多线左旋螺纹的数控车削方法
2014-09-24刘春兰
刘春兰,钟 睿
(赣州技师学院,江西 赣州 341000)
赣州技师学院数控实训车间近期接到某企业一批带有四线螺纹的零件产品的来料加工业务,该产品用于某军工产品的配套零件,因此,本文围绕螺纹的用途、加工方式、编程、加工注意事项等与大家共同探讨一下多线左旋螺纹的数控车削
1 螺纹的用途
在各种机械产品中,很多零件都带有螺纹,从火箭、飞机到日常生活中常用到的电风扇、水管等,螺纹用途十分广泛,有起连接或固定作用的,有起传递动力作用的,也有起减速运动作用的,还有一些专门用途的螺纹,其种类虽多,但其数量都是有限的。螺纹的使用所以能经久不衰都是由于它具有结构简单、性能可靠、拆卸方便、便于制造等特点,使之成为当今各种机电产品中不可缺少的结构要素。
2 多线左旋螺纹加工方式分析

图1 主轴反转加工图

图2 主轴正转加工图
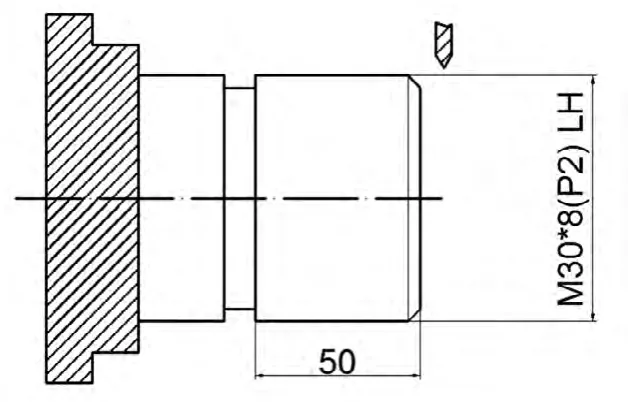
图3 左旋四线螺纹图
左旋螺纹加工一般有二种方式,一种是主轴反转,刀具从右抽左切削加工如图1所示,另一种是主轴正转,刀具从左向右切削加工螺纹如图2所示。在数控车削加工螺纹时,由于位置编码器检测出主轴旋转一圈的信号,刀具跟随主轴同步旋转进刀,切削加工出所需导程的螺纹。由于伺服系统存在一定的滞后,车刀升降速会使螺纹开始与结束阶段的导程与加工要求存在一定的偏差(即不完整螺纹),为了避免在加减速过程中切削出不完整螺纹,因此,在加工螺纹时两端必须设置足够的升速进刀段长度和减速退刀段长度。
加多线螺纹时,是通过改变螺纹轴向切削起点来加工多线螺纹即加工完第一条螺纹后,切削起点向前或向后移动一个螺距,依次类推。因考虑到多线螺纹的导程可能较大,要有足够的升速阶段,所以本人建议用图1的方式加工多线左旋螺纹。
3 多线左旋螺纹的应用举例
本文用沈阳机床HTC1632,FANUCOI-TC系统为例,用G76指令来加工M30*8(P2)LH左旋四线螺纹(如图3所示)。
(1)螺纹车削指令G76的格式:G76P(m)(r)(a)Q(△dmin)R(d);G76X(u)Z(w)R(i)P(k)Q(△d)F(L)
说明:m为精车重复次数,从01-99,用两位整数表示;r为螺纹尾端倒角值,该值的大小可设置在0.0-9.9L之间,系数应为0.1的整数倍,用00-99之间的两位整数来表示,其中L为导程;a:刀尖角度为可从80、60、55、30、29、0度六个角度中选择,两位整数来表示;△dmin为最小切削深度,用半径编程指定,单位为微米,车削过程中每次车削深度(△d·n%-△d·(n-1)%),当车削深度小于△dmin时,车削深度锁定在这个值上;d为精车留量,用半径编程指定,单位为微米;i为螺纹锥度值,用半径编程指定,如果i=0则直螺纹,可省略;k为螺纹牙高,用半径编程指定,单位为微米;d为第一次车削深度;用半径编程指定,单位为微米;L为螺纹的导程。
(2)程序如下(工件原点设在右端面中心):
O0006
G40G54G97G99G00X100.0Z100.0F0.2
S350M04 因采用图一加工方式,注意主轴要反转
T0303调用螺纹车刀
G00X32.0Z3.0快速定位到直径32mm,离右端面3mm处
G76P010060Q50R200
G76X27.402-52P2598Q900F8车削第一条螺纹
G00X32.0Z5.0快速定位到直径32mm,离右端面5mm处
G76P010060Q50R200
G76X27.402-52P2598Q900F8 车削第二条螺纹
G00X32.0Z7.0 快速定位到直径32mm,离右端面7mm处
G76P010060Q50R200
G76X27.402-52P2598Q900F8车削第三条螺纹
G00X32.0Z9.0 快速定位到直径32mm,离右端面9mm处
G76P010060Q50R200
G76X27.402-52P2598Q900F8车削第四条螺纹
GOOX100Z100M05
M30
4 螺纹加工的注意事项
(1)主轴应指定恒转速(G97)指令,应为切削螺纹时,为能加工到螺纹小径,车削时X轴的直径是逐次减小,若使用G96恒线速控制指令,则工件旋转时,其转速会随切削点直径减少而增加,这会使F导程指定的值产生变动从而发生乱牙现象。
(2)若采用图1进刀方式加工左旋螺纹时,应把螺纹车刀的刀柄反装,对刀时切记主轴反转,否则会出现打刀或者更危险的事故。
(3)螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。
(4)在螺纹切削过程中,进给速度修调功能和进给暂停功能无效;若此时按进给暂停键,刀具将在螺纹段加工完后才停止运动。
(5)螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工件材料进行选择,但最后一次不要小于0.1mm。
