双动挤压机内置穿孔装置液压支撑系统结构强度分析
2014-09-25张大伟张童童赵升吨胡阳虎段丽华
张大伟,张童童,赵升吨,张 君,胡阳虎,段丽华
(1.西安交通大学 机械工程学院,陕西 西安 710049;2.中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
带有穿孔系统的双动挤压机是生产高性能、高质量的空心型材和无缝管材的关键设备。活塞式内置穿孔系统不需要设置穿孔动梁,结构简单、重量轻、开档小、穿孔精度高[1,2],有利于提升机床整体性能和市场竞争力。内置式穿孔系统的液压支撑系统对实现穿(扩)孔过程、固定针挤压过程稳定进行和保证产品质量起着重要作用。
邓小民[3]分析了穿孔针的受力,对穿孔针和其配合工具的结构优化进行了探讨。王力莉[4]采用有限元方法分析了空心锭固定针挤压时,穿孔针的应力、应变情况,提出改善穿孔针强度的措施。杨大详和杨红娟[5]详细阐述分析了125MN双动挤压机内置穿孔装置的液压系统控制回路和工作过程。韩泓[6]提出了一种通过穿孔针液压系统动作控制和挤压速度控制实现提高穿孔针定位精度的方法。张君[7,8]等采用有限元法对双动挤压机工作主缸、前梁、后梁等大型部件进行应力分析,优化调整结构,降低应力集中。
目前对内置式穿孔系统的研究多集中于穿孔针的结构优化及强度校核、液压系统控制原理及工作过程,很少涉及到穿孔装置液压支撑系统的结构强度分析。穿孔装置的液压支撑系统结构强度对整个设备结构安全起着重要作用。此外,穿孔活塞缸的缸体是挤压机主工作缸的柱塞,有必要建立工作主缸和穿孔缸耦合作用下的有限元模型。因此,本文采用有限元方法研究了穿(扩)孔、固定针挤压情况下的穿孔装置液压系统结构强度,分析了应力和位移分布情况。
2 内置穿孔装置液压支撑系统结构
以16MN双动挤压机内置式穿孔装置的液压支撑系统为例,对双动挤压机内置穿孔装置液压支撑系统结构进行结构强度分析。如图1所示,双动挤压机主工作缸为柱塞缸,穿孔活塞缸的缸体就是工作主缸的柱塞。
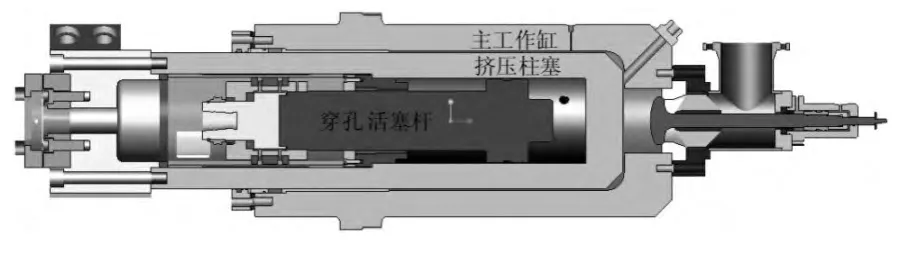
图1 内置式穿孔装置液压缸结构示意图
穿孔力是双动挤压机主要参数之一,一般按挤压力的15%~30%设计选定[2]。因此可由式(1)确定公称穿孔力。

