基于圆网印花机多电机运动控制系统发展的研究
2014-09-26谭峰亮宋晓荣
谭峰亮,宋晓荣,李 进
(1.西安工程大学 电子信息学院,陕西 西安 710048;2.西安德高佳美印染设备有限公司 陕西 西安 710018)
圆网印花机历经长时间发展,印花精度、印花速度以及自动化程度都有了很大的提升,圆网同步传动是圆网印花机传动的核心。对圆网印花机的同步控制系统的基本工作原理以及三代控制系统的发展过程进行了简单论述。
1 第一代圆网印花机
第一代圆网印花机的同步控制系统的最主要特点是网头传动采用步进电机驱动。
圆网印花机的传动部分包括:导带传动电动机、导带传动辊、圆网传动步进电机等。传动特点是圆网传动分别由一台步进电机传动,导带单独由一台电动机传动。如图1所示。
在导带传动系统上装一个编码器,编码器的脉冲信号经过一台内置电子齿轮功能的上位机控制器处理后,通过RS485传输脉冲信号控制圆网传动步进电机,通过改变控制器内部电子齿轮的参数就可以改变圆网与导带之间的运行的速差。圆网与导带的同步控制是整个独立传动的核心,其控制方式为导带和圆网主从之间的跟随的同步控制方式。其核心是控制圆网传动电动机以一定的比例关系跟随导带做位置同步运行,要求所有的圆网电机保持相同的位置关系。经过电子齿轮分频后的编码器信号同对花插补信号叠加输出控制圆网传动步进电机。原理如图2所示。
第一代圆网印花机的同步步进电机是开环运行的,当步进电机出现丢步和失步的时候,系统本身缺少必要的检测和修正手段。启动频率过高或者负载过大都容易出现丢步或者堵转的情况,所以为保证控制精度,应处理好电机的加减速问题。
以步进电机为网头驱动的第一代圆网印花机是脉冲同步方式控制的,步进电机的精度决定了圆网印花机的精度。两相混合式步进电机距角一般为3.6°、1.8°,五相混合式步进电
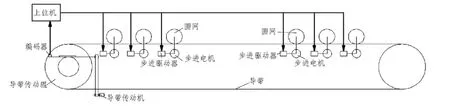
图1 第一代圆网印花机传动系统示意图Fig. 1 Schematic diagram of the first generation of rotary screen printing machine system transmission
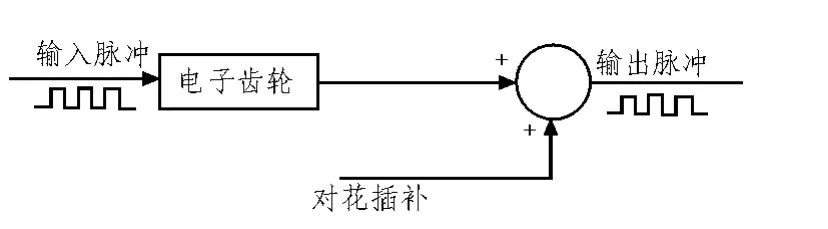
图2 编码器信号同对花插补信号叠加原理示意图Fig. 2 Schematic diagram of superposition of encoder signal and pulse interpolation
机步距角一般为0.72°、0.36°[1]。也有一些高性能的步进电机步距角更小,其步距角为0.09°甚至还可以更小,如德国的三相混合式步进电机,其步距角可通过拨码开关设置为1.8°、0.9°、0.72°、0.36°、0.18°、0.09°、0.072°、0.036°, 兼容了两相和五相混合式步进电机的步距角。下图列出6种型号的步进电机的距频特性[2]。
从图中可见,当输入的脉冲频率在一定的范围时,步进电机的输出动态转矩基本保持不变,在图中基本为一水平直线,但当输入脉冲频率达到一定值时,电机所能带动的负载转矩将剧烈下降。
