屏蔽板补偿作用改进引线框架镀层厚度均匀性
2014-09-26王津生叶德洪孙德义张学雷
王津生 叶德洪 孙德义 张学雷
(飞思卡尔半导体(中国)有限公司,天津 300385)
引 言
近十年,电子产品市场迅速扩大,竞争越来越激烈,价格越来越低,各生产厂家为取得市场份额,求得生存,在开发新产品的同时,也在不断寻求降低IC器件成本的方法。引线框架电镀是IC封装过程中的一个关键工序,其作用是要在引线管脚区域镀覆上一层钎焊性能良好的金属,使IC器件与PCB板上的焊盘具有良好的焊接性,以连接封装体内部芯片和PCB上的外电路。
1 实验背景
为降低某封装体的成本,定压缩引线框架的冗余量,把引线框架两排排列改为三排排列并适当增加框架的宽度,电镀纯锡后测量镀层厚度发现该引线框架的镀层厚度与之前相比标准差明显变大,也就是说镀层厚度的均匀性变差。
1.1 实验设备及评测指数
镀层厚度的测量使用SK的XRF厚度测量仪,型号为SFT9200;使用标准差作为评定镀层厚度均匀性的评测指数,公式如下:

同时使用过程能力指数Cpk作为评测镀层厚度超出规格限风险的一个指标,公式如下:

公式中的Min是指两个数比较后取较小的值,Mean是指镀层的平均厚度,S指样本的标准差,USL和LSL分别代表镀层厚度的上下规格限。Cpk值的高低反应制程能力的优劣,在厚度均匀性的评测上反应的是相同平均厚度的情况下,Cpk越高,均匀性越好,超出规格限的可能性越小。
1.2 镀层厚度均匀性评测方法
考虑到镀层厚度的抽样点要具有代表性,把引线框架的镀层区域分成四行四列,如图1所示。
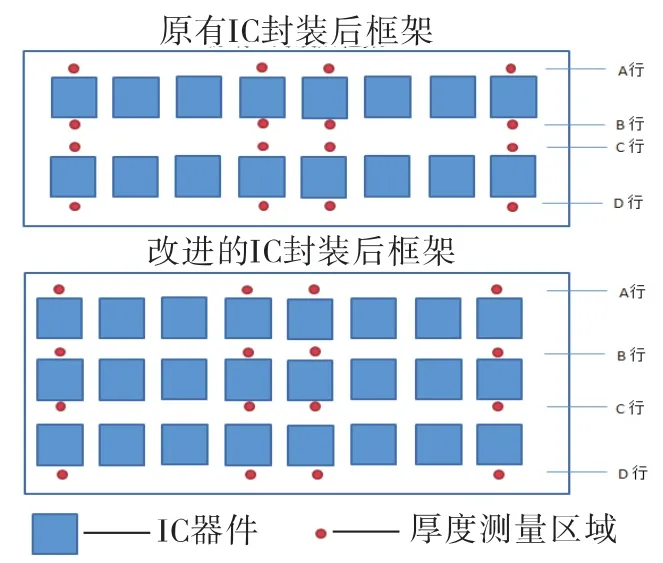
图1 厚度样本采集示意图
16个测量区域包含了整条引线框架上的厚度信息,测量的厚度作为整条引线框架厚度的样本进行计算和评测。经过JMP统计软件分析,改进后的框架上镀层厚度与原有框架相比,标准差由8.54增大为28.13,说明厚度分布范围在增大,均匀性在降低;Cpk由3.56降到0.76,说明由于标准差的增大和平均厚度的变化导致制程能力指数的降低,镀层厚度超出规格限的风险增大。引线框架改进前后镀层厚度标准差和Cpk统计如图2所示。
