Profibus-DP在电路板自动清洗线上的应用
2014-09-25杨柏松谭耀松陈山羊黄桂锋
杨柏松,谭耀松,陈山羊,黄桂锋
(广东石油化工学院 广东 茂名 525000)
Profibus-DP在电路板自动清洗线上的应用
杨柏松,谭耀松,陈山羊,黄桂锋
(广东石油化工学院 广东 茂名 525000)
针对目前国内电路板自动清洗系统中存在成本高,效率低,运行不稳定等现象,提出一种基于现场总线Profibus-DP的自动清洗系统,并完成软硬件设计.通过现场总线控制电机群运行以及利用人机界面实时监控和设置多台变频器的输出参数的方式,可实现电路板的自动在线清洗、工艺参数的设定和工艺过程的监控等功能;本系统应用在实际的电路板清洗生产线当中,取得一定的经济效益和社会效益。
Profibus-DP;自动清洗系统;电机群;人机界面;变频器
最近几年,电子行业得到了快速的发展,而在工业中大批量电路板自动清洗系统还不够完善。目前,常用清洗电路板的方法有2种,1)人工刷法,不仅工作效率低,而且容易出现人为因素造成的失误;2)超声波清洗,它不适合大批量的电路板的清洗而且价格较贵。因此,建立批量电路板在线自动清洗的工业系统显得十分必要[1]。电路板的自动清洗系统主要用传送带带动产品在清洗线内运动,用高压水溶液喷洒到产品上,从而达到自动清洗的目的。整条生产线最主要的设备就是电机,而电机的功率大,能耗高,怎样在满足生产工艺要求的基础上实现可靠、高效、节能和经济地生产,成为设计生产线的一个重要的课题[2]。在传统的控制系统中,大多数的PLC控制变频器都是通过外部接线来完成的;况且清洗线上大量用到水、酸和碱等溶液,恰好与电构成了天敌关系,对此,尽可能地减少线路的接线也是清洗线上的一个技术问题[3]。本文采用西门子S7-300 PLC、触摸屏以及现场总线PROFIBUS-DP对多台MM4系列变频器控制实现电路板大批量自动清洗任务,达到了高效、节能、灵经济的目的,同时也最大限度地减少了PLC与变频器的接线;提高了系统的可靠性和灵活性。
1 自动清洗系统的工艺介绍
本文针对电路板清洗的实际情况,研究了电路板全自动清洗系统的工艺流程,在此基础上,采用西门子公司提供的S7-300PLC以及触摸屏对电路板进行全自动清洗控制。下位机软件采用STEP7编写,上位机软件采用Wincc Flexible软件实现。
1.1 设备清洗工艺要求
PLC和触摸屏控制整个清洗过程自动完成:
1)通过触摸屏按键选择清洗模式,并能够通过按键调用实现相关功能,如清洗时间的设定和清洗方式的选择、手动操作、急停操作等;
2)自动调节酸碱清洗液浓度;
3)通过触摸屏实现阀门和泵等的启停显示、工作状态显示等;
4)可以手动控制阀门、泵等的启停;
5)清洗过程中浓度、液位不正常时能够自动报警。
1.2 电路板清洗的工艺流程
印制电路板清洗线一般只需两个人便可进行操作,一个人把需要清洗的电路板放在传送带上(简称放板),传送带把电路板送进密封的机床里先进行碱洗,再到酸洗,然后到水洗,最后烘干,另一个人在传送带的末端把电路板收起来即可(简称收板),如图1所示。如果在生产时间比较紧急,人员也比较充足的情况下,可以4个人同时操作,即放板和接板各两个人,再按清洗工艺要求适当地提高传送带的速度和清洗水泵的压力即可方便地实现生产的急缓。碱洗就是用稀碱水通过水泵升压后喷洒到电路板上进行清洗,可洗掉电路板上的油腻和其它杂质。酸洗就是用稀酸水通过水泵升压后喷洒到电路板上进行清洗,可洗掉电路板上残余的金属杂质,防止电路板线间短路。水洗就是用清水洗掉残余在电路板上的酸,最后用热风吹干。整个过程在一条清洗线上完成,本生产线要用到五个电机,其中3个电机用于驱动水泵,一个电机用于带动热风机,一个电机用于拖动传送带。