步进电机过载能力较差,当负载超过其极限承受范围的时候,电机直接停止工作,为了克服这个缺点,需要选取较大转矩的电机,会出现力矩浪费的情况。但如果步进电机控制系统处理得当,其转矩选择合适,步进电机完全可以应用在圆网独立传动系统上。
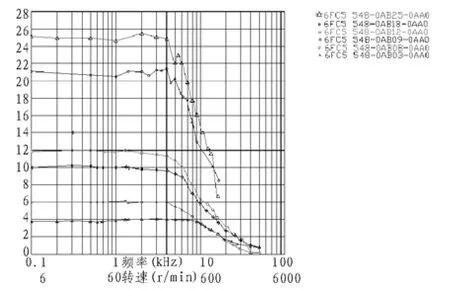
图3 六种步进电机的距频特性Fig. 3 Torque and frequency of six kinds stepper motor
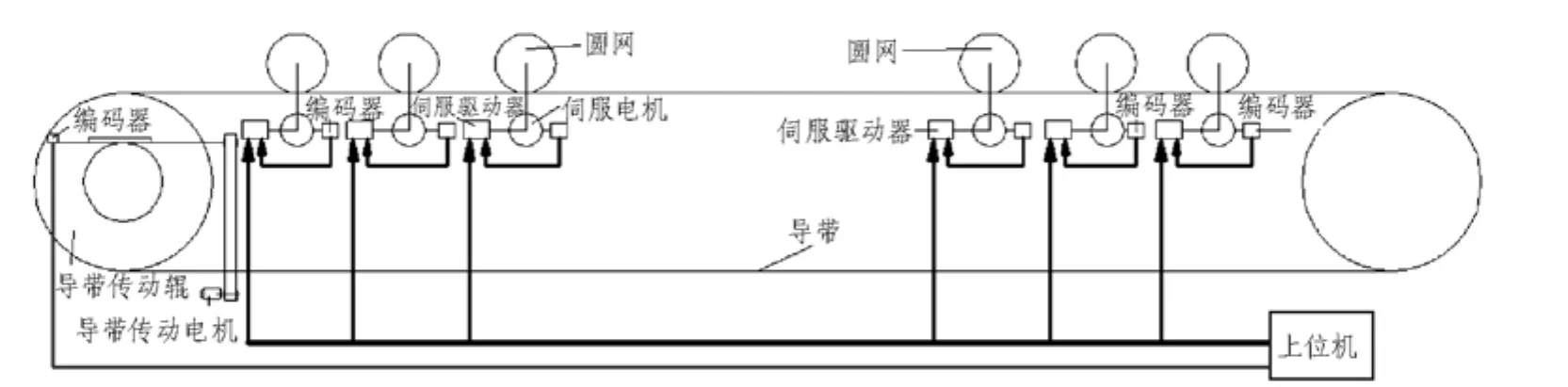
图4 第二代圆网印花机传动系统示意图Fig. 4 Schematic diagram of the second generation of rotary screen printing machine system transmission
2 第二代圆网印花机
第二代圆网印花机的同步控制系统的最主要特点是网头传动采用伺服电机驱动,电机同步仍然保持脉冲位置控制方式。
在伺服传动系统中,上位机以并行的方式向控制每个网头伺服电机的分计算机板发送指令脉冲,分机板将接受到的指令脉冲经过处理发送给各个圆网印花单元的伺服驱动器控制伺服电机转动。通过并行的方式发送指令脉冲,避免了脉冲延时,使各个圆网伺服电机保持严格同步,在很大程度上提高了整机的套印精度。上位机控制速度板的脉冲输出能控制整车的运行、加速、减速、停止等状态,操作简单并且有效提高了整机运行。因为采用闭环控制的交流伺服系统,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,一般不会出现步进电机丢步或失步的情况,可控性更加强。
交流伺服电机的控制精度由电机轴后端的旋转编码器保证,以松下全数字式交流伺服电机为例,对于带2 500线编码器的电机而言,由于驱动器内部采用了四倍频技术,其脉冲当量为360o/10 000=0.036°。对于17位编码器的电机而言,驱动器每接收217=131 072个脉冲,电机旋转一圈,其脉冲当量为360o/131 072=9.89″,是步距角为1.8°的步进电机脉冲当量的1/655[3]。
交流伺服电机具有较强的过载能力,以松下交流伺服电机为例,其最大的转矩为额定转矩的3倍,可用于克服惯性负载在启动瞬间的惯性力矩。
3 第三代圆网印花机
第三代圆网印花机是基于第二代伺服电机控制系统的基础上,运用更加先进的通讯控制技术,是真正意义上的多轴伺服同步控制系统。第二代圆网伺服同步系统只是一个局部的闭环控制,伺服电机的同步控制是通过位置同步脉冲来实现的,伺服电机仅仅相当于一个高性能的步进电机,而整个同步控制系统无法实现高精度。第三代圆网印花机多轴伺服同步控制系统是一个大闭环控制系统,各网头驱动的伺服电机的编码器位置反馈信息,不仅反馈给伺服驱动器,而且通过实时通讯技术反馈到上位机,上位机将各伺服电机的实际位置与指令位置相比较运算,再通过通讯下达下一新的位置指令,从而实现了多轴系统的高精度同步控制。如图5所示。
随着工业以太网技术在确定性、实时性、安全性、抗干扰能力等方面的不断发展和完善,工业以太网技术已经被应用到了控制领域,基于Ethernet/IP的工业以太网现场总线技术,其超高的速率要比传统现场总线要快得多。Ethernet/IP网络技术和CIP Motion技术的结合,满足了工业控制在标准Ethernet上对高性能、实时、闭环、确定性伺服控制的需求,它为多轴、分布式伺服控制提供了一个开放、高带宽和高性能的解决法案。采用CIP Sync协议就可以达到±100 ns的时钟同步精度,这满足了绝大部分控制系统的要求,CIP Motion最高允许100轴的伺服控制[4]。
