搅拌摩擦焊镁合金隔声性能的研究
2014-09-25刘成武钱林方
刘成武,钱林方
(1.福建工程学院机械与汽车工程学院,福州 350118;2.南京理工大学机械工程学院,南京 210094)
搅拌摩擦焊镁合金隔声性能的研究
刘成武1,钱林方2
(1.福建工程学院机械与汽车工程学院,福州 350118;2.南京理工大学机械工程学院,南京 210094)
伴随搅拌摩擦焊在镁合金上的广泛应用,对其隔声特性研究尤为重要,基于自适应网格技术,对搅拌摩擦焊过程进行数值模拟,为后续声学计算提供约束模态,解决了材料属性难以确定的问题,一定程度上实现了焊接与声学的结合。自行设计和制造了混响箱,用以测量焊接镁合金板的隔声量,弥补了混响室测试小试件的不足。进而使用finite element-statistical energy analysis(FE-SEA)混合法计算焊接件的隔声量,与试验结果进行对比,吻合良好,表明此方法行之有效。通过对比焊接前后镁合金板件的隔声量,发现在吻合低谷区,焊接后板件的隔声有所降低。为了研究焊接参数对隔声的影响,分别改变焊接速度和搅拌头旋转速度,观察隔声量的变化,结果表明,这些参数都需要合理的设置,并非越大或者越小越好。
搅拌摩擦焊;混响箱;FE-SEA混合法;焊接速度;搅拌头旋转速度
1 前言
搅拌摩擦焊(FSW)是1991年由英国焊接研究所推出的一种新型固相连接技术,主要应用于铝、镁等轻质合金的焊接。与传统的熔化焊相比,避免了诸如凝固裂纹、气孔和氧化等缺陷,可以获得较高质量的焊缝[1],现已成功应用于航天、汽车等工业领域。目前国内外对搅拌摩擦焊的研究主要集中在材料的流动、接头的微观组织等方面[2,3],而且数值模拟计算过程中并没有过多地考虑焊接导致的塑性变形,结果存在一定的异议。伴随噪声要求的提高和镁合金的广泛应用,研究搅拌摩擦焊对构件隔声产生何种影响十分必要,但是这一领域尚属空白。
本文拟用自适应网格技术,使材料点和网格可以分开,不仅考虑塑性变形,而且准确地模拟了镁合金搅拌摩擦焊。清楚了解焊接所导致的变化,将这一模拟结果导入到专业的声学软件中,使用finite element-statistical energy analysis(FE-SEA)混合法[4,5]计算焊接件在中频段的隔声,与试验结果进行对比,验证此种方法的有效性。对比焊接前后、不同焊接速度和搅拌头旋转速度下的隔声量,得出一定的结论,为焊接和声学的交叉应用提供一定的指导意义。
2 基础理论
在FE子系统与SEA子系统耦合时,整体平均响应由式(1)表示

式(1)中,Sqq为FE子系统中的节点位移响应;为外界直接施加在FE子系统上的作用力;S为第m个SEA子系统的混响场作用在FE子系统耦合节点处的作用力;Ddir为包含了FE子系统和SEA子系统“直达场”的整体刚度矩阵。此整体刚度矩阵阐明了FE子系统向SEA子系统辐射能量的机理,而作用在耦合节点处的载荷阐明了SEA子系统对FE子系统的激励作用。此二者的关系由“直达场互惠定理”[6]描述

式(2)中,ω为圆频率;Em为第m个子系统的能量;nm为第m个子系统的模态密度;Im{D}为第m个子系统对整体刚度矩阵的阻抗贡献量,这个刚度矩阵具有统计学意义。
而式(2)中的Em为第m个子系统的振动能量。能量平衡方程为

