钢管外淋内喷式淬火工艺及结构
2014-09-26邵国栋杜学斌徐能惠
邵国栋,杜学斌,徐能惠,马 辉
(金属材料挤压与锻造国家重点实验室,中国重型机械研究院股份公司,陕西西安 710032)
钢管外淋内喷式淬火工艺及结构
邵国栋,杜学斌,徐能惠,马 辉
(金属材料挤压与锻造国家重点实验室,中国重型机械研究院股份公司,陕西西安 710032)
本文论述了钢管整体淬火的概况,特别介绍了采用“外淋+内喷+旋转”淬火工艺对钢管进行整体淬火的外淋内喷式淬火设备工艺及结构,给出了钢管整体淬火主要工艺参数的计算依据,为外淋内喷式淬火设备的设计提供了理论依据。
整体淬火;钢管;外淋;内喷
近年来油气田勘探的难度进一步增大,钻井深度的增加(最深达5000 m以上)以及海洋油气田开采力度的加大,对石油用管的品种、质量及其相应的加工工艺提出了更高的要求。
钢管整体性能的提高必须通过热处理来实现,而热处理工艺的优劣将影响钢管的性能。
淬火装置是伴随着无缝钢管的发展而出现的新型设备,是提高钢管机械性能的关键环节。钢管进行淬火的目的是为了获得要求的硬度和力学性能,以强化钢管的整体性能,满足钢管的使用工况。
中国重型机械研究院股份公司对钢管淬火的研究起始于二十世纪八十年代,研发并推广使用的外淋内喷式淬火设备,在石油钢管行业占据了绝对的优势,在保证产品质量、实现自动化大批量生产方面取得巨大成就。
1 外淋内喷式淬火原理
淬火的关键是“快速冷却”,为了提高钢管的淬火质量就必须快速打散钢管内、外表面的蒸汽膜,加快钢管的冷却速度,增加钢管淬火后马氏体的含量。
“外淋+内喷+旋转”淬火工艺不仅打散了钢管内表面的蒸汽膜,也打散了钢管外表面的蒸汽膜,保证了钢管的冷却速度。
1.1 外淋
外淋就是对钢管外表面进行喷淋,采用了多个喷淋管,结构如图1所示。
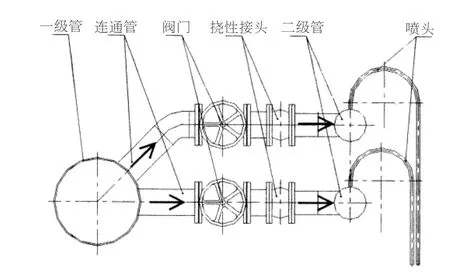
图1 双排外淋管Fig.1 Double row tube in outside shower
喷淋时,淬火液从一级管进入,由连通管上的阀门、二级管接口处的挠性接头进入喷头,通过调节每路喷淋管路上的阀门控制进入喷头的淬火水流量。在对小直径钢管进行淬火时,可以关闭相邻的一个阀门,调整另一个阀门开度,以便小流量均匀喷液。
外淋水落在钢管上时,钢管上半部属于强冷,下半部是空气弱冷,冷却速度相差很大,不仅会造成钢管的弯曲变形,而且会造成钢管圆周方向性能的差异,为了保证钢管在整个圆周方向冷却均匀,钢管应边喷淋边以钢管中心线旋转。
1.2 内喷
内喷是水泵站提供水源,通过管道系统给钢管内部充满淬火水。根据钢管规格的不同,设计内喷水的流量和压力,用于打破钢管内壁的蒸汽膜,实现对钢管内表面的冷却。
采用内喷喷嘴在钢管一端沿钢管轴向方向喷射冷却水,对钢管内表面进行冷却时,冷却水从一端流入另一端流出,冷却水在流动过程中不断地进行热交换,温度不断升高,就会造成钢管在轴向方向上冷却速度不一致,甚而机械性能出现较大差距。这样必须研究内喷水流速和流量对钢管淬火性能的影响程度。经过试验,内喷水的流速控制在8~15 m/s之间,压力≥0.6 MPa时,可以保证钢管淬火后马氏体的含量≥90%,满足钢管的机械性能。
2 外淋内喷式淬火设备结构
外淋内喷式淬火设备结构多有论述,这里仅论述不同的结构特点。其布置图如图2所示。