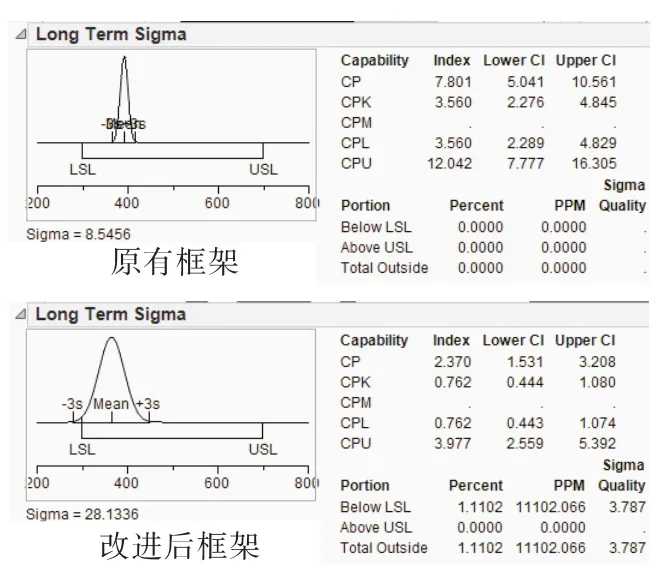
图2 框架改进前后镀层厚度标准差和Cpk统计分析
1.3 影响因素分析
图3 为影响镀层厚度的鱼骨分析图。通过图3分析,在电流一定的前提下,电镀液的参数、阳极几何尺寸和屏蔽板的位置是影响镀层厚度均匀性的主要因素。由于一个电镀槽要进行多种型号的引线框架的电镀,不可能对不同型号的引线框架使用不同的电镀液参数,而且也不大可能更换不同尺寸的阳极,生产线上最方便调整的是屏蔽板的位置,电镀槽中的屏蔽板是一块绝缘的挡板,其作用是通过对电力线的遮挡,改变槽中电场的分布,改善阴极上镀件镀层分布的均匀性。
1.4 引线框架连续镀工艺
引线框架使用的是连续镀工艺,电镀液从储液罐中通过电泵抽到电镀槽中,然后再回流到储液罐中,如此往复循环。绝缘的屏蔽板就设在电镀槽中,位于阴极和阳极之间。如图4所示。
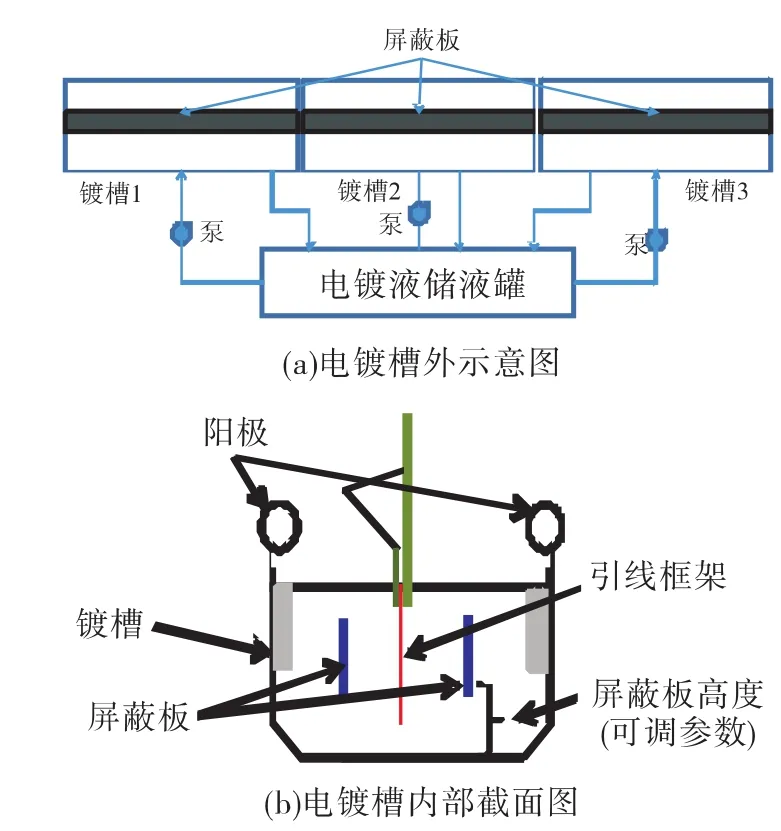
图4 电镀槽的内外结构简图
1.5 优化实验
根据以往经验,统一调节屏蔽板高度来调整镀层厚度的均匀性。经过多次实验和反复调整,由于改进后的引线框架比以前的宽度大很多,始终未能找到一个合适的屏蔽板高度,使得镀层厚度的标准差缩小。但是在实验中,发现了通过调整屏蔽虽然不能使镀层变得更均匀,但是可以获得两种梯形的镀层厚度分布,如图5所示,而这两种梯形分布合在一起可以组成一个矩形。
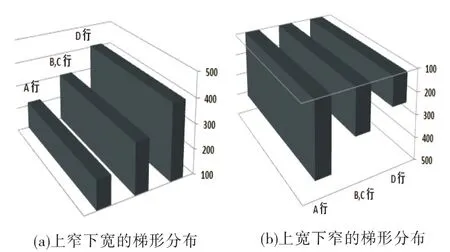
图5 镀层厚度分布示意图
因此,分别调整三个电镀槽的屏蔽板高度,调节1号镀槽的屏蔽板,使得经过1号电镀槽后引线框架的镀层厚度分布如图5(a)所示,调节2号镀槽的屏蔽板,得到图5(b)的镀层分布,由于受到槽体的限制,图5(a)和图5(b)不是完全互补,通过3号镀槽的屏蔽板的调整,弥补1号或2号镀槽所形成的镀层分布,从而得到图6所示的镀层分布。
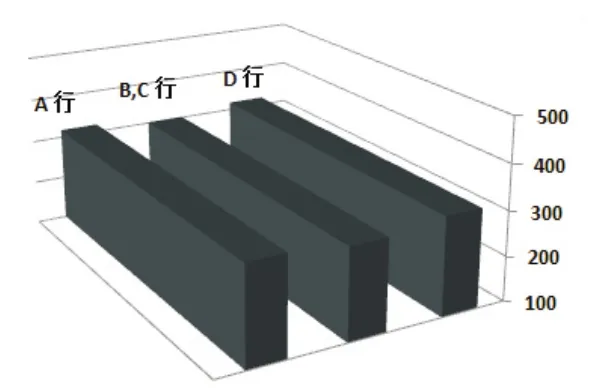
图6 互补后的镀层厚度分布示意图