3 搅拌摩擦焊模拟
根据搅拌头工具实际尺寸和形状建立有限元模型,并在计算过程中将该模型设定为刚体。平板的数值模型尺寸为670 mm×460 mm×4 mm。
平板的材料为AZ31B镁合金,弹性模量为4.5×1010Pa,密度为1 750 kg/m3,泊松比为0.33。共划分为15 034个六面体单元。
为了避免搅拌头运动产生网格畸变和准确模拟焊接过程中的塑性变形,采用ABAQUS自适应网格技术。将搅拌头的平移等效为材料以同一速度(30 mm/min)从一侧施加到另一侧,平板的两侧作为材料的流入和流出面,定义为Eulerian面,从而使材料点与网格分开,平板的上下表面定义为滑移面,材料点只能在网格平面内运动,搅拌头以800 r/min的速度旋转,从而有效地模拟材料与搅拌工具间的相互作用。焊接过程有限元模型示意图如图1所示。
4 焊接镁合金隔声试验和仿真
隔声量的传统测试装置混响室在声学测试中已被广泛应用。Mu等利用混响室研究了多层微穿孔板结构的隔声特性[7]。Mao等通过混响室和半消声室相结合,研究了双层板结构的隔声特性[8]。但是图示镁合金板件由于尺寸过小,无法方便快捷地固定在混响室的窗口,为此设计和制造了混响箱,可等效成一个小的混响室,针对小试件的测试有很好的效果。
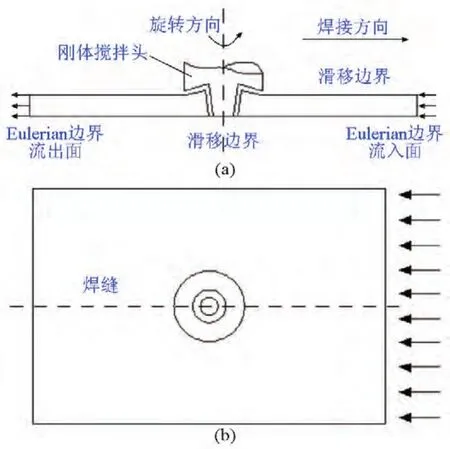
图1 搅拌摩擦焊有限元模型示意图Fig.1 Finite element model schematic of FSW
4.1 混响箱设计及隔声试验
混响箱可用于在有限的空间里产生自由散射声场,使声场中测得的点声压均布。本文中的混响箱是按照GBJ 47—3《声学——混响室法吸声系数测量规范》自行设计加工的,采用双层钢板结构,中间填充玻璃棉和空气,箱壁剖面结构如图2所示。

图2 箱壁结构示意图Fig.2 Box wall structure schematic
对于体积小于200 m3的混响室,混响声场下限频率f与体积V具有式(4)所示的关系[9],混响箱三边尺寸具有式(5)所示的关系[10]
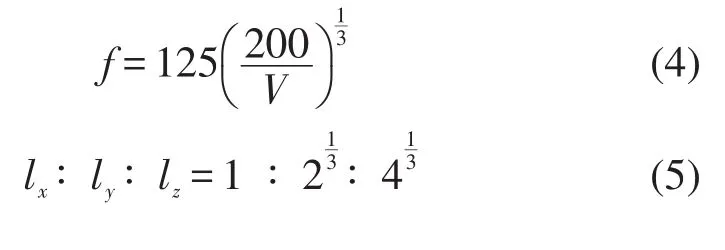
此外,混响箱内的最大线度lmax和体积V有如下关系[10]

结合式(4)~式(6),确定混响箱的外部尺寸为1.36 m×1.57 m×1.07 m。并由公式计算得混响箱测量的下限频率为670 Hz。
设计制造后进行试验验证,混响箱总隔声量高于40 dB。对设计制造的混响箱从混响时间和声场均匀度两方面验证是否达到了试验的要求。
混响时间为声场稳定后中断声源,声压级从稳定状态下降到60 dB所需要的时间。为了测得混响箱的混响时间,对下列频率序列进行了测试:125 Hz、250 Hz、500 Hz、1 000 Hz、2 000 Hz、4 000 Hz和8 000 Hz。
由表1也可以看出,混响箱在各频率下均有较长的混响时间,达到了试验测试的要求。