式中:Fc——公称穿孔力;
F——公称挤压力,本文为16MN。
根据公称穿孔力可以确定在此状态下的穿孔液压系统的压力,根据式(1)确定穿孔力可计算得到穿孔液压系统压力Pc=12.229MPa~24.458MPa。穿孔液压缸的受力如图2a所示。挤压力由主工作缸和两个侧缸共同提供,根据公称挤压力和主缸、侧缸尺寸可确定主工作缸液压系统最大压力P=28.618MPa。挤压过程中穿孔缸超压回油,穿孔缸中的液压油的压力值为恒定值,以保持穿孔针固定不动,此时液压缸受力如图2b所示。
3 基于ABAQUS的有限元模型
在穿孔缸的内腔通入一定压力的高压油来推动穿孔活塞带动穿孔针,执行穿(扩)孔这一操作。而在固定针挤压过程中,穿孔缸维持一定压力以保证穿孔针静止,工作主缸通入高压油开始挤压。因此在穿(扩)孔过程仅考虑穿孔液压缸,挤压过程考虑工作主缸和穿孔缸耦合作用。
液压缸材料为45钢,其材料属性如表1所列。

表1 材料性能
在CAD软件中分别建立穿孔活塞和挤压柱塞(穿孔活塞缸缸体)的几何模型,在ABAQUS软件环境中装配,结构复杂的部位进行网格细化,采用的是C3D4的线性四面体单元,其他位置采用C3D8R线性六面体单元划分,如图3a所示。
载荷边界以压强的方式按图2a所示施加,其大小为最大穿孔力下液压系统压力。产品材料、规格不同以及穿孔、扩孔不同过程表现最大穿孔力不同。根据式(1)选择两个状态分析,即Fc1=0.15F和Fc2=0.30F,对应的液压系统压力分别为Pc1=12.229MPa和Pc2=24.458MPa。建立穿(扩)孔过程液压缸静力分析有限元模型,如图3a所示。
在CAD软件中分别建立穿孔活塞、挤压柱塞、工作主缸缸体的几何模型,在ABAQUS软件环境中装配。同样对于结构复杂的部位进行网格细化,采用的是C3D4的线性四面体单元,其他位置采用C3D8R线性六面体单元划分,如图3b所示。
载荷边界以压强的方式按图2b所示施加,其大小为最大穿孔力和最大挤压力下液压系统压力。主工作缸液压系统最大压力P=28.618MPa。最大穿孔力根据式(1)选择两个状态分析,即Fc1=0.15F和Fc2=0.30F,对应的液压系统压力分别为Pc1=12.229MPa和Pc2=24.458MPa。建立固定针挤压过程中,工作主缸和穿孔缸耦合作用下的有限元模型,如图3b所示。

