轻稀土对WC-10Co硬质合金表面PVD涂层微观结构与性能的影响
2014-09-21苏永要王锦标
李 力,苏永要,王锦标
(重庆市高校微纳米材料工程与技术重点实验室,重庆 永川 402160)
随着机械加工行业的快速发展,尤其是高转速、大进给量、干式切削等加工方式的推广和难加工零件的大量出现,先进的加工方式和高质量的产品对刀具材料提出了更高的要求,传统的硬质合金刀具已经难以满足需求.涂层刀具以其优异的性能很好地克服了传统硬质合金的缺点,涂层有很高的硬度且基体又具备良好的强度和韧性,在工程上广泛应用[1].其中,涂层与基体的结合力是能否获得性能良好涂层的关键问题,也是近年来涂层工艺研究的重点和难点[2].
稀土元素作为一种高效硬质合金添加剂已经应用于刀具行业,稀土的引入可以从多方面提高刀具材料的性能,但是很少有稀土元素对PVD涂层性能影响的相关文献报道.本文从轻稀土组元入手,阐释了稀土元素对硬质合金表面PVD沉积TiAlN涂层性能的影响,并对实际使用性能进行评估,为含稀土的刀具材料表面涂层工艺的改良提供数据基础.
1 实验方法与步骤
1.1 WC-0.1RE-10Co硬质合金刀具的制备
采用轻稀土Ce和Co的复合粉末与WC粉末,制备WC-0.1Ce-10Co合金混合料.混合料在ND2型行星式高能球磨机中球磨48 h后,经过干燥和制粒在FZJ160全自动粉末压机上冷压制备CNMG-120408型刀具压坯.放置24 h后在VSF-223真空烧结炉中1 380℃烧结1 h制成合金刀具试样.
1.2 TiAlN涂层制备
对成品刀具进行喷砂处理,去除刀具表面的污染物,使表面变得均匀,并具有一定的粗糙度.然后依次经过清洗剂、无水乙醇、丙酮和超声波清洗5 min,烘干后备用.
把处理后的刀片放入真空室并抽取真空,待真空度达到 1×10-3Pa后,通入 Ar气洗气10 min,然后加热到650℃对刀具表面进行溅射清洗,以获得洁净表面.然后开启溅射电源进行TiAlN涂层制备(为提高涂层与基体的结合力,先沉积一层纯Ti层作为过渡层,以改善基体与涂层的力学匹配性能),沉积时间为1.5 h.涂层刀具照片如图1所示.

图1 涂层刀具外观
1.3 SEM形貌观察
使用FEI Quanta250型扫描电镜观察合金断口的显微组织,并对涂层部分进行能谱测试,以确定涂层化学成分.
1.4 涂层性能检测
用球形压痕仪检测涂层与基体结合状况,用球形压痕周围的裂纹数量和长度来表征膜基结合力.最后,涂层刀具在成都成量集团硬质合金厂与巴尔查斯同型号涂层产品进行对比切削实验,对涂层刀具的实际使用性能进行表征.
2 试验结果及讨论分析
2.1 合金断口的显微组织分析
WC-0.1Ce-10Co涂层刀具断口SEM照片如图2(a)所示.