表1 混响箱的混响时间Table 1 Reverberation time of reverberation chamber
为了验证混响箱内声场分布的均匀度,对比了混响箱内三个传声器测得的声压结果。同时,为了保证结果的可靠性,改变传声器的位置测量两次(工况1和工况2)来避免偶然性。图3给出了混响箱内声压级的分布。从图3中也可以看到,同一工况下,3个传声器测得的声压级最大差值不超过3 dB;而不同工况下,声压级相差最大也只有4 dB,发生在630 Hz下,而这个频率低于混响箱的下限频率。在670 Hz以后,不同工况下声压级值的差别也是很小的;而且在下限频率(670 Hz)以上的频段内声压级均超过了90 dB,即产生了1 Pa的白噪声。因此,混响箱内声场分布是均匀的,适合作为产生混响激励的装置。
将设计加工的混响箱置于半消声室内,固定搅拌摩擦焊板件于混响箱的窗口,测量其隔声量,结果如图4所示。

图3 3个测点声压三分之一倍频程Fig.3 Sound pressure of three measurement points under one-third octave

图4 隔声量的试验与仿真对比Fig.4 Transmission loss comparison between experiment and simulation
4.2 仿真分析
在混响箱的下限频率670 Hz以下的频段内,试验结果不可靠加之低频范围内边界条件影响比较大,仿真与试验吻合程度会大大降低,因此尝试使用FE-SEA混合法计算中频范围的隔声量。由于焊接会改变材料属性及结构,直接使用网格模型无法定义这些参数,必须将图1中计算的约束模态导入进去,作为一个中间结果,这样才可以准确计算搅拌摩擦焊镁合金板的隔声量。FE-SEA混合模型如图5所示。
将仿真在100~4 000 Hz的隔声量与试验结果进行对比,如图4所示。从图4可看出,在670 Hz的下限频率范围内,由于试验结果及边界条件的影响,仿真与试验相差比较大,用仿真来预测实际隔声量,准确度比较低;超过670 Hz,仿真与试验结果吻合良好,最大差值不过3 dB,在工程误差许可的5 dB范围内。
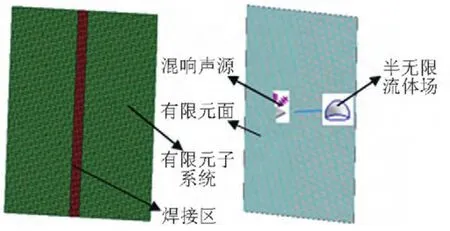
图5FE-SEA混合模型Fig.5 FE-SEA hybrid model
5 搅拌摩擦焊镁合金板隔声特性
5.1 焊接前后隔声量的对比
为了研究搅拌摩擦焊对镁合金板隔声特性的影响,分析和对比了焊接前后镁合金板的隔声量,为避免结果存在偶然性,计算2 mm和4 mm厚的镁合金板焊接前后的隔声,结果如图6所示。

图6 焊接前后隔声量的对比Fig.6 TL comparisons between welded and un-welded one
在混响箱下限频率670 Hz以下的范围内,仿真并不能准确地预测实际隔声量,因此不作分析。670~1 600 Hz内,隔声量处于质量控制的区域,随着面密度的增加而增大,因此4 mm的镁合金板隔声量要大于2 mm的;超过1 600 Hz,4 mm镁合金板进入吻合效应的低谷区域,而2 mm的依然处于质量控制区域,隔声量随着频率的增加呈现出上升趋势,因此会出现2 mm的隔声量反而大于4 mm的情形。两种厚度的镁合金板在质量控制区的频带内,由于焊接对面密度影响较小,而且成形质量非常好,隔声基本一致,吻合低谷范围内,隔声由阻尼控制,众多学者在对AZ31B镁合金性能进行研究时,发现剧烈变形对该合金微观组织和力学性能都有较大的影响,会导致合金室温阻尼性能略有降低[11~15]。对镁合金焊接过程进行模拟,观察到焊接会产生大的塑性变形,如图7所示,这导致焊接后的隔声相对焊接前有所不足。