图3 穿孔系统液压缸有限元分析模型
4 穿(扩)孔时穿孔缸有限元分析
穿(扩)孔过程中穿孔缸的Mises应力云图如图4所示,不同液压系统压力下穿孔缸的应力分布几乎是一样的,只是应力值不同。最大应力都是分布在活塞杆连接穿孔针的端部局部区域,如图4中标示区域。这是由于局部区域受力过大而产生的应力集中现象。穿孔缸缸体(挤压柱塞)最大应力产生在穿孔缸油孔(缸体左端)附近很小的区域,这是由于油孔结构在液压力作用下产生的应力集中现象。
在Fc1=0.15F情况下,活塞杆上最大的结构应力为90.47MPa,远小于材料的屈服极限。其他部分的应力值要比90.47MPa小很多。穿孔缸缸体(挤压柱塞)应力最大值为43.2MPa,缸体的其他部位的应力值要比油孔处的应力值小很多。其结构强度较大,满足设计要求。
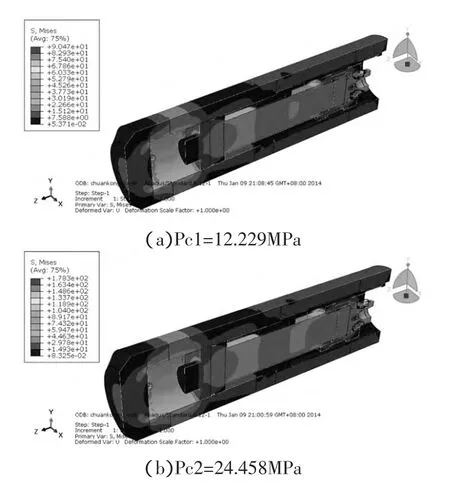
图4 穿孔缸应力云图
在Fc1=0.30F情况下,活塞杆上最大的结构应力为178.3MPa,约为Fc1=0.15F情况下的两倍,但仍远小于材料的屈服极限。其他部分的应力值要比最大值小很多,大部分在50MPa以下。穿孔缸缸体(挤压柱塞)应力最大值为86.4MPa,缸体的其他部位的应力值要比油孔处的应力值小很多。其结构强度也可满足设计要求。
穿孔过程中穿孔缸的位移云图如图5所示,不同液压系统压力下穿孔缸的位移分布几乎是完全一样的,只是大小不同。从图5可以看出,最大位移出现在活塞杆头部活塞处,最大位移由于液压力的作用产生在活塞杆的纵向方向。穿孔缸缸体(挤压柱塞)最大位移产生在缸体左端。
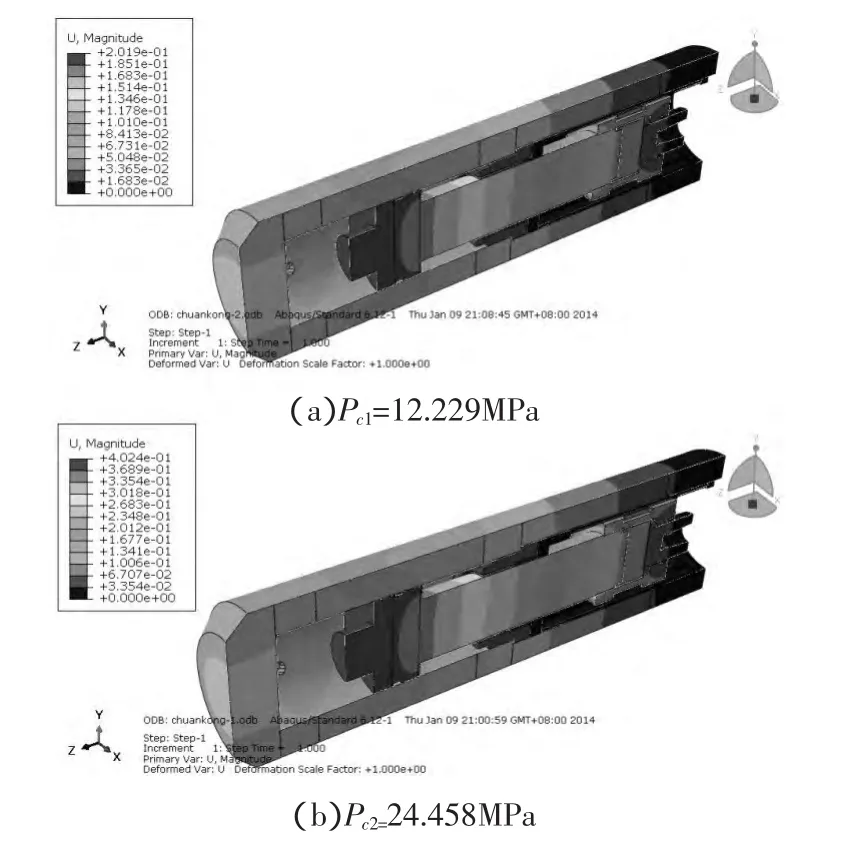
图5 穿孔缸位移云图
在Fc1=0.15F情况下,活塞杆上最大的位移为0.2019mm,穿孔缸缸体(挤压柱塞)位移最大值为0.1321mm。在Fc1=0.30F情况下,位移分布情况相同,大小几乎增加一倍。活塞上最大位移为0.4024mm,缸体上最大位移0.2619mm。穿孔缸的刚度符合要求。
5 固定针挤压时工作主缸和穿孔缸有限元分析
