基于残留高度控制的椭球面铣削螺旋刀轨
2014-09-20,
,
(天津机电职业技术学院 产学研中心,天津 300131)
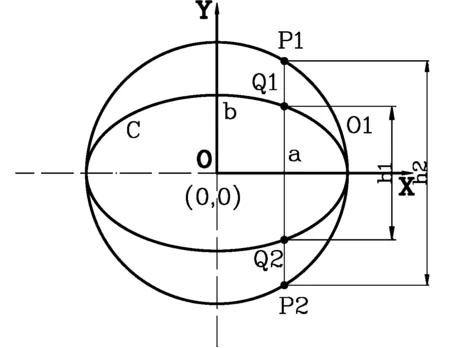
图1 椭圆与圆的关系
椭球面在光学领域有着广泛的应用,如电影放映机聚光灯的反射镜、固体激光器中的聚光腔等都是椭球面。现代光学仪器的飞速进步,对光学元件的加工质量提出了越来越高的要求,其中椭球面加工一直都是学者和工程师们关注的热点问题。与此同时,高速切削技术也得到了迅速发展,为提高椭球面加工的表面质量提供了新的思路。高速加工对刀路的要求相当严格,走刀速度要平稳,避免突然加减速。目前,最常用的走刀方式可以大致分为三种:行切式、环切式、螺旋式、复合式。行切和环切路径的方向存在突变,这会导致切削厚度和切削力的急剧变化,易于产生振动和变形,降低加工质量,甚至报废零件和崩断刀具。螺旋式刀具轨迹具有轨迹连续、平滑、空行程小、效率高;没有进给方向和速度的突变,减少加减速次数,刀具负荷稳定,冲击小,可以延长刀具寿命。因此,本文提出了利用基于残留高度控制的螺旋线刀具轨迹对椭球面进行加工的方法。目前,已经有很多学者对基于残留高度控制的自由曲面的刀具轨迹进行研究,并得出了一些理论成果,但是由于这些成果多停留在理论阶段,或者涉及到复杂的数学公式和程序设计,实际生产中的编程人员很难掌握。针对这些问题,本文以常用的CAM软件NX UG为工具,给出了具体的基于残留高度控制的椭球面加工的螺旋刀具轨迹生成的方法。