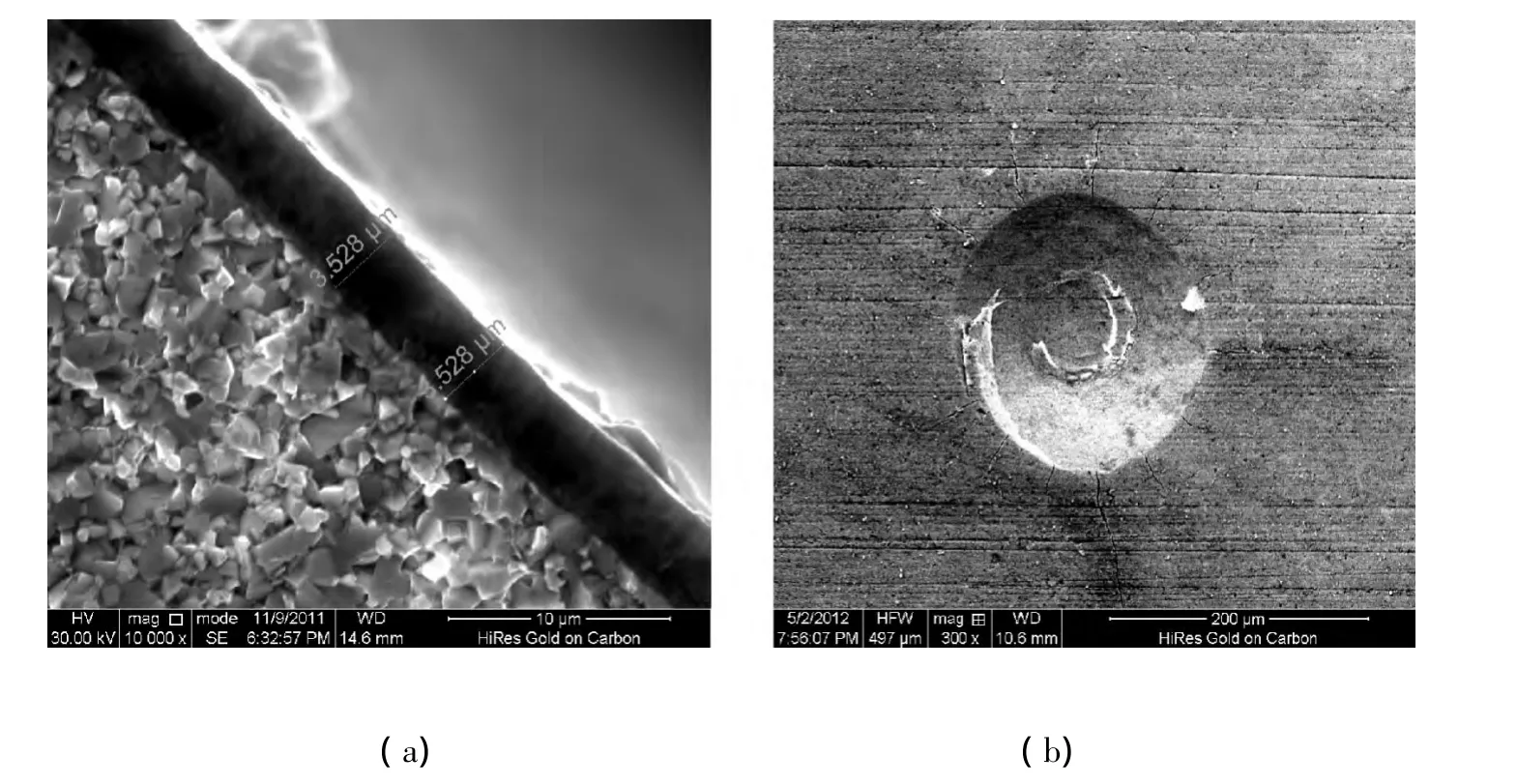
图2 涂层合金的断口与球形压痕SEM照片
从图2(a)的SEM照片可以看出,涂层与基体结合良好,无明显界面反应产物或者第二相.涂层致密性良好,内部无明显的裂纹或孔隙.经厚度标定后,膜厚为3.5 μm左右,厚度均匀,断口整齐.基体内部WC晶粒平均尺寸在1.5 μm,且较为均匀,断裂方式主要是沿晶断裂,WC晶粒多为三角形或四边形.
在合金烧结过程中,轻稀土有表面迁移的趋势,其驱动力为合金内部与合金表面的氧浓度差与碳势差[3-4],而在轻稀土中Ce元素的富集趋势更为明显[5-6].合金刀具表面在涂层之前先预沉积了一层纯Ti.在这个预沉积过程中,合金表面富集的Ce与Ti形成了非晶复合氧化物,有相关文献[7]证明其为Ce-O-Ti的短程有序结构.该结构有很高的化学活性,能在后续PVD沉积过程中更有利于基体和涂层之间的结合.
2.2 球形压痕测试
球形压痕仪的膜基结合力测试结果如图2(b)所示.成都工具研究所给出的鉴定结果为压痕二级[8],已经达到应用水平.从压痕照片可以看出,压痕周边只是出现了一些细微径向裂纹,膜基结合良好.