图7 FSW过程产生的塑性变形Fig.7 The plastic strain of FSW process
5.2 焊接速度对隔声量的影响
焊接速度是焊接过程中的一个重要参数,为此,焊接速度从30 mm/min改变到70 mm/min,步长为20 mm/min,得到各焊接速度下的隔声量曲线如图8所示。

图8 不同焊接速度下的隔声量曲线Fig.8 Transmission loss curve of different welding speeds
从图8可以看出,在670~1 600 Hz的范围内,同一工况下的隔声量随着频率的增加而增加,但是不同工况下的隔声量却因焊接速度不同,呈现出比较明显的差别,当焊接速度为30 mm/min时,隔声量相对其他两种焊接速度更大,如图9所示是不同焊接速度下的振动速度曲线,表明在670~1 600 Hz内,焊接速度为30 mm/min时,产生的振动速度总体而言最小,板件的辐射噪声就会相对比较小,导致隔声量变大。在1 600~4 000 Hz内,不同焊接速度下的隔声量相差不大,从图9也可以看出,振动速度的变化并不明显,而是彼此之间上下浮动。因此在实际应用中,有必要根据关心的频段,选择合适的焊接速度,以最大化改善隔声性能。

图9 不同焊接速度下的振动速度曲线Fig.9 Vibration velocity curve of different welding speeds
5.3 搅拌头旋转速度对隔声量的影响
搅拌头旋转速度对焊接也是至关重要的因素,改变旋转速度从600 r/min到1 000 r/min,步长为200 r/min,得到各工况下的隔声量曲线(如图10所示)。

