利用及零排放问题,所以本着节能减排、废水充分利用、实现装置水平衡、具备废水零排放工艺条件、尽可能做到零排放的原则,分步对各套装置进行了工艺改造。
1 装置原始设计状态及存在缺陷
(1)1#装置。树脂塔再生废水原始设计采用地坑将酸碱废水中和后回收的方法,但由于酸碱废水pH值处于动态变化中,监控难度较大,而且树脂塔每月倍时再生时酸碱性废水量较大,无法及时充分中和,给回收带来一定难度;另一方面,原始设计的地坑为钢衬PVC软板,当地坑液位过高时,酸碱性废水进入夹层,造成衬里鼓包,且腐蚀钢板。电解厂房原始设计地沟废水直接排入废水窨井至污水站,未充分考虑回收利用情况。1#装置氢气洗涤塔的碱性冷凝水原始设计为排地沟,未考虑回收利用情况。
(2)2#装置。树脂塔原始配套设计有再生废水罐和再生回收盐水罐,但原始设计没有地沟废水回收泵。再生废水及废盐水无法充分中和,机封水、蒸汽冷凝水、电槽洗槽废水等直接排入废水窨井至污水站。北化机电槽停车后短时间无法开车时,需排液,整套装置全停车都排液时,洗槽水排污量约为136.8 m3。
(3)3#装置。配套设计有再生废水罐和再生回收盐水罐,二次盐水及循环系统厂房设计有废水回收地坑,同时设计了碱性冷凝水回用装置。但废水回收地坑设计于厂房非最低点,如果投用,会造成地沟大量积水,有可能造成厂房地基下陷。电解厂房未设计排液洗槽废水回收装置,3#装置整体停车时的排液洗槽废水总量为385 m3左右,排污量非常大。碱性冷凝水回用装置原始设计为碱性冷凝水直接进电解装置碱性冷凝水罐,通过泵送至机封水及电槽阴极加水,但装置投运后分析碱性冷凝水未能持续达到高纯水指标,投运存在一定风险。
2 装置改造情况及运行现状
(1)1#装置。已在室外分别设计增加了酸性废水罐、碱性废水罐及机泵,对树脂塔管线也相应进行了改造,再生酸性废水进入室外酸性废水罐,由泵输送至氯水系统脱氯塔脱氯后送至一次盐水化盐。再生时,碱性废水及废盐水进入室外碱性废水罐,由泵输送至脱氯盐水泵进口,然后送至一次盐水化盐。电解厂房的地沟废水,通过增加地沟水回收泵,地沟水回收泵出口分别配制去往亚硫酸钠罐和室外废碱性水罐的管线。目前回收情况为,将机封水和水封溢流水等地沟废水回收至室外废碱性水罐,再通过碱性水泵将废水送往亚硫酸钠罐配制亚硫酸钠溶液,水量大时,多余部分送至脱氯盐水泵进口。电槽排液后的洗槽废水也通过废水回收系统至室外碱性废水罐,最终全部送回一次盐水化盐。
该装置氢气洗涤塔的碱性冷凝水原始设计为排地沟,经改造,在液位气动阀后增加了去往室外碱性废水罐的管线,使这部分水得到了有效回收。