根据工作主缸和穿孔缸耦合作用下的有限元模型分析计算结果,固定针挤压下的液压缸应力云图如图6所示。穿孔装置液压支撑系统压力不同时,Mises应力分布特征表现出不同,特别是活塞杆和挤压柱塞。这是因为穿孔缸压力变化时,工作主缸压力不变,从而导致挤压柱塞(穿孔缸缸体)内外压力差变化,进而引起穿孔活塞杆和挤压柱塞的应力分布变化。
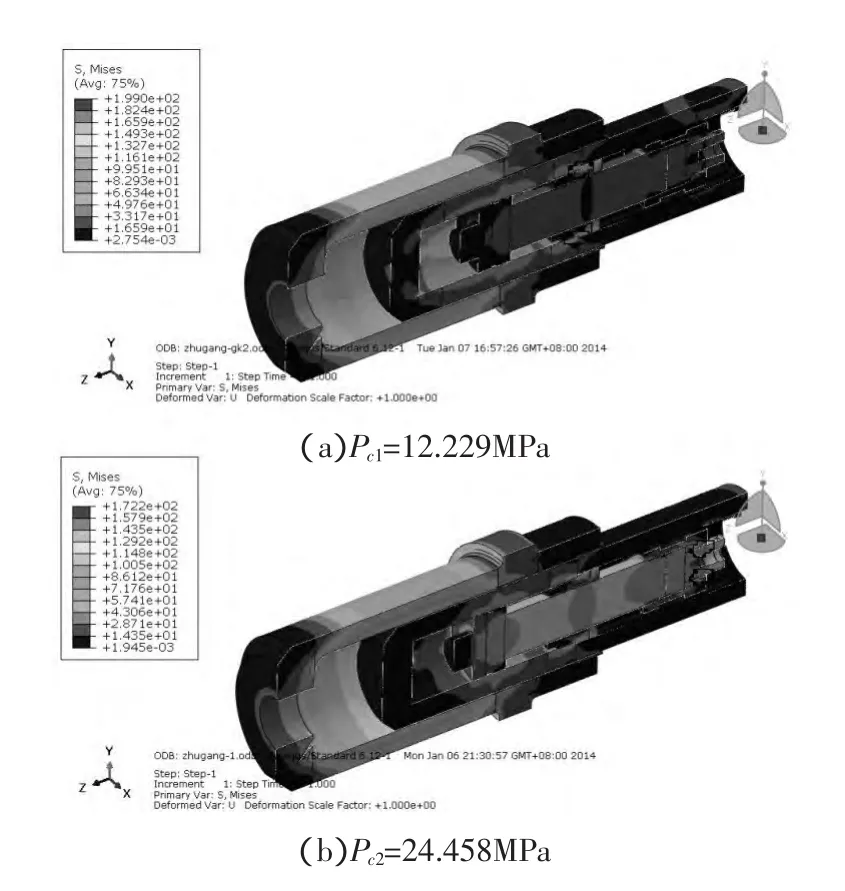
图6 工作主缸应力云图
在Fc1=0.15F情况下,挤压柱塞内外压力差较大,整个系统的最大应力出现在挤压柱塞(穿孔缸缸体)内腔的阶梯处,如图6a中标示区域,其值为199MPa,但仍然是远小于材料的屈服极限。挤压柱塞其他部分的应力值要小很多,大部分在70MPa以下。工作主缸缸体产生最大应力是在缸体中部位置,最大值为107.9MPa。活塞杆上最大应力值为59.9MPa,大部分区域应力普遍小于35MPa。结构强度满足设计要求。
在Fc1=0.30F情况下,穿孔装置液压支撑系统压力升高,整个系统的最大应力出现在活塞杆尾部局部区域,如图6b中标示区域,其值为172.2MPa,远小于材料的屈服极限。挤压柱塞(穿孔缸缸体)的最大应力仍然出现在内腔的阶梯处,其值为158.6MPa,比Fc1=0.15F情况下降低了40.4MPa。这是因为柱塞内外压力差减少,降低了应力集中现象。因为工作主缸内压力没有变化,工作主缸缸体的应力分布和大小几乎没有变化。系统最大应力值有所降低,强度符合要求。
工作主缸和穿孔缸组成整体系统的位移云图如图7所示。同样地,穿孔装置液压支撑系统压力不同时,活塞杆和挤压柱塞的位移分布特征也表现出显著不同。
在Fc1=0.15F情况下,由于挤压柱塞(穿孔缸缸体)内外压力差较大,整个系统的最大位移出现在柱塞左端,最大值为0.2786mm。工作主缸缸体的位移分布和应力分布情况相似,最大值在缸体中部位置,其值为0.2044mm。穿孔缸活塞杆的最大位移在头部活塞处,其值为0.1965mm。整个系统刚度符合要求。
在Fc1=0.30F情况下,整个系统的最大位移出现在活塞杆头部活塞处,最大值0.398mm,这是因为穿孔装置液压支撑系统压力升高的缘故。工作主缸缸体的位移分布仍和应力分布情况相似,位移量几乎没有变化,最大值为0.2046mm。挤压柱塞(穿孔缸缸体)位移量有所减少,最大值为0.2088mm。工作主缸和穿孔缸的刚度符合要求。
