浅析西门子DP—DP COUPLER在热处理淬火生产线中的应用
2014-09-25刘善梅孙昕
刘善梅 孙昕
摘 要:在工控领域中,经常遇到在不同設备生产厂家生产的不同设备间进行数据交换的问题。通过在热处理淬火生产线中使用西门子DP-DP COUPLER,我们很好地解决了这个问题,取得了较好的效果。
关键词:DP-DP COUPLER;热处理;淬火生产线
DP-DP COUPLER是用于连接两个Profibus-DP的主站网络。通过DP-DP COUPLER连接,两个主站网络之间可以进行数据通讯,数据通讯区最高可以达到244字节输入和244字节输出。
西门子PLC在工控领域得到了广泛的应用。为了在不同设备生产厂家间更方便地交换信息,我们使用了西门子DP-DP COUPLER。它具有以下特点:
1.联接两个不同的Profibus网络进行通讯,2个网络的通讯速率,站地址可以不同;
2.最多可以建立16个I/O数据交换区;
3.两个网络电气隔离,一个网段故障不影响另一个网段的运行;
4.支持DPV1全模式诊断;
5.可通过DIL开关,Step7或其它编程工具设定Profibus 站地址;
6.双路冗余供电方式。
我们在热处理淬火生产线中使用了西门子DP-DP COUPLER。热处理淬火生产线由炉子淬火系统及搬运料物的插料车系统组成,这两个系统由不同的厂家生产,我们是生产插料车的厂家,炉子淬火控制系统采用的是西门子S7-300 PLC,插料车控制系统也是采用西门子S7-300 PLC,为了两控制系统之间联络方便,我们之间的通讯模块选用了DP-DP COUPLER。
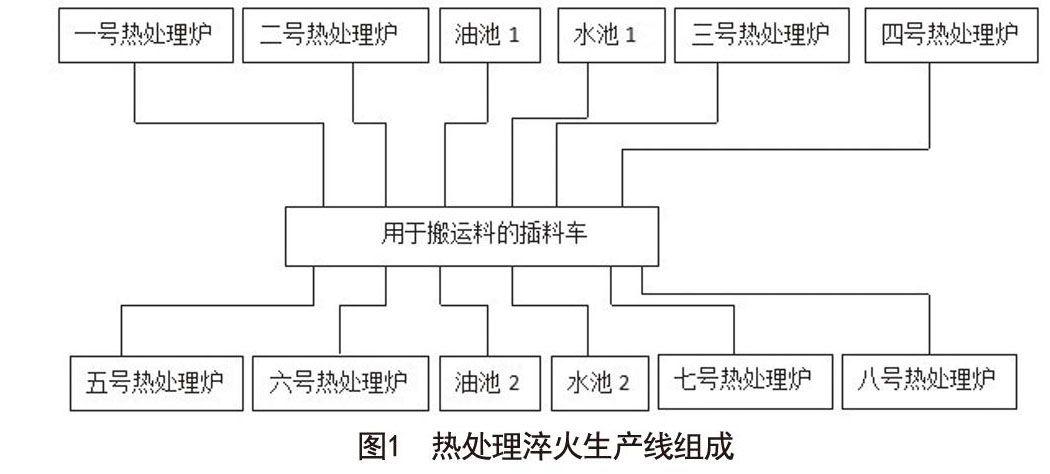
热处理淬火生产线中的组成如图1。
淬火选择一个炉子与一个油池或水池,淬火的料物首先由插料车搬运至炉子中,当炉温达到工艺要求,由插料车搬运已经达到工艺要求的料物到油池或水池进行冷却,这个过程对时间的要求很高,需要自动完成,下面以选择一号热处理炉与一号油池为例来阐述整个淬火过程。过程开始前炉子的炉温达到工艺要求(给出准备好信号—给插料车),油池接料系统在接料位置(给出准备好信号—给插料车)在插料车遥控器上选择一号炉子与一号池子,插料车的大车处于合适位置,旋转处于合适位置(零位),小车处于后限合适位置,料叉处于下限合适位置,给出料车准备好信号,打到自动工作模式。