2.3 涂层成分分析
对涂层表面进行能谱分析,其结果如图3所示.
从涂层元素的原子比可以看出,N、Al、Ti三种元素的比值约为2∶1∶1.涂层当中的Si含量为1.45﹪,C含量为4.85﹪,这主要是因为靶材中有SiC的成分,在沉积过程中少量的SiC升华成蒸汽沉积在刀具表面,在 TiAlN涂层中添加Si(C)可以强化涂层的结合力,改善力学性能和与基体的结合情况[9].涂层的沉积速度主要由N2的分压和极偏电压决定,靶材当中Al的含量也会影响涂层的结构.另外,轻稀土的加入可以有效提高过渡层的化学活性,提高物理气相沉积过程的速率.
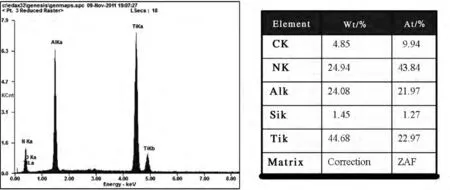
图3 合金涂层的表面能谱分析
2.4 切削性能试验
在成都成量硬质合金厂对本试验制备的TiAlN涂层刀具和巴尔查斯同型号XC涂层刀具进行切削性能对比试验[10-11],性能试验结果如表1所示.
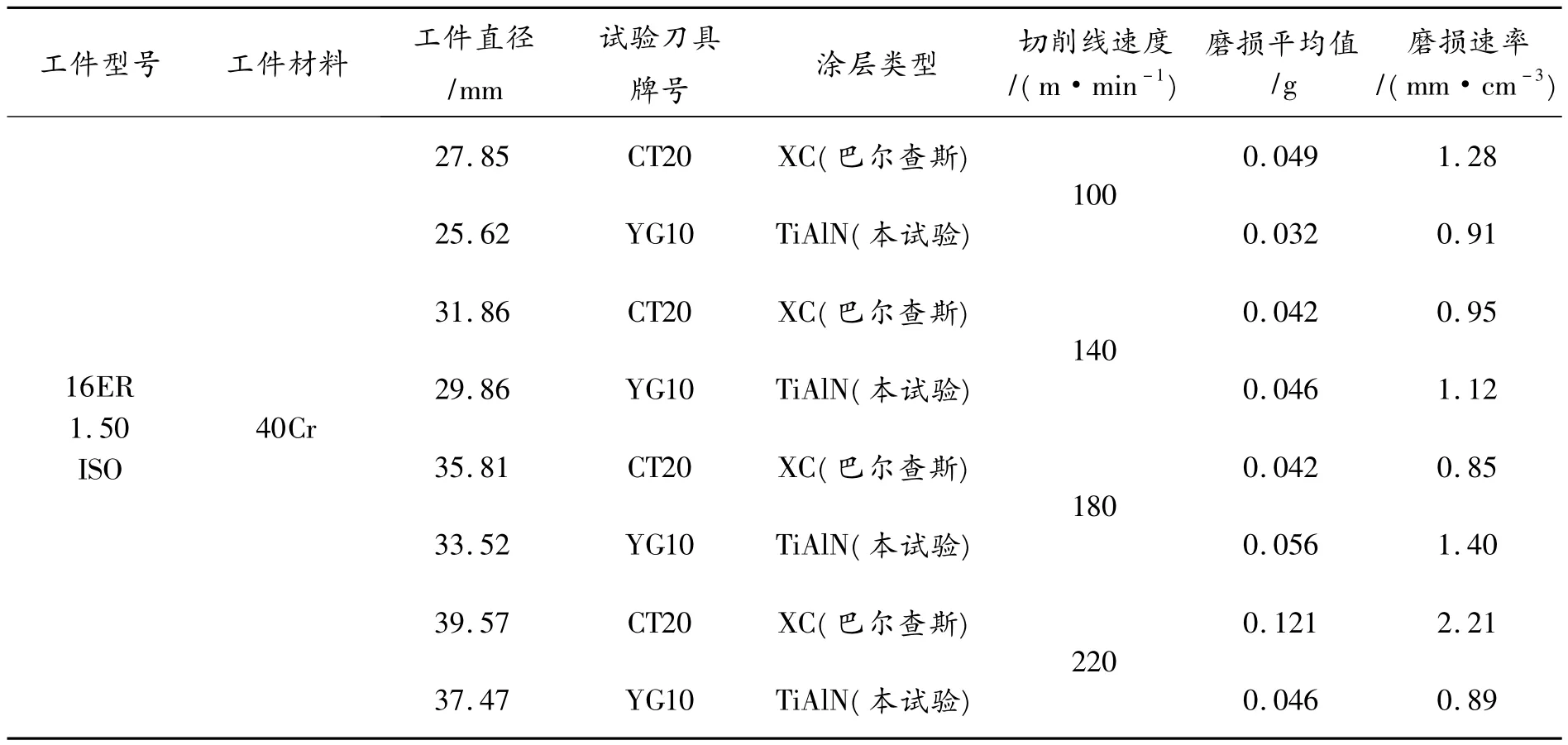
表1 涂层对比切削性能试验结果
从表中可以看出,在工件直径处于小于30 mm(低切削线速度)和大于35 mm(高切削线速度)的范围时,本试验制备的涂层刀具的磨损速度要低于巴尔查斯的涂层刀具;而在工件直径处于30~35 mm(中切削线速度)范围时,本试验制备的涂层刀具的磨损速度要略高于巴尔查斯的涂层刀具.总体来看,本试验制备的TiAlN涂层,与国际一流企业巴尔查斯制备的XC涂层使用寿命相当,而本试验涂层的成本在国内市场仅为巴尔查斯涂层费用的40﹪,具有较强的市场竞争力.
3 结论
轻稀土的引入有利于提高YG10硬质合金刀具基体与TiAlN涂层的结合力,改善涂层的力学性能.基于轻稀土Ce在烧结过程中的表面富集,可以与涂层中的Ti元素形成含Ce-O-Ti短程有序结构的非晶复合氧化物,较高的化学活性在后续PVD沉积过程中更有利于基体和涂层之间的结合;对比切削性能试验的数据,本试验制备的涂层刀具在高速切削中表现良好,使用寿命已经达到国际先进水平,且制备成本较低,有较好的产业化前景.