(2)2#装置。增加了地沟废水回收泵和停车排液洗槽废水回收泵。因膜法除硝装置无法接受再生废水,目前将再生废水罐中的废水打往再生回收盐水罐先进行中和,再将再生回收盐水通过机泵送往3#装置废水回收系统进行回收。2#装置的机封水和水封溢流水等通过地沟水回收泵至再生废水罐。洗槽废水因短时间流量比较大,单独增加了1台废水回收泵,遇电槽停车排液时,启动机泵,将废水打往3#装置电解厂房废水回收系统统一回收,最终送往一次盐水化盐。为了确保pH值正常,再生回收盐水罐增加了加碱管线,在树脂塔倍时再生时,可调节废水pH值。
(3)3#装置。增加了电槽排液废水的回收泵及地沟水回收泵。树脂塔再生废水及废盐水在再生回收盐水罐中混合中和,在泵的进口,增加液碱管线调节pH值,在泵的出口增加pH在线分析以实时监控。地沟废水最终回收至再生回收盐水罐,送往一次盐水化盐。在电槽停车检修时,排液洗槽的废水通过电槽排液废水的回收泵直接送往一次盐水工序。碱性冷凝水由烧碱车间并入高纯水总管网与纯水掺混使用。
3 整体回收措施
各厂房酸、碱、盐水有多处取样口,取样桶的废液如果直接倒入地沟将造成环保污染及排污,且pH值变化幅度较大。要求操作人员将取样桶内液体分多次倒入废水地坑中和后回收。
一次盐水装置将地沟废水引入渣池,回收至盐水系统,实现了废水的完全回收利用。
车间为了创造废水零排放的条件,在废水管网进明渠流量计之前,设计了废水回收池,增加废水回收泵,将各厂房进入废水管网的少量废水,通过机泵回收至一次盐水化盐。操作人员在巡检过程中监控废水pH值及含游离氯情况,如果遇到废水偶尔含游离氯情况,及时添加亚硫酸钠脱氯后回收,避免对装置运行安全产生影响。
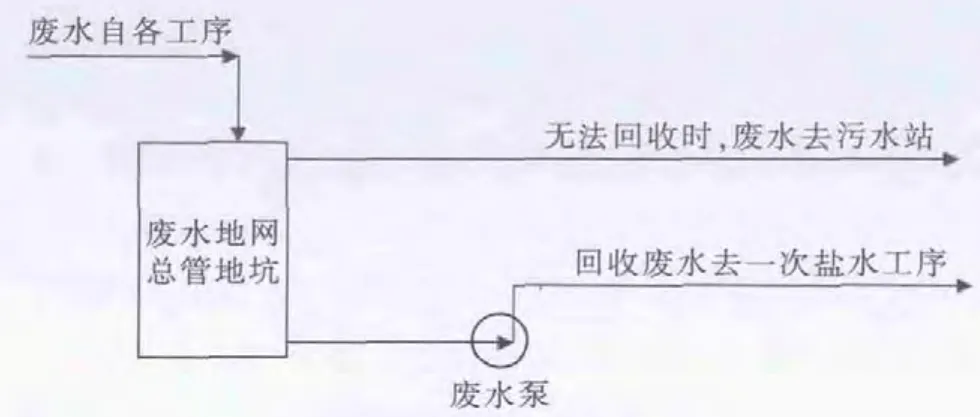
图1 废水处理流程示意图
废水处理流程见图1。
烧碱车间的碱性冷凝水初期回收方案为送至电解厂房代替高纯水作为机泵机封水及电解阴极加水,从而节约了纯水消耗。但毕竟机封水及阴极用水用量有限,无法完全消耗碱性冷凝水,而如果直接替代高纯水进电槽阴极室进行电解反应,碱性冷凝水的杂质含量偶尔有超出高纯水杂质含量指标的情况,且温度及pH值、电导率均明显高于高纯水。经综合考虑,将碱性冷凝水并入纯水管网,与高纯水掺混使用,从而彻底解决了碱性冷凝水回收问题。在使用过程暴露出的问题是,碱性冷凝水pH值偏高,掺混后pH值达到10.0~11.0,对于电槽加酸及总管加酸需纯水稀释的工艺,导致了一定程度的中和作用,造成酸耗相应上升;对于树脂塔酸再生,因纯水掺混碱性冷凝水后pH值上升,与高纯酸混合后造成实际进入树脂塔的高纯酸总量减少,酸浓度下降,相应酸当量下降。