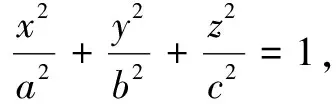
一、椭球面几何分析与建模
本文基于NX UG软件开展研究,但是该软件没有提供直接进行椭圆建模的命令。因此有必要寻找一种,操作简单,又能保证精度的建模方法。
如图1所示,以r=a为半径绘制圆心为(0,0)的圆O1;以长轴r1=a短轴r2=b椭圆C(a≥b)。
其中,圆O1是椭圆C的外切圆,其方程为:
x2+y2=a2
椭圆C的方程为:
在圆O1上任取一点P1(x0,y0),过P1做X轴的垂线,与O1下半圆交与P2,与椭圆交与Q1,Q2两点,设Q1,Q2的距离为h1,P1,P2的距离为h2,

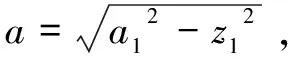
(1)

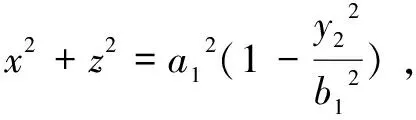
圆m1的标准方程为:x2+y2=a12-z12
因此,可以得出结论,椭球G是圆球F在Y方向成比例缩小k1得到的。


因此,可以得出结论,椭球H是由椭球G沿Z向缩小k2得到的。因此,椭球H可以看做是圆球体F在Y方向缩小k1,然后再沿Z向缩小k2得到的。在NX UG中建立椭球模型H,如图2所示。
二、等残留高度分析
已加工表面的理论粗糙度是由残留高度决定的。为了获得较高的表面质量,残留高度往往作为刀具规划所要考虑的重要因素之一。刀具轨迹的行距越小,表面残留高度越小,表面粗糙度也就越小,但是相应程序的计算量增加,加工时间也会随之增加。残留高度与刀具类型、被加工曲面形状、刀具轨迹形式、刀具轨迹行距等多种因素有关,其控制比较复杂。