图1 电路板清洗线Fig.1 Circuit board cleaning line
2 控制系统硬件构成
印制电路板清洗线由机床部分和控制部分组成,机床部分包括水泵、储液罐、传送带、支架、外壳等;控制部分包括上位机、PLC、变频器、电机、继电器和各种接线电路,其示意图如图2所示。

图2 电路板自动清洗线控制部分示意图Fig.2 Circuit board automatic cleaning line control part of the schematic diagram
2.1 S7-300 CPU315-2 DP
此种型号的CPU具有两个九针的串口,一个用于MPI通信,一个用于Profibus-DP通信。MPI通信和Profibus-DP通信在一个网段内最多可以连接32个节点,如果通过中继器连接,可以扩展更多的从站设备,所以这种型号的PLC具有强大的网络通信功能。
2.2 TP177B触摸屏
TP177B触摸屏,即人机界面 (HMI),在控制领域里,HMI一般特指用于操作人员与控制系统之间进行对话和互相反馈的专用设备,由于其具有操作简单,强大的图形显示能力和简单的硬件连接等优点,在现代控制领域中得到越来越广泛的应用。
2.3 MM4系列变频器
MM4系列变频器是西门子公司推出的一种适合于三相电动机速度控制和转矩控制的变频器系列,能实现对交流异步电动机的软起动、变频调速、过流/过压/过热和短路等保护,其应用范围较广,在我国应用最多的是MM420通用型、MM430风机水泵型、MM440矢量型变频器等。根据电路板清洗线上的工艺要求,选择MM430作为控制高压水泵和热风机电动机的变频器,选用MM440作为控制传送带电动机的变频器。MM4系列变频器有多种模块可供用户选用,包括与PC通信的通信模块、基本操作面板(BOP)模块、高级操作面板(AOP)模块、以及进行现场总线通信的PROFIBUS-DP通信模块[4]。
设置P0010=1启动快速调试,输入电动机的实际参数,完成快速调试后必须设置P3900=1进行电动机计算和复位为工厂缺省设置值,接通电动机,开始电动机数据的自动检测,直到A0541消失,具体调试方法请参考各种型号变频器的详细使用手册。西门子MM4系列变频器的参数功能基本相同,以MM440为例,本系统需要设置S7-300与变频器PROFIBUS-DP通信的部分参数如表1所示。

表1 变频器参数设置Tab.1 Inverter parameter settings
2.4 Profibus-DP接口模块
用于安装在MM4系列变频器上,使之成为Profibus-dp从站。S7-300通过调用SFC14、SFC15对MM4系列变频器的PKW和PZD区进行数据读写操作。
3 系统软件设计
3.1 Profibus-DP通信
Profibus是西门子公司开发的一种现场总线协议,现已成为国际化的开放式现场总线结构。Profibus-DP通信具有传送速度高,价格低廉,实现简便等优点。S7-300PLC与变频器的Profibus-DP通信连接不仅能实现PLC与变频器之间的信息交换,而且它还具有很多比控制端子连接更加独特的优势[5]。
1)节省S7-300PLC的I/O资源,减少PLC的模拟量转换模块,S7-300PLC通过Profibus-DP总路线与多台变频器相连,在读写和修改变频器参数的过程中不再需要用到其它的外部接线,最大程度地节约了成本、提高了控制系统的可靠性,也减少了系统抗干扰设计的成本。
2)变频器参数读取和修改更加方便,通过人机界面(HMI)在线实时监控变频器的电压、电流、频率和实际输出转速等参数,方便地实现变频器参数的修改、故障信息读取和故障复位等重要功能,不需要专业技术人员到变频器的操作面板上操作变频器。
