板料折弯机油缸的滚压加工
2014-09-25朱建中
朱建中
(江苏亚威机床股份有限公司,江苏 扬州 225200)
0 引言
板料折弯机油缸是折弯机的主要部件,我公司每年生产数控折弯机1200台左右,共需大约2400个油缸。油缸加工的质量和效率,直接影响公司主导产品板料折弯机的质量和成本。折弯机油缸因其内孔要求高,给制造带来一定困难。传统的加工方法,采用在车床上车内孔再在内圆深孔磨上加工,生产效率低,内圆表面硬度较差。我公司为改变这一现状,在2005年决定采用油缸滚压加工新工艺,在车床精车后直接滚压(减去磨削工序)。新工艺经过多次试验,获得成功,油缸的加工效率和质量都大为提高。在运用加工新工艺过程中,从滚压原理入手,确定了滚压工艺参数,进行了滚压试验,取得了满意的效果。
1 油缸滚压加工原理
滚压加工是一种无屑冷加工,通过由淬硬钢或硬质合金制成的专用滚压工具滚压头,借助滚压工具预调量与工件内孔产生过盈而形成对缸壁的压力迫使油缸内壁按塑性变形规律产生塑性变形,将油缸内孔表面的微观凸起波峰熨平,使其填入凹下的波谷内,改变表面波峰的分布情况,使表面粗糙度得到很大提高。滚压还起到了光整的效果,能在小范围内校正油缸内孔的形状尺寸精度,并使金属表面薄层硬化。这样,滚压加工不仅提高零件的表面粗糙度、硬度、几何形状尺寸,同时还可以提高耐磨性和疲劳强度。
2 油缸滚压工艺参数的选择
图1所示为我公司1100kN数控板料折弯机油缸主要尺寸。油缸材质45钢,热处理调质T235(220~250HB),油缸外形尺寸 490mm×220mm×220mm,内孔直径ø151H9+0.10,表面粗糙度要求Ra1.6,使用本公司机加工分厂CW6180车床,采用NCM151-5滚压头。

图1 油缸
2.1 滚压力
滚压力是滚压过程中的重要参数,滚压力的大小直接关系到工件表面的变形程度,影响工件滚压后的表面粗糙度,同时也影响加工效率。合理确定滚压力是比较复杂的。影响滚压力的因素很多,一般来说,加工材料强度、硬度越高,原始表面粗糙度值和波纹度越大,滚柱的直径越大,滚压速度与进给量越大,过盈量越大,则滚压力越大。滚压力过大,滚压后的表面粗糙度数值不但不能降低,相反会引起表面疲劳,出现“起皮”现象。根据油缸内孔直径及滚压头NCM151-5(见图2)的尺寸,按使用说明书中所列的曲线图计算,滚压力在92~117kN之间,选定滚压机床CW6180车床基本合适。
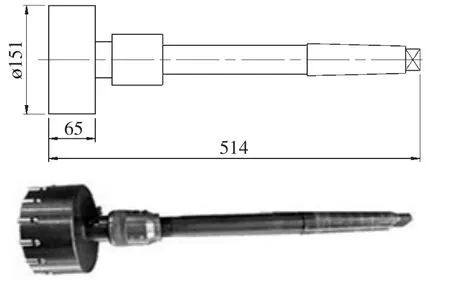
图2 滚压头
2.2 滚压过盈量
过盈量选择原则上应尽量使滚压力变小,保证达到所要求的尺寸精度和表面粗糙度,选取过盈量不仅要考虑通过塑性变形把原始表面微观不平度熨平,而且还要考虑到工件在直径方向上的弹性变形量。初步确定滚压过盈量0.01~0.02mm,在油缸滚压试验过程中,证明上述过盈量既能保证图纸尺寸精度要求,滚压头也有较高的使用寿命。
2.3 滚压速度
滚压速度对滚压粗糙度影响不大,而主要影响生产效率。速度的增大受机床系统的限制,速度过快会引起机床振动,使加工表面产生螺旋线。同时还会增高工件与滚压头的温升,加快滚柱与滚压头的磨损,影响工件尺寸和表面粗糙度。主轴转速初步确定n=150rpm,确定油缸滚压速度V=71m/min。
2.4 进给量
进给量是油缸滚压加工中的重要参数,它直接影响着滚压后工件的表面粗糙度和加工效率。初步确定进给量为f=1.2mm/r。
2.5 滚压前的内孔尺寸
2.6 冷却液选择
正确选择冷却液,可以提高零件滚压后的表面粗糙度,减小滚压力和机床功率的消耗,提高滚压头的使用寿命,减小工件的热变形。使用切削液和水的混合液,能达到较好的滚压效果。
3 工艺试验
初步确定滚压参数后,选择了10只油缸进行工艺试验,试验结果见表1。通过检测,10个油缸全部合格。但是我们发现,有4个油缸内孔尺寸达到上极限尺寸,2个油缸表面粗糙度Ra1.6。我们决定将滚压前尺寸调整为同时减小进给量(f=1mm/r),参数调整后我们又选择10只油缸进行了工艺试验,结果显示,内孔尺寸(ø151.06~ø151.08)、表面粗糙度(Ra0.4~Ra0.8)、表面硬度(260~280HB)各项指标均达到理想效果。同时,我们进行了市场跟踪,使用滚压油缸的产品可靠性明显优于原有产品。试验结束后我们制定了详细的工艺文件,将所有工艺尺寸及技术参数纳入到工艺文件中,以保证油缸的加工质量和生产效率。

表1 油缸工艺试验记录表
4 结束语
经过几年来的生产实践,已证明这些工艺参数选择基本合理,保证了图纸的精度要求,同时采用类比法确定了其他各种小吨位数控折弯机油缸滚压参数,滚压工艺得到了推广使用,每年有十多个品种约1500只油缸采用了滚压工艺,每只油缸可节省加工时间约2h,提高了生产率及质量,为公司创造了经济效益。
[1]李 谨,周勤祖.镗削-滚压用切削油的研制及在油缸中的应用[J].现代制造工程,2011,(2).
[2]李振光,汪立新,等.泵压电液混合驱动系统在板料折弯机上的应用研发[J].锻压装备与制造技术,2013,48(1).
[3]徐世韬,李 炫,等.采用浮镗与滚压相结合的工艺加工油缸内孔[J].林业机械与木工设备,2013,(4).
[4]张世良,杨晋平.壳体缸筒存在半孔的滚压加工工艺研究[J].机械制造与自动化,2010,(6).
[5]毛志强,刘 冲.折弯机随动托料原理分析[J].锻压装备与制造技术,2012,(2).
[6]曾新亮,李永芳,等.镗滚复合加工技术在油缸加工中的应用[J].机械制造,2011,(11).
[7]赵 婧,夏 伟,等.滚压表面强化机理的研究现状与进展[J].工具技术,2010,(11).
[8]王圣莲,韩春耕,等.大型油压机柱塞缸工艺设计.锻压装备与制造技术,2013,48(4).