[1]谢宏.切削刀具PVD涂层技术的发展及应用[J].硬质合金,2002,19(1):1-4.
[2]张而耕,孔令辉.焊接刀具PVD涂层值得关注的几个问题[J].表面技术,2010,39(3):106-108.
[3]吴厚平,张立,赵晓兆,等.混合稀土掺杂硬质合金刀具工作表面稀土富集相的能谱分析[J].粉末冶金材料科学与工程,2010,15(2):117-128.
[4]张立,陈述,Schubert W D,等.Ce在混合稀土掺杂的硬质合金烧结体表面富集现象的热力学分析[J].硬质合金,2004,21(2):71-76.
[5]张立,Schubert W D,黄伯云,等.含稀土硬质合金的表面观察[J].中南大学学报:自然科学版,2003,34(5):467-471.
[6]石晓亮,杨凯华,汤凤林,等.稀土Ce的添加方式对WC-Co硬质合金性能的影响[J].中南大学学报:自然科学版,2005,36(2):204-208.
[7]Ping L,Ying X,Qian L,et al.Ce-Ti amorphous oxides for selective catalytic reduction of NO with NH3:Confimation of Ce-O-Ti active sites[J].Environment Science and Technology,2010,46:9600-9605.
[8]徐银超.PVD涂层硬质合金的组织性能及其刀具切削性能研究[D].长沙:中南大学,2011.
[9]李佳,陈利,王社权.TiAlSiN多元PVD涂层的研究[J].硬质合金,2010,27(5):264-268.
[10]雷斌,莫继良,朱旻旻.TiAlN涂层硬质合金刀具铣削35CrMoSiV钢的切削性能研究[J].硬质合金,2010,27(5):264-268.
[11]陈政文,商宏飞,徐建华,等.基于切削力的PVD涂层刀具性能研究[J].工具技术,2012,46(10):15-17.