3)西门子MM4系列变频器采用新颖的内部功能互联(BiCo)技术,使变频器在软件功能性方面达到一个新水平,简化了参数设置过程。
3.2 程序设计
Step7软件用于S7-300的硬件组态和程序编写。用户程序由组织块(OB)、功能块 (FB/FC)和数据块(DB)构成。其中OB是系统操作程序与应用程序在各种条件下的接口,用于控制程序的运行。FB/FC是用户子程序,用于编写各种控制功能。DB是用户定义的用于存储数据的存取区,本系统中用于存储变频器的控制字和状态字。
S7-300与变频器Profibus-DP通信的软件编写较为简单,故障排查也较为方便;首先为控制每一台变频器的功能块分配一个背景数据块,也可把全部数据放在同一个共享数据块里;其次在控制每台变频器的子程序里都调用一次SFC14和SFC15,并进行数据格式的转换;注意里面的LADDR地址要与组态时分配的地址相同,RECORD里的背景数据地址也不能写错,这样才能实现S7-300与MM4系列变频器的Profibus-DP通信。程序流程图如图3所示,部分程序如图4所示。
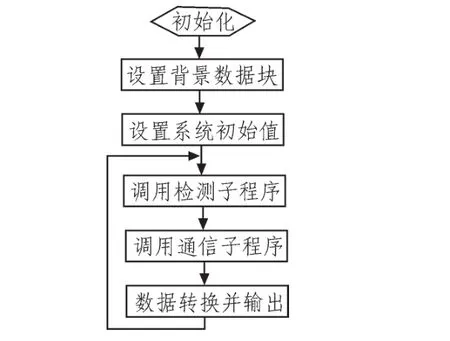
图3 主程序流程图Fig.3 The main program flow chart
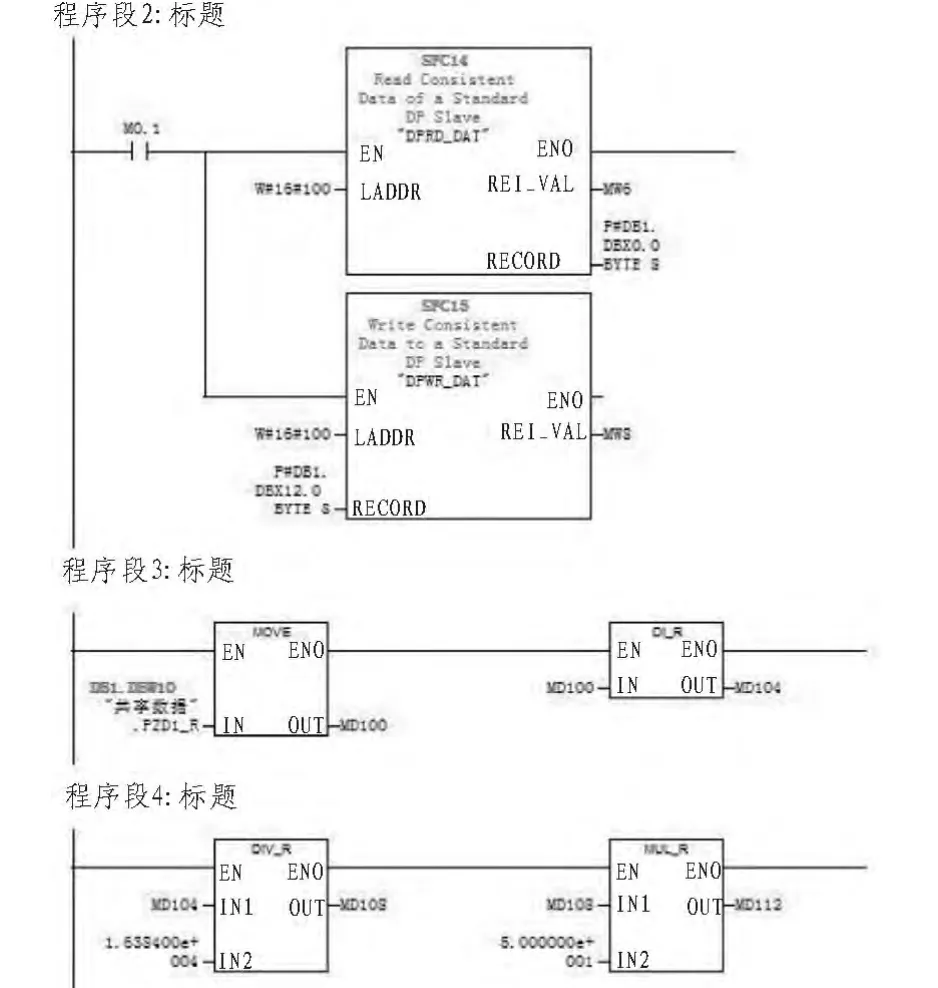
图4 PLC对变频器数据读写和数据转换部分程序Fig.4 PLC for inverter part read and write data and data conversion program screen
3.3 画面组态
3.3.1 硬件组态
根据实际硬件在SIMATIC Manager软件中进行硬件组态,并把S7-300 CPU设为通信的主站,Profibus-DP总线上的变频器设为从站,并设置好CPU和变频器通信模块的通信地址,此地址要与变频器的Profibus-DP通信模块上拔位开关的地址相同。变频器硬件组态如图5所示。
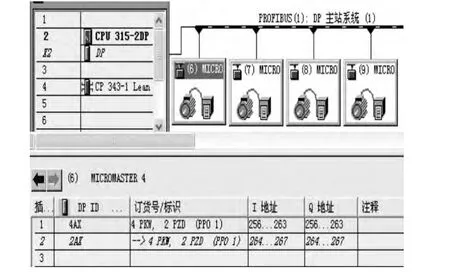
图5 变频器硬件组态Fig.5 Inverter hardware configuration screen
3.3.2 人机界面画面的组态
首先用Wincc flexible 2008的向导功能新建一个项目,其次组态相应的监控画面,再次把此项目集成到S7项目里,最后用S7项目里的符号表变量与画面中的动作连接起来,这样就可以很方便地建立S7-300与HMI的变量连接[6]。在组态画面项目的连接设置窗口处选择S7-300与HMI的通信方式为MPI通信,保存编译并下载到触摸屏里运行,部分画面如图6所示。

图6 HMI监控画面Fig.6 HMI monitor screen
4 结束语
基于S7-300的Profibus-DP通信控制MM4系列变频器应用于印制电路板清洗线上的方案实现,达到了高效、节能、灵活的效果,简化了程序的编写,大大地减少了控制接线,提高了系统的抗干扰能力和控制的可靠性,为厂家节约了维护成本,带来了可观的经济效益。同时用PLC实时地对溶液的压力和浓度进行检测,对烘干的温度进行PID控制,能够达到理想的清洗效果。
[1]董玉燕,冯银平.基于西门子PLC在线清洗系统设计[J].现代商贸工业, 2010(5):1-3.
DONG Yu-yan,FENG Yin-ping.Based on siemens PLC online cleaning system design[J].Modern Commercial and Trade Industry, 2010(5):1-3.
[2]朱广西.基于PLC和组态软件的列车自动清洗机控制系统[J].电工技术, 2010(6):1-2.
