小直径TA2/0Cr18Ni9Ti棒材储能焊工艺参数优化设计
2014-09-22徐峰
徐 峰
(陕西理工学院 材料科学与工程学院, 陕西 汉中 723003)
小直径TA2/0Cr18Ni9Ti棒材储能焊工艺参数优化设计
徐 峰
(陕西理工学院 材料科学与工程学院, 陕西 汉中 723003)
采用微型储能焊机对Φ2.5 mm的异种棒材进行储能焊接研究。采用正交试验设计方法进行焊接参数优化设计,研究了焊接工艺参数与焊接接头抗拉强度和断裂特征的关系。试验结果表明,当焊接参数采用电压195 V,电极压力15 N,电容9 900 μF时,焊接接头拉伸强度可达到708.23 MPa。
储能焊对焊; 正交试验; 接头组织与性能
0 引 言
钛及钛合金以其优异的比强度、耐腐蚀和抗磨损等性能,被广泛应用于航空航天、工业制造、医疗器械和国防领域[1-2]。但是,由于钛合金价格较高,工程中常将其与价格低廉的不锈钢通过复合、焊接等途径制成结构件,以达到降低成本扩大应用的目的。电容储能焊属快速凝固焊接方法,焊接过程在压力下实施,接头变形和残余应力小,尤其适宜于成分、熔点、导热性能相差较大的异种金属材料之间的焊接[3-5]。
本文采用正交试验设计方法对小直径TA2与0Cr18Ni9Ti异种棒材的储能焊接进行研究,以期为钛及钛合金材料与不锈钢的异种焊接提供试验依据。
1 试验材料与方法
试验用材料为TA2(Φ2.5 mm×5 mm)和0Cr18Ni9Ti(Φ2.5 mm×5 mm)棒材。试验前先将两小直径棒材端面用金刚砂纸打磨,并用丙酮清洗,然后装配成对接接头,在微型电容储能焊机上进行焊接。焊接主要参数为焊接电压U=185~205 V,电容C=6 600~9 900 μF,电极压力F=5~25 N。焊接能量、电压和电容之间的函数关系为E=CU2/2,焊接能量为112.94~208.02 J。
采用正交试验设计方法确定最佳焊接工艺参数。影响焊接质量的主要因素有焊接电压(A)、电容(B)、电极压力(C)。以储能焊焊接工艺参数为参考,对应的因素分别取三个水平:电压为185 V,195 V和205 V;电容为6 600 μF,9 900 μF和13 200 μF;电极压力为5 N,15 N和25 N。正交试验因素水平表见表1。
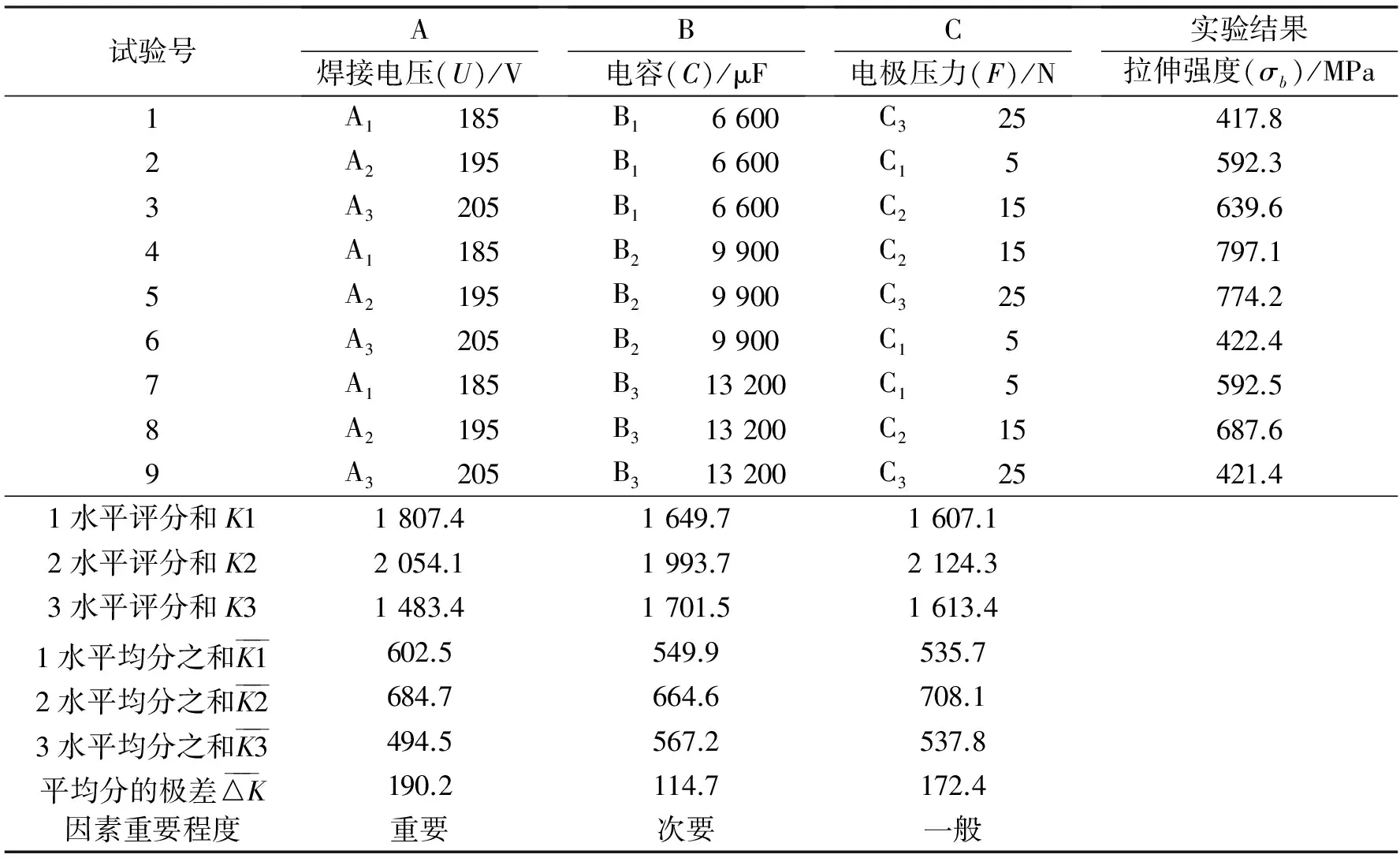
表1 正交试验数据表
为了分析各因素及水平对点焊接头力学性能的影响,用正交设计中的极差分析法来确定试验中各因素的主次和各试验因素的最佳水平,应用方差分析判断因素的主次和显著性[6-8]。正交设计的指标为焊接接头的抗拉强度。图1为各个因素水平影响的接头抗拉强度趋势图。通过分析得出影响因素中主次顺序为:A>C>B。因此试验的影响因素主要是焊接电压和电极压力,从趋势图中看出最优方案是A2B2C2,即焊接电压是195 V,电容是9 900 μF,电极压力是15 N。在进一步的试验中考虑到因素的重要性,进行合理的分配优化。