图2 外淋内喷式淬火设备平面布置图Fig.2 The layout drawing of the outside shower and inner spray type quenching equipment
2.1 进料辊道
辊道的尾部即接近挡板处装有钢管位置的检测元件,使钢管实现快速送进、慢速接近和停止,避免钢管冲击。
2.2 上料装置
上料装置采用变频调速控制,以适应钢管规格和节奏的变化。
2.3 旋转装置
旋转装置的主要技术参数:空转转数10 r/min;钢管工作转速15~120 r/min;钢管转速变化采用变频调速。
为了克服钢管在旋转时的轴向窜动,设计有整体底座,安装方便、调整简单。
2.4 翻料钩
翻料钩的功能是将淬火完成的钢管逐根输送到斜台架上,由油缸驱动。
2.5 外淋、内喷装置
主要由压紧装置、外淋装置、内喷装置、机架、挡水机构、固定挡水板组成。
压紧装置的控制采用双减压阀结构,取消了比例减压阀,调整方便、易于维修。
外淋装置设计有双排外淋管,针对不同规格的钢管通过开闭一组阀门实现。在对大直径钢管进行淬火时,阀门全开;在对小直径钢管进行淬火时,可以关闭一组阀门,以便小流量均匀喷液。
内喷装置通过液动三通截止阀实现,液动三通截止阀采用比例阀控制。
2.6 斜台架与挡料装置
斜台架用于接收淬火后的钢管并存放待回火的钢管,由型钢焊接而成,倾斜一定的角度,使钢管滚到挡料装置处。
挡料装置由油缸驱动,以减少钢管滚动时的冲击。
2.7 步进运输机
步进运输机升降采用油缸驱动,前进后退采用电机驱动变频调速。
2.8 水泵站系统
水泵站系统是提供淬火用水的动力源。由叶片泵、过滤器、碟阀、闸阀及管道、法兰等组成。通过对不同泵、阀的开启与关闭,实现对钢管的外淋与内喷。不同数量内喷泵的组合,可以实现不同直径钢管对内喷流量的需求。
2.9 液压控制系统
液压控制系统昰实现功能元件运动的基础,本系统采用了泵直接传动的型式,控制更加可靠。
该系统采用了泄压回路、减压回路、安全保护回路和循环冷却过滤回路等。
2.10 电气控制系统
电气控制系统是该设备的“大脑”,通过PLC对设备的动作进行连锁控制,用于保证设备安全运行,实现全线自动化。
3 外淋内喷式淬火设备工艺流程
外淋内喷式淬火设备的工艺流程为:淬火炉→进料辊道→上料装置→旋转装置→夹紧装置压紧钢管→旋转装置快速旋转→外淋开始(同时内喷开始)→淬火结束→外淋结束(同时内喷结束)→夹紧装置松开钢管→翻料钩→斜台架→挡料装置→步进上升→步进前进→步进下降→空水(步进后退、吹气)→步进→出料辊道→完成淬火工艺。
淬火时液动三通阀的开启往往会产生水锤现象,在内喷水进口处应设计安装水锤吸纳器。
4 主要工艺参数的确定
4.1 淬火水量
钢管内外流量的配比一般为(0.5~1.0):(1.5~2.0),具体系数根据实际情况而定,小规格、薄壁管选小值,大规格、厚壁管选大值。
为了满足喷淋管内能充满淬火水,当钢管直径≤139.7 mm时,外淋水量为1200 m3/h;当钢管直径≥139.7 mm时,外淋水量为2400 m3/h。
经过试验,内喷水的流速控制在5~15 m/s之间,外淋水的流速控制在2~6 m/s之间。
内喷水水量可通过以下公式计算:

式中:Q为内喷水流量,m3/h;d1为钢管内直径,m;v1为内喷水流速,m/s。
外淋水水量可通过以下公式计算:

式中:Q为外淋水流量,m3/h;d2为喷淋管内直径,m;v2为喷淋水流速,m/s;n为喷淋管的数量。
4.2 钢管旋转速度
钢管的旋转速度与钢管的规格相关,钢管直径越小抵消弯曲变形所需要的旋转速度越快。钢管工作转速一般设计为15~120 r/min,电机控制设置变频调速,可满足不同直径钢管的速度要求。
4.3 钢管夹紧力
钢管的夹紧力直接影响钢管淬火的直线度,夹紧力的大小取决于钢管的规格,在不影响淬火后钢管表面质量的前提下夹紧力越大越好,一般液压系统压力取3~5 MPa。
钢管淬火时夹紧缸的夹紧数量应根据钢管的长度调整,保证钢管夹紧充分,减少夹紧装置的损坏。
5 结论
近年来我院为国内外用户提供了30多台套钢管外径φ60.3~533 mm的外淋内喷式淬火设备,为我国钢管行业的发展提供了技术支持。
[1]杜学斌,徐能惠,毛成斌,等.浸淬式钢管淬火装置的研制[J].热处理技术与装备,2007,28(3):39-42.
[2]成大先.机械设计手册[M].北京:化学工业出版社,1997.
[3]杜学斌,徐能惠,韩炳涛,等.钢管整体淬火研究[J].热处理技术与装备,2013,34(6):54-57.
[4]徐能惠,杜学斌,雷刚,等.双排外淋管[P]:中国,ZL200720031743.0.2008.
The Outside Shower and Inner Spray Type Quenching Process and Structure for Steel Pipe
SHAO Guo-dong,DU Xue-bin,XU Neng-hui,MA Hui
(State Key Laboratory of Metal Extrusion and Forging Equipment Technology,China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an Shanxi 710032,China)
In this paper,the profile of overall quenching for steel pipe is discussed,and process and structure of the outside shower and inner spray type quenching device are particularly described using the overall quenching process of“outside shower+inner spray+rotation”.For the whole steel pipe,the calculation basis for the main process parameters of through quenching is given,and the theory for designing the outside shower and inner spray type quenching equipment is provided.
overall quenching;steel pipe;outside shower;inner spray
TG155.3+3
A
1673-4971(2014)05-0047-03
2014-06-19
邵国栋(1963-),男,本科,高级工程师,主要从事油气输送装备与工艺、锻压设备与工艺研究。
联系电话:029-86322249;E-mail:13679295583@163.com
陕西省重点新产品(2014XCP-04)