为了保证整个加工面的加工精度,必须保证相邻刀具轨矩的最远距离处的加工精度在要求的范围之内,这个距离就是刀具轨迹的理论最小值。在实际加工中,由于刀轨规划不合理,在满足整体的加工精度时,刀具的切削宽度无法得到充分的利用。因此,针对这个问题,很多学者提出了残留高度控制,甚至是等残留高度的概念,即尽量保证两相邻路径之间的最大切削余量等于许可加工精度。进行残留高度控制的刀路,可以最大限度地利用刀具的切削宽度,使刀具轨迹在满足加工精度的前提下,小于其他形式的刀具轨迹。
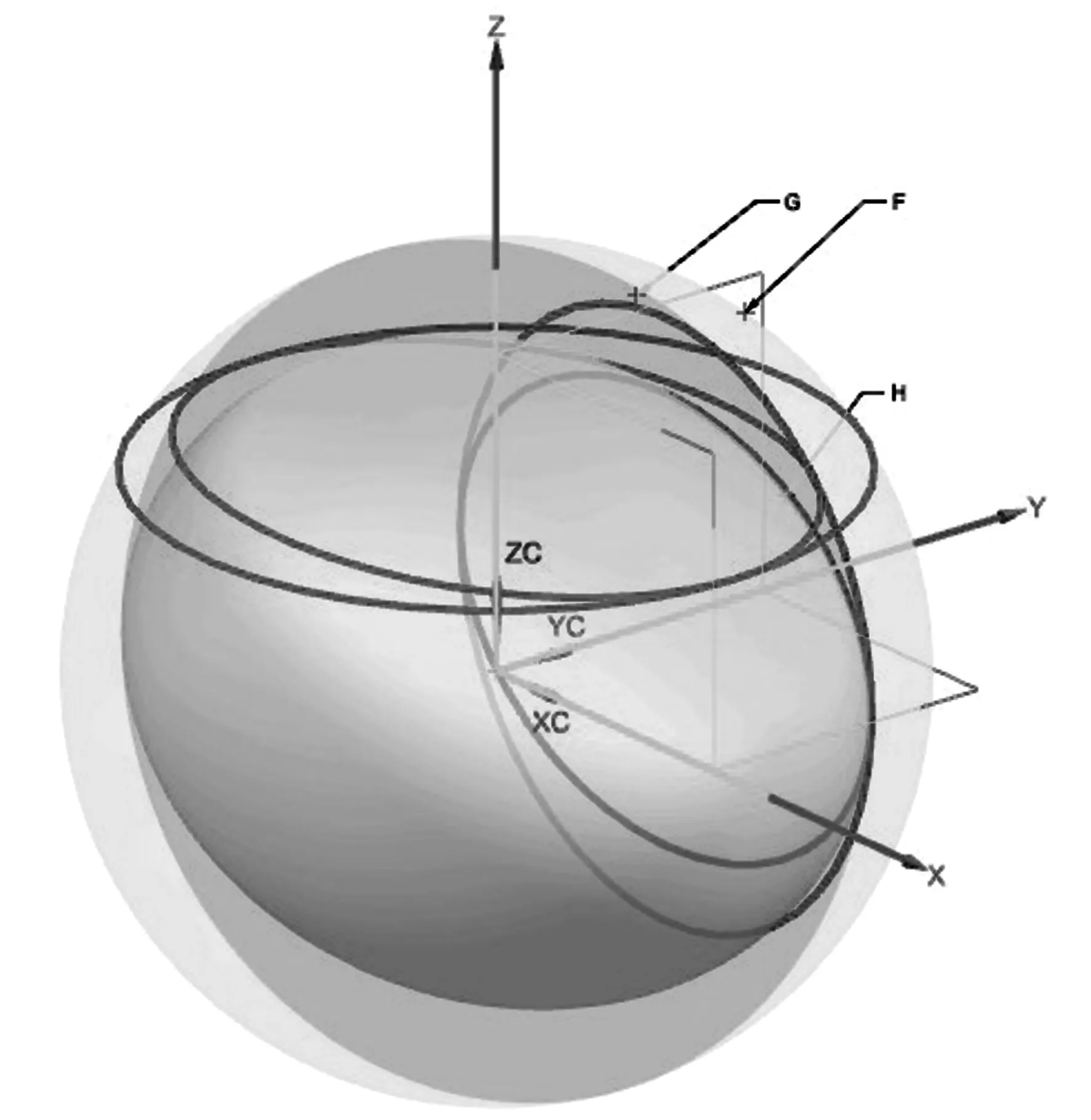
图2 椭球面与球面的关系

图3 椭球面残留高度示意图
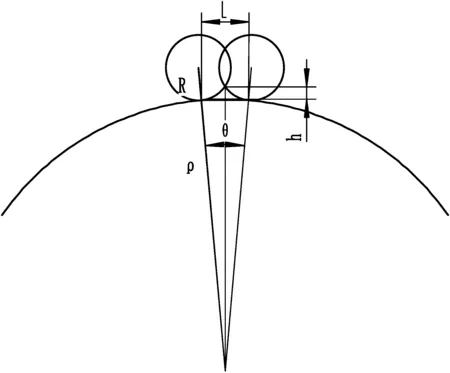
图4 椭球面近似残留高度
如图4所示,根据几何关系,可以计算出刀触点之间的间距计算公式为:
(2)

(3)
由于椭圆l3的周长为:S=2πc+4(a-c),因此要加工整个椭球需要走刀次数为:
(4)
三、包络椭球面的螺旋线方程的推导
标准螺旋线的定义为:当直线与圆柱法面平行相切,圆柱沿直线同时做匀速运动和匀速圆周运动时,直线上的任意一点在圆柱面上所形成的轨迹叫做标准螺旋线,其参数方程为:
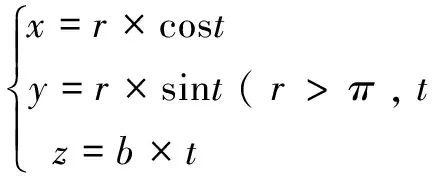
(5)