按一下启动按钮→插料车大车开动到炉子前合适位置(给出到位信号—给炉子)→炉子接收到信号后炉门打开,炉门开启到炉门高度中间位置(给出可以插料信号—给插料车)→插料车小车前进至炉内(小车到位后插料结束),炉门继续上升至上限合适位置(给出料叉可以上升信号—给插料车)→插料车料叉上升至上限位置(合适位)→插料车小车后退,退至炉门外给出信号,通知炉子关门(给炉子)→插料车小车继续后退至后限合适位置→插料车大车移动到一号油池合适位置后小车前进至合适位置→料叉下降至下限合适位置,将料放在油池接料系统上→插料车小车后退至后限合适位置,给出信号,通知油池接料系统下降(给油池)→油池接料系统下降至下限合适位置,给出淬火完成信号(给插料车系统)。至此淬火过程结束。
就上面的流程,插料车需要发给每一个炉子的信号:
(1)插料车到选择的炉子跟前合适位置-通知炉子到位信号;
(2)插料车运动至炉门外-通知炉子关门信号。
插料车需要发给油池或水池的信号:
(1)插料车后退至合适位置-通知接料系统下降。
炉子需要发给插料车的信号:
(1)炉子温度达到工艺要求- 给出准备好信号;
(2)炉门开启到中间位置-给出插料车可以进炉插料信号;
(3)炉门开启到上限合适位置-给出插料车料叉可以上升信号。
油池或水池需要发给插料车的信号:
(1)油池或水池接料系统在合适位置信号-给出准备好信号;
(2)油池或水池接料系统到下限合适位置信号-给出淬火完成信号。
本小型线共有8个热处理炉需要与插料车互相联络的信号为5*8=40个,2个油池和2个水池,需要与插料车互相联络的信号为4*3=12个,这用普通的点对点的联络需要52根线才能满足两个系统之间的基本联系。另外,插料车的控制系统背在插料车本体上随着插料车来回移动,这之间的联络线需要通过一根很细的拖链,线太粗现场无法换宽大拖链,并且插料车由于受到现场条件的制约,没有显示屏,这样插料车的一些状态现场的工作人员很难判断。为了解决以上问题,我们选择了西门子DP-DP COUPLER 模块。
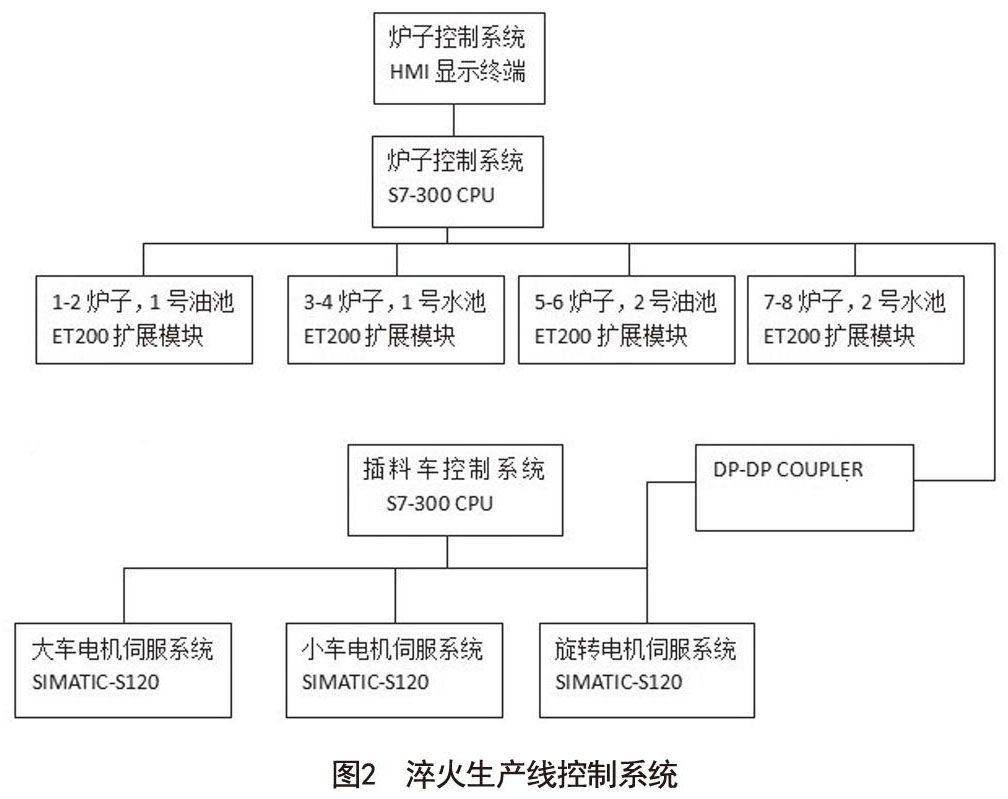
本线的控制系统如图2。
DP-DP COUPLER装在炉子柜体内,因为炉子控制柜体是固定的,炉子与插料车系统的联络只需要一根西门子的PROFIBUS-DP 的通讯电缆就解决问题了,并且插料车的很多状态可以借助炉子的HMI显示终端显示出来,不仅可以显示点(BOOL)量,还可以显示数值等,特别灵活方便,既节省了大量人工成本,又提供了工作效率,取得了很好经济效益。