采取的措施为,车间严密监控酸当量分析结果并联系调度及时调整碱性冷凝水掺混比例,确保不影响装置安全运行;于树脂塔酸当量分析结果偶尔出现超标的情况,及时对树脂塔进行倍时再生,确保精盐水质量合格;对于凝水与高纯水总管压力存在冲突,通过调整总管压力,确保碱性冷凝水能顺利并入管网。在碱性冷凝水使用过程中,出现过因管网压力过低,造成用水设备的补水阀打开时,不但不能将纯水及时输送至设备中,反而将设备内的液体压至高纯水总管的情况,车间在进水管线上增加了止逆阀,同时在电解装置DCS上增加了纯水总管压力远传和报警,使各用水工序及时获悉总管压力变化情况。
氯乙烯车间纯水站工序的阴阳床再生酸性废水,原始设计为酸性水与碱性水中和后排放至污水系统,目前,改造为设置酸性水地坑,通过机泵送至离子膜室外新增的酸性废水罐,最终回收至一次盐水化盐。由于离子膜的酸性废水罐接受的树脂塔再生废水具有周期性,酸再生时废水罐液位上升较快,需合理调节纯水站送来的酸性废水流量,并错开再生时间,酸性废水罐液位提前打低,以确保树脂塔再生顺利进行。为了实时监控酸性废水罐液位,车间增加了远传液位计并设置了液位报警。
氯乙烯车间纯水站工序的阴阳床再生碱性废水的改造回收方案为增加机泵,送往离子膜工序次钠装置,与工业水管线连接,代替工业水配罐使用。配罐为间歇性操作,所以,要启泵停泵操作。考虑到原配罐的工业水阀门如果内漏,将有可能造成碱性废水串入工业水管线,对使用工业水的洗眼器威胁到员工人身安全,现已对原工业水管线上的阀门进行盲断处理。
电解装置的水平衡测算情况及流量来源分别见表 1、表 2。
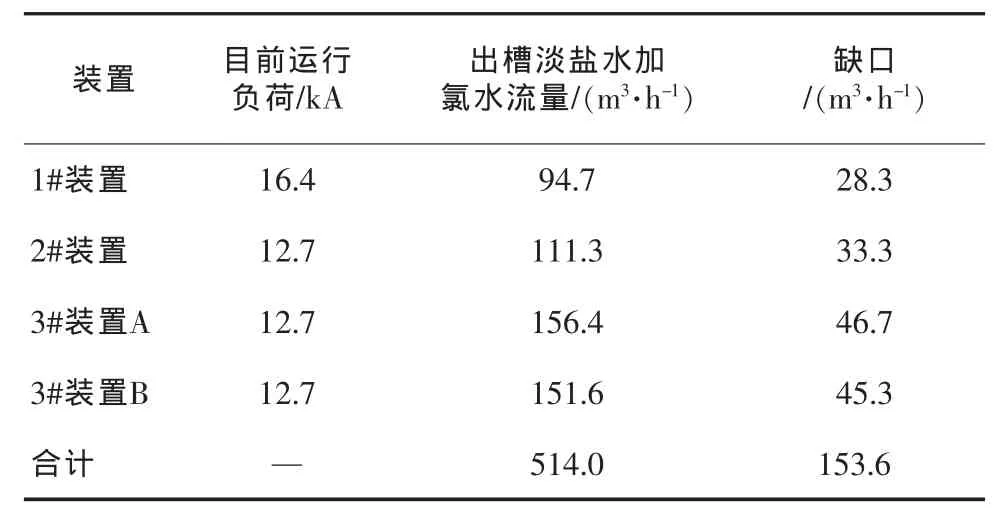
表1 电解装置水平衡测算情况
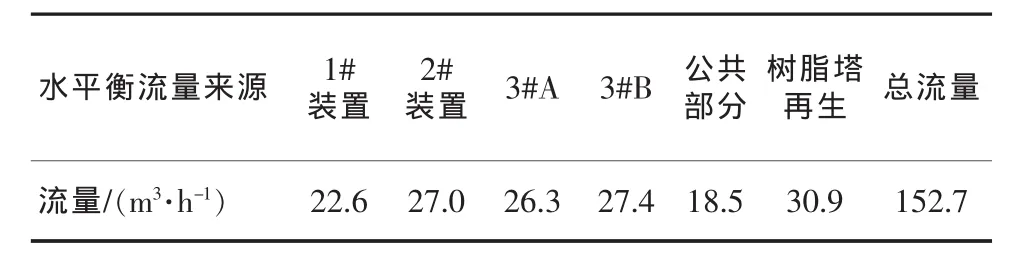
表2 水平衡流量来源
由表1、表2可知,满负荷状态下,从各装置盐水进出电槽流量差的角度计算,理论上,所有装置合计共可接受153.6 m3/h的各类回收水。
目前,各套装置树脂塔再生废水、机泵机封水、电槽加酸及配水、脱氯加酸加碱加亚硫酸钠溶液、氯酸盐分解槽加酸、各换热器蒸汽冷凝水、回收自其他车间的废水,等共计约152.7 m3/h,满负荷状态下可以实现水平衡。
4 改造效果
通过上述改造,电解装置从工艺设计层面达到了零排放的条件,在正常生产过程中,不但能完全回收本装置产生的废水,实现零排放,还能回收其他车间产生的部分废水,并节约本车间水耗,降低成本,在实现环保效益的同时,也产生了经济效益。