ZHU Guang-xi.Based on PLC and configuration software of the automatic washing machine control system[J].Electric Technology, 2010(6):1-2.
[3]刘小晶.基于西门子PLC的奶站全自动清洗系统的设计[D].内蒙古:内蒙古大学,2012.
[4]赵卫东,刘和平.S7-400PLC和西门子MicroMaster430的Pro fibus-DP通讯[J].有效金属加工2009(5):1-4.
ZHAO Wei-dong,LIU He-ping.MicroMaster430 of Siemens S7-400 PLC and profibus-dp communication[J].Metal Processing, 2009(5):1-4.
[5]崔坚.西门子工业网络通信指南上、下[M].北京:机械工业出版社,2005.
[6]廖常初.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2009.
The application of Profibus-DP in PCB automatic cleaning line
YANG Bo-song, TAN Yao-song, CHEN Shan-yang, HUANG Gui-feng
(Guangdong University of Petrochemical Technology, Maoming 525000, China)
Aimed at the present situation of the circuit board automatic cleaning, the phenomenon such as pollution, high cost and low efficiency, to put forward a kind ofautomatic cleaning system based on Profibus-DP bus; And complete the design of hardware and software.Thoughthe field bus controlling motor、using man-machine interfacemonitoring and setting more than one inverter output parameters, can realize automatic online cleaning, setting of process parameters and process monitoring;The system is applied to the circuit board cleaning production practice,and achieved certain economic benefits and social benefits.
Profibus-DP; automatic cleaning system; motor; man-machine interface; frequency converter
TN915.04
A
1674-6236(2014)15-0109-03
2014-03-28 稿件编号:201403312
广东省高等学校高层次人才项目(粤财教[2013]246号152);广东省高等学校学科与专业建设专项资金科研类项目(粤教科函[2013]120号);茂名市科技计划项目(11A36)
杨柏松(1970—),男,广东雷州人,硕士,实验师。研究方向:电气控制与PLC。