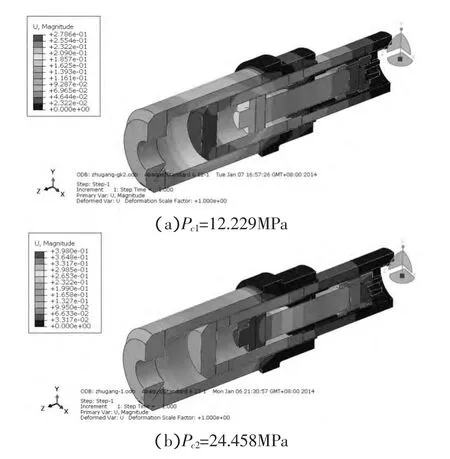
图7 工作主缸位移云图
6 结论
(1)穿(扩)孔时,穿孔缸活塞杆上应力和位移都大于缸体上的应力和位移;不同系统压力下,穿孔缸活塞杆和缸体的应力分布相似,位移分布也相似,只是大小不同,其值和系统压力近似于线性关系。
(2)固定针挤压时,工作主缸缸体的应力分布和位移分布情况相同,其值不随穿孔装置液压系统压力变化而变化;穿孔装置液压系统压力变化导致挤压柱塞(穿孔缸缸体)内外压力差变化;工作主缸压力不变时,压力差减少,挤压柱塞(穿孔缸缸体)的应力和位移都降低,而穿孔活塞杆的应力和位移都增加。
(3)在穿孔装置液压系统压力相同情况下,挤压时穿孔活塞杆上的应力和位移都稍微小于穿(扩)孔时的应力和位移;而挤压柱塞(穿孔缸缸体)的应力要远大于穿(扩)孔时的应力;Fc=(0.15~0.30)F情况下,所设计内置式穿孔装置液压系统的强度和刚度符合要求。
[1]郑文达.我国第一条31.5MN卧式双动铜挤压生产线[J].重型机械,2002,(1):7-10,13.
[2]魏 军.金属挤压机[M].北京:化学工业出版社,2005.
[3]邓小民.铝合金双动挤压及穿孔系统工具的优化设计探讨[J].轻合金加工技术,2003,31(10):31-36.
[4]王力莉.125MN双动铝挤压机穿孔针的有限元分析[D].哈尔滨:哈尔滨理工大学,2007.
[5]杨大详,杨红娟.125MN双动铝挤压机液压控制系统的研制及其技术特点[J].铝加工,2006,(8):35-38.
[6]韩 泓.双动铝挤压机液压定针控制技术[J].锻压装备与制造技术,2012,47(3):71-73.
[7]张 君,韩炳涛,于世忠.125MN油压双动铝材挤压生产线研制[J].有色金属加工,2005,35(2):45-49,55.
[8]ZHANG Jun,YANG He,XIE Donggang,HAN Bingtao.Key techniques in R&D of out-size extrusion press with oil-driven double action[J].Chinese Journal of Mechanical Engineering,2007,20(2):36-40.