任取t1=360×k,t2=360×(k+1),带入方程(2)得到螺旋线上的两个点:E1(r×cos(360×k),r×sin(360×k),b×360×k),E2(r×cos(360×k+360),r×sin(360×k+360),b×360×k+b×360)。E2是E1沿着螺旋线向上绕Z轴旋转360°移动得到的,在移动的过程中Z轴坐标向上移动了距离b×360,即为螺旋线的节距P。
圆球面的参数方程为:
φ的几何意义是圆球上的点与原点O的连线与Z轴的夹角;θ是过圆球上的点与Z轴做平面与XOZ平面的夹角。包络球体的螺旋线,是变半径的,常量r应当是t的函数,螺旋线上的点满足圆球面方程。 因此,在包络圆球面的螺旋线上,当θ增大时,φ也逐渐增大,当螺旋线的密度一定时,φ的随θ增大,线性增加。

因此,球体螺旋线的参数方程可以写成:
因为椭球面是圆球面在不同方向成不同比例缩放的结果,当椭球面各轴半径a,b,c比例差不是特别大时,包络球面的螺旋线经过在各个轴对应的比例缩放后,可以得到近似等密度的包络椭球面的螺旋线。
因此包络椭球面的螺旋线方程可以写成:
(6)
四、加工椭球面的螺旋线刀具轨迹的生成
利用NX UG软件的参数方程绘制曲线功能绘制包络椭球面的螺旋线。在函数驱动绘制曲线时,函数只能是参数方程,参数范围为(0,1)。
为了便于计算,设t=n×360×k,其中,0k1,代入方程(6),得到螺旋线的方程可以写成:

(7)
其中n为螺旋线的圈数,由刀具轨迹行距L确定。根据该曲线,使用曲线驱动生成刀具轨迹既可以得到螺旋线刀具轨迹。
五、应用实例
需要加工半椭球面,如图5所示,半椭球面X轴半径为100mm,Y轴半径为50mm,Z轴半径为75mm,要求粗糙度为3.2um。选用R5的球刀,则有:
把n代入(7)得到螺旋线刀路方程为:
通过NX UG软件的参数方程绘制曲线如图5所示,再通过曲线驱动得到螺旋线刀路如图6所示。
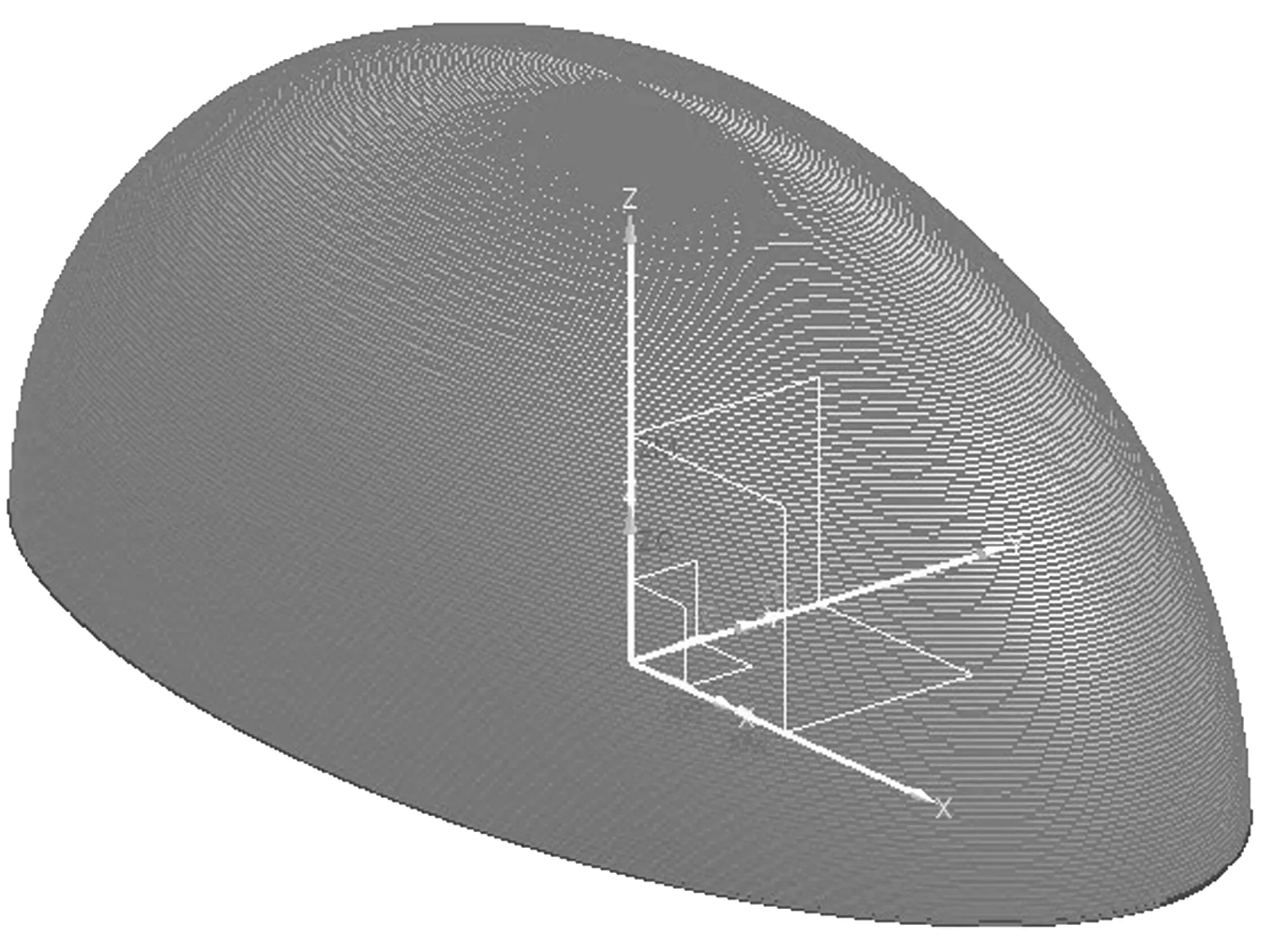
图5 半椭球面及对应的包络螺旋线

图6 半椭球面螺旋线刀具轨迹
经过NX UG软件自带的仿真功能,把仿真精度设置到较高,得出残留高度值如图7所示,残留高度在3.2um之内。
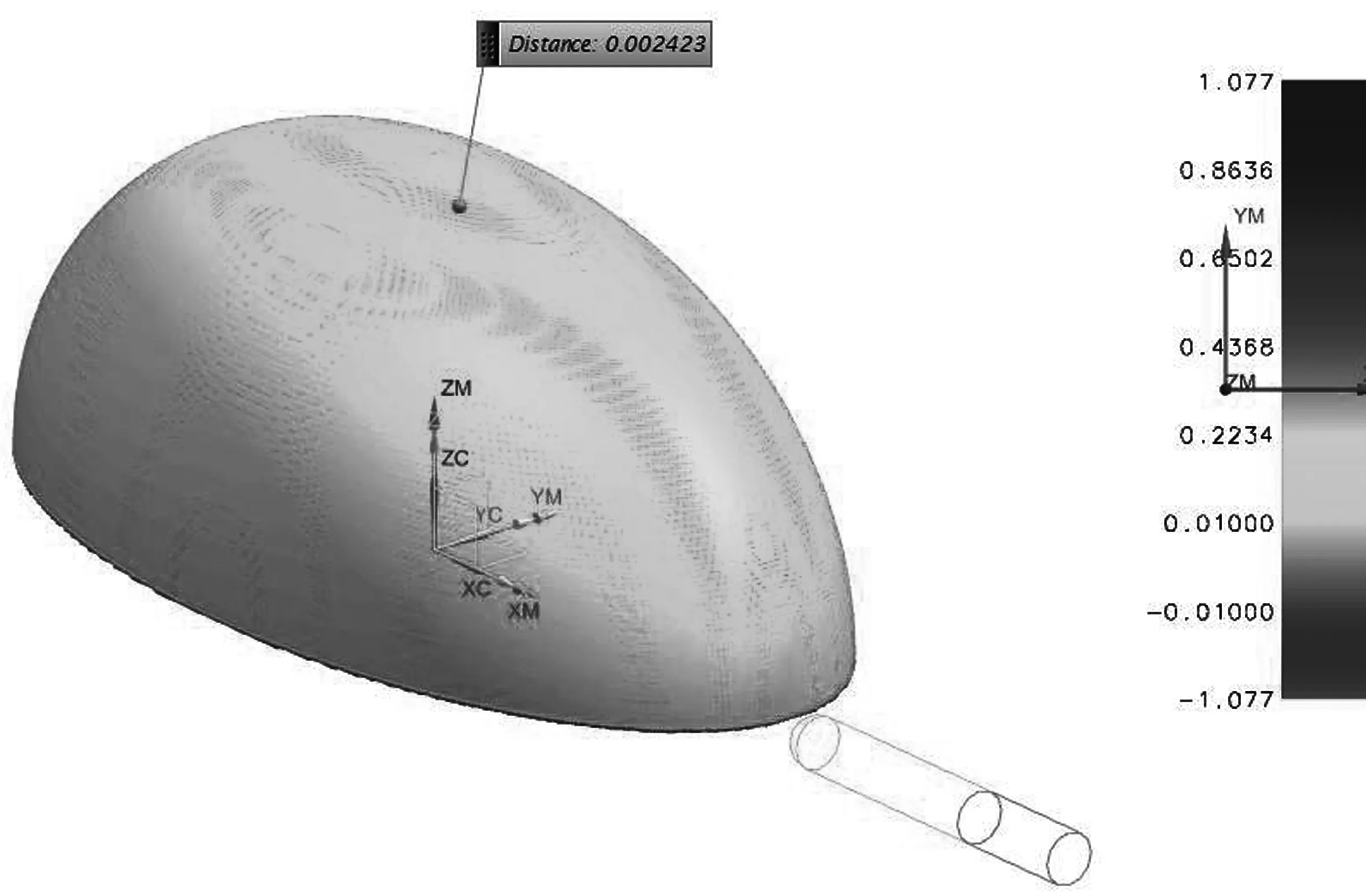
图7 残留高度分析图
参考文献:
[1]王玉国,周来水,安鲁陵等. 型腔铣削加工光滑螺旋刀轨生成算法[J].航空学报,2008,29(01).
[2]Schulz H, MoriwakiT. High-Speed Machining[J]. Ann CIRP, 1992, 41(02).
[3]DaviesM A, Dutterer B, Pratt J R, eta. On the dynamics of high-speed milling with long slender endmills [J]. Ann CIRP, 1998, 47(01).
[4]杨长祺,秦大同,石万凯. 自由曲面五轴等残余高度高精度加工的路径规划[J].计算机辅助设计与图形学学报,2003,15(05).
[5]刘牧,杨茂奎,霍颖. 复杂曲面五坐标数控铣削表面粗糙度预测的关键技术研究[J].机械制造,2005,43(495).