图10 不同旋转速度下的隔声量曲线Fig.10 Transmission loss curve of different rotation speeds
从图10可以看出,在670~1 600 Hz内,同一工况下的隔声量随着频率的增加而增加,但是不同工况下的隔声量却因搅拌头旋转速度不同,呈现出比较明显的差别,当旋转速度为800 r/min时,隔声量相对其他两种旋转速度更大。1 600~4 000 Hz频段内,隔声量随旋转速度的变化,并没有呈现出明显的改变。产生这些现象的具体原因归根结底也是因为振动速度不同导致的,在此不再详述。因此,并不是搅拌头旋转速度越大或者越小越好,而是要选择一个合适的速度才会有最佳的隔声性能。
6 结语
1)使用ABAQUS中的自适应网格技术,不仅考虑大的塑性变形,而且准确地模拟了镁合金搅拌摩擦焊的过程。可以清楚地了解焊接导致的变化和为后续声学计算提供约束模态,解决了材料属性难以确定的问题,一定程度上实现了焊接与声学的结合。
2)使用FE-SEA混合法计算焊接件的隔声量,与试验结果进行对比,吻合良好,表明此种方法用来快而准地预测焊接件的隔声量行之有效。
3)对比焊接前后镁合金板件的隔声量,发现在吻合低谷区,塑性变形导致焊接区阻尼减小,焊接后板件的隔声量有所降低。
4)分别改变焊接速度和搅拌头旋转速度,观察其对隔声量的影响,结果表明,这些参数都需要合理的设置,例如,搅拌头旋转速度并非越大或者越小,隔声性能就越佳。
[1]Thomas W M,Nicholas E D.Friction stir welding forthe transportation industries[J].Materials&Design,1997,18(4/6):269-273.
[2]Zhang H W,Zhang Z,Chen J T.The finite element simulation of the friction stir welding process[J].Materials Science and Engineering A,2005,403(1-2):340-348.
[3]张洪武,张 昭,陈金涛.搅拌摩擦焊接过程中搅拌头转速对材料流动的影响[J].金属学报,2005,41(8):853-859.
[4]Shorter P J,Langley R S.Vibro-acoustic analysis of complex systems[J].Journal of Sound and Vibration,2005,288:669-699.
[5]Cotoni V,Shorter P J.Numerical and experimental validation of a hybrid finite element-statistical energy analysis method[J].Journal of Acoustic Society of America,2007,122(1):259-270.
[6]Shorter P J,Langley R S.On the reciprocity relationship between direct field radiation and diffuse reverberant loading[J].Journal of Acoustic Society of America,2005,117(1):85-95.
[7]Mu R L,Masahiro T,Daiji T.Sound insulation characteristics of multi-layer structures with a microper-forated panel[J].Applied Acoustics,2011(72):849-855.
[8]Mao Q B,Stanislaw P.Experimental study for control of sound transmission through double glazed window using optimally tuned Helmholtz resonators[J].Applied Acoustics,2010(71):32-38.
[9]ISO 354:Acoustics-Measurement of sound absorption in a reverberation room[S].Geneva,2003.
[10]Xiang Duanqi,Wang Zheng,Chen Jinjing,Acoustic design of a reverberationchamber[J].Applied Acoustics 1991,32(2):83-91.
[11]Watanabe H,Mukai T,Sugioka M,et al.Elastic and damping properties from room temperature to 673K in an AZ31 magnesium alloy[J].Scripta Materialia,2004,51(4):291-295.
[12]Chuvil’deev V N,Nieh T G,Gryaznov M Y,et al.Low-temperature super-plasticity and internal friction in microcrystalline Mg alloys processed by ECAP[J].Scripta Materialia,2004,50(6):861-865.
[13]Hu X S,Wu K,Zheng M Y,et al.Effect of deformation on the damping capacity of magnesium alloys[J].Materials Science Forum,2005,488-489:737-740.
[14]Wu K,Hu X S,Zheng M Y.Mechanical properties and damping capacities of magnesium alloys processed by equal channel angular extrusion(ECAE)[J].Transactions of Nonferrous Metals Society of China,2005,15(S2):276-279.
[15]Zheng M Y,Hu X S,Xu W S,et al.Mechanical properties and damping behavior of magnesium alloysprocessed by equal channel angular pressing[J].Materials Science Forum,2007,539-543:1685-1690.
Research on sound insulation
characteristics of the friction stir welding magnesium alloy
Liu Chengwu1,Qian Linfang2
(1.School of Mechanical&Automotive Engineering,Fujian University of Technology,Fuzhou 350118,China;2.School of Mechanical Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
The friction stir welding(FSW)on magnesium alloy has already been widely used.Therefore,the research on its sound insulation characteristics appears particularly significant.Based on the adaptive meshing technique,the FSW procedure was numerically simulated to provide constraint mode for the next acoustic calculation,which solved the problem of the material properties and achieved a combination of welding and acoustic to some extent.Subsequently,designing and manufacturing a reverberation box to measure transmission loss(TL)of the welded magnesium alloy plate,which could make up the shortage of a reverberation chamber in measuring the little specimen.Based on FE-SEA hybrid method,the method was employed to calculate the TL which was then compared with the experimental one and showed better consistency,prove feasible to predict the TL in FSW on magnesium alloy.Comparisons between the welded magnesium alloy plate TL and the unwelded one could find that TL is reduced after welding.Changing the welding speed and the stir head rotation speed respectively to observing TL in order to study the influence of the welding parameters,which proves that the parameters should be required to set reasonable and neither the bigger nor smaller parameters is better.
friction stir welding;reverberation box;FE-SEA hybrid method;welding speed;stir head rotation speed
TB532
A
1009-1742(2014)08-0093-06
2013-11-15
国家863计划项目(2012AA1111050);福建省科技计划重点项目(2013H0001);福州市科技计划项目(2012-G-108,2013-G-90);福建省汽车电子与电驱动技术重点实验室开放基金(ZDKA1301)
刘成武,男,1975年出生,安徽枞阳县人,副教授,博士,研究方向为机械结构振动与噪声控制、多学科结构设计优化;E-mail:liucw@fjut.edu.cn