图1 焊接质量影响因素的水平趋势图
2 结果分析
2.1 最佳工艺验证
从正交试验中得出的最佳工艺参数是A2B2C2,即焊接电压是195 V,电极压力是15 N,电容是9 900 μF,其抗拉强度为708.23 MPa。
2.2 焊接接头组织分析
小直径TA2与0Cr18Ni9Ti储能焊接接头形貌如图2(a)所示。从图可看出焊接接头由清晰可见形状规则的扁球状熔核和熔核向母材过渡的熔合区组成。熔合区宽度较窄,组织细小致密,勾勒出熔核和母材之间的分界线;母材近熔核区域形貌与焊前的原始组织没有明显差异,且无粗化迹象。图2(b)为靠近不锈钢侧的熔核中心区及熔合区和母材组织。从图中可以观察到,熔核区形成了由熔合线向熔核内沿法线方向生长的柱状晶,晶粒直径约0.5~3 μm,这主要是由于高的冷却速率造成的。图2(c)是靠近钛侧的接头组织,类似靠近不锈钢侧的,母材变化很小,熔核内组织一致,因钛导热性较差,熔合区的宽度稍比在不锈钢侧宽,但也是非常狭窄的,组织也很细小,但比不锈钢侧略显增大。图2(d)为接头熔核内组织,熔核内呈明显的层片状和流线状,此乃焊接过程中熔化的两种不同材质的母材在电容快速放电所产生强磁场作用下,引起的熔核内部液相流动迹线。焊核内是α相上分布着含有Cr的初生相或析出相或者其他的析出相,它们均匀的弥散分布在整个区域内,不仅没有使强度降低,反而使得细晶强化,提高了强度,另外,熔合区狭窄和焊核内部组织细小起到了细晶强化作用。
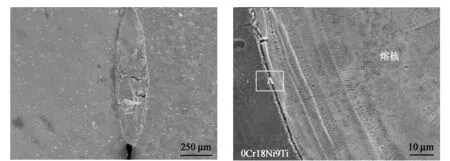
(a) 熔核整体形貌 (b) 靠近不锈钢侧组织

(c) 靠近钛侧组织 (d) 熔核内组织 图2 接头形貌及组织特征
3 结 论
(1)采用正交试验法,通过极差分析和方差分析,得出小直径TA2与0Cr18Ni9Ti储能焊的最佳工艺参数:焊接电压是195 V,电极压力是15 N,电容是9 900 μF,接头抗拉强度最高为708.23 MPa。
(2)在快速凝固焊接条件下,熔核区和半熔化区均形成了均匀的快速凝固组织,较好地实现了钛和不锈钢的连接。
[1] 徐峰,翟秋亚,陈凯.细直径TA2/0Cr18Ni9Ti棒材储能焊接试验分析[J].焊接学报,2012,33(6):77-80.
[2] 徐峰.TC4钛合金薄板储能焊接头组织与性能[J].陕西理工学院学报:自然科学版,2010,26(3):1-3.
[3] 王廷,张秉刚,陈国庆,等.TA15钛合金与304不锈钢的电子束焊接[J].焊接学报,2010,31(5):53-56.
[4] 李标峰.钛与钢及钛复合钢板的焊接性研究(1)[J].材料开发与应用,2004,19(1):41-44.