德高机电新一代的圆网印花机多电机伺服同步控制系统运用工业以太网技术将上位机、网头控制计算机、伺服同步电机以及整机控制的PLC组成一个实时通讯的同步控制系统,不仅提升了圆网印花机的性能指标,而且还能具有远程监控的功能,将圆网印花机的自动化、智能化控制水平提升到新的高度。
4 结束语
从三代圆网印花机传动系统的分析中,具体比较了各个圆网传动系统的优势和劣势。为下一步的技术革新总结了经验。
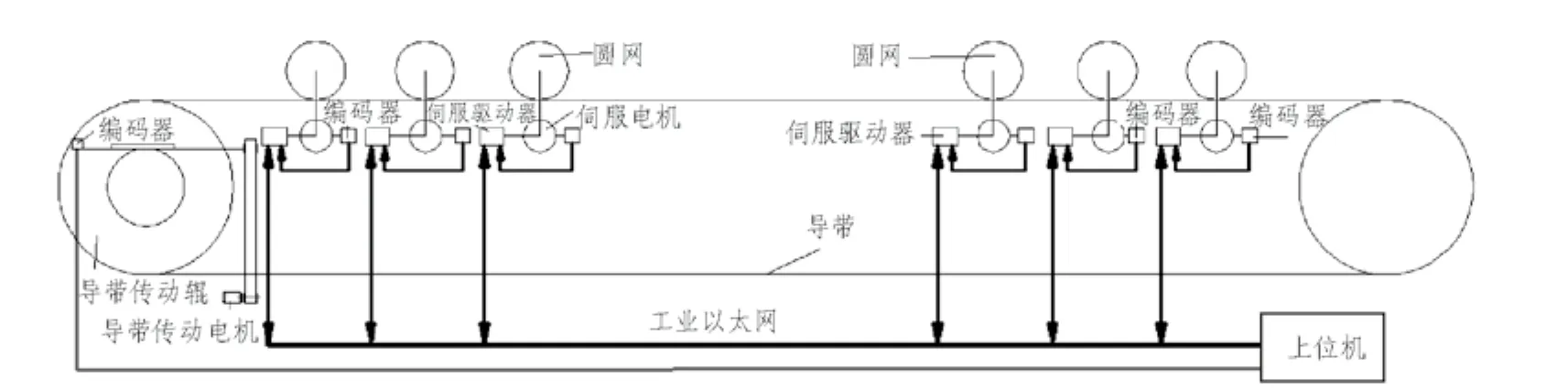
图5 第三代圆网印花机传动系统示意图Fig. 5 Schematic diagram of the third generation of rotary screen printing machine system transmission
[1]张明.步进电机的基本原理[J]. 科技信息, 2007(9):83.
ZHANG Ming. The comparison of performance between stepper motor and alternating current servo motor [J].Science Information,2007(9):83.
[2]张颖.步进电机与交流伺服电机性能对比分析[J]. 农机化研究,2004(3):98.
ZHANG Ying. The comparison of performance between stepper motor and alternating current servo motor [J]. Journal of Agricultural Mechanization Research,2004(3):98.
[3]吴金娇.数控原理与系统[M].北京:人民邮电出版社, 2009.
[4]王志强.步进电机和交流伺服电机性能综合比较 [J]. 天津职业院校联合学报, 2006,8(5):16.
WANG Zhi-qiang. Comprehensive comparison of performance between stepper motor and alternating current servo motor [J].Journal of Tianjin Vocational Institutes, 2006, 8(5):16.
[5]王军锋,唐宏.伺服电机选型的原则和注意事项 [J]. 装备制造技术, 2009(11):129.
WANG Jun-feng,TANG Hong .The selecting of servo motor model and matters needing attention [J]. Equipment Manufacturing Technology, 2009(11):129.
[6]武建飞.基于工业以太网的圆网印刷壁纸生产线系统网络设计[D]. 西安:西安工程大学, 2012.