使用JMP软件对屏蔽改造前后镀层厚度的标准差进行统计分析比较,判断改善前后是否具有统计意义上的显著差别。如果差别显著则说明这次改善是有意义的,成功的。若差别不显著,则说明此次改善的结果是失败的,没有取得预期效果。利用的是JMP所提供的双样本方差分析方法,这里的方差是指标准差的平方。首先定义原假设为改善前后方差没有显著变化,即σ前=σ后,备择假设为改善前后方差有显著变化,即σ前≠σ后,通过JMP软件的运行,得到的统计结果如图7所示,统计结果中的p-value,即p值是指原假设成立的概率,在统计中,一般把发生概率小于0.05,即5%的认为为小概率发生事件,或者说是不可能发生事件,图7的统计结果的p值显示小于0.001,所以判断原假设为小概率事件或不可能发生事件,因而拒绝原假设,选择备择假设的结论,即改善前后镀层厚度的方差σ前≠σ后,改善结果显著,因而镀层厚度均匀性的改善较之前得到明显改进。

图7 优化后标准差的比较和统计分析
对优化后的引线框架镀层厚度采样测量并通过JMP统计软件进行能力分析,结果显示,标准差缩小到7.94,说明镀层厚度的均匀性得到很大改善,Cpk值为4.05,说明优化后镀层的制程能力得到提高,镀层厚度超出规格限的概率几乎为零,其风险大大降低。
2 结论
通过分别调整电镀槽中屏蔽板的高度,使得不同厚度分布的镀层相互补偿,从而得到整体均匀的镀层,经统计软件JMP的分析,改善后的镀层均匀性得到显著提高。但是这种方法也存在不足。由于是利用了屏蔽作用获得需要的镀层分布,会使阴极电流效率降低,这也是今后需改进的方向。
[1]夏林.巧用MINITAB软件中的箱线图评价镀层均匀性[J].中国高新技术企业,2013,(12):62-63.
[2]汤帅,王文浩.多元线性回归在镀锌板锌层控制上的应用[J].山西冶金,2012,(4):27-28.
[3]罗加,林广崇.用统计学原理论证我司生产线镀层均匀性的加工能力[J].印制电路信息,1999,(6):36-43.
[4]董久超,王磊,汤俊,等.电镀层均匀性的Ansys模拟与优化[J].新技术新工艺,2008,(11):113-117.