[5] 王晓军,刘天佐,何成旦.钛合金与不锈钢丝网异质接头焊接[J].焊接学报,2006,27(8):91-94.
[6] 阎俊霞,胡云岩,睢丙东.电阻点焊工艺参数正交试验优化设计[J].河北科技大学学报,2003,24(4):7-10.
[7] 唐新新.铝合金点焊熔核强化研究[D].天津:天津大学,2009.
[8] 朱文志,胡德安,陈益平,等.基于遗传算法与神经网络的电阻点焊工艺参数优化的研究[C]//第十五次全国焊接学术会议论文集,2010.
[责任编辑:魏 强]
Abstract: Using mini welder, the study focuses on storage capacity welding of dissimilar bar with the size of Φ2.5 mm. A parametric optimization is completed with orthogonal disign. The effects of welding parameters on the tensile strength and fracture characteristic have been studied through a series of experiments using orthogonal experiment method. The results show that,at the condition of welding voltage 195 V, capacitance 9 900 μF and pole pressure 15 N, the tensile strength of welded joints can reach 708.23 MPa.
Keywords: capacitor discharge welding; orthogonal experiment; microstructure and property of joint
The capacitor discharge welding parameters optimization of TA2 and 0Cr18Ni9Ti small-sized bars
XU Feng
(School of Materials Science and Engineering, Shaanxi University of Technology,Hanzhong 723003, China)
1673-2944(2014)03-0015-03
2014-03-06
陕西省教育厅科研基金资助项目(2013JK0911)
徐峰(1977—),男,陕西省西安市人,陕西理工学院副教授,硕士,主要研究方向为先进材料及其焊接技术。
TG456.9
A