辊式矫直过程中辊间张力对矫直力的影响
2014-09-19中国第二重型机械集团公司重型机械设计研究院四川成都610052太原科技大学材料科学与工程学院山西太原030024
(1.中国第二重型机械集团公司,重型机械设计研究院,四川成都 610052; 2.太原科技大学材料科学与工程学院,山西太原 030024)
(1.中国第二重型机械集团公司,重型机械设计研究院,四川成都 610052; 2.太原科技大学材料科学与工程学院,山西太原 030024)
辊式矫直是改善板型、消除残余应力、获得合格金属板带材的重要工艺环节。但是辊式矫直机矫直过程中有关辊间张力的研究较少,使得辊间张力对矫直力能参数的影响不被人了解。通过对辊式矫直过程中施加辊间张力进行的理论分析,配合有限元模拟和实验,找出了辊间张力与矫直力之间的关系:随着辊间张力的增大,总矫直力会增大,在矫直压下量较小的情况下,辊间张力对矫直力的影响较大。研究结果对完善矫直理论和指导实际生产有一定积极的意义。
辊式矫直;辊间张力;矫直力
0 前言
辊式矫直的原理是利用板材在交错排列的矫直辊辊系间经过连续反复弯曲,其表面发生塑性变形,中心发生弹性变形,在这个过程中板材的初始缺陷逐渐减小,曲率逐渐收敛,最后达到矫直的目的[1-3]。
在冶金机械领域内,张力是矫直工艺重要参数。然而,国内有关辊式矫直机辊间张力的研究并不多,但国外学者却做了一些研究,如日本的益居健等人将大辊径的辊式矫直机和小辊径的辊式矫进行了组合并在两组矫直机组之间进行张力补给,降低了不良板形的发生率[4]。本文将通过经典力学理论分析矫直过程中存在张力对矫直力的影响,并通过有限元模拟和实验进行深入研究。
1 辊间张力的理论
1.1 辊间张力的定义
辊式矫直过程中,板材辊间存在负扭矩或附加扭矩的现象已被学者所了解,但未进行系统研究。崔甫认为负扭矩主要来自各辊压弯量的不同,矫直过程中矫直辊集中传动速度相同,而板材中性层因压弯量不同而速度不同,这导致被矫板材中存在负扭矩现象[5]。刘玉理研究了4 216 mm热板材矫直机矫直辊辊径差产生的辊间附加扭矩,认为附加扭矩是矫直设备传动系统损坏的重要原因[6]。
为了便于研究,本文把存在于辊式矫直过程中由压弯时弯曲曲率不同,负扭矩或附加扭矩等引起的板材不同中性层速度差产生的力定义为辊间张力。多辊传动矫直机在工作时这种辊间张力是普遍存在。把拉伸张力规定为正,把压缩张力规定为负。
1.2 辊间张力产生的机理
由于辊式矫直机的矫直辊较多,所以矫直机一般采用分组集中传动,即辊系驱动一般不少于两台电机,每台电机根据实际情况驱动一定数量的矫直辊[7],同一个电机驱动的矫直辊转速相同,假如矫直过程中不存在压下量,那么板材的前进速度就与矫直辊的线速度相同,如图1所示。此时板材不存在任何弯曲变形,如果沿板材厚度方向划分许多纤维层,则板材的每一层纤维都没有发生压缩或者拉伸,所以板材每一层纤维的速度都等于板材的表面速度,即此时的板材是一个速度相同的整体,宏观运行速度可以用板材的中性层前进速度vi表示,板材的前进速度与矫直辊的线速度vg相同,即vi=vg=v。
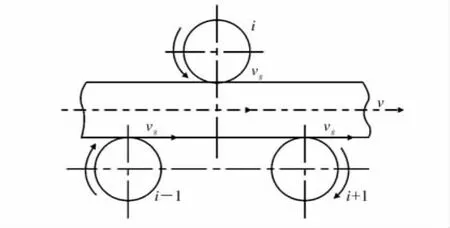
图1 无压弯状态矫直速度Fig.1Straightening speed without roll reduction
假如矫直过程中存在压下量,板材在矫直过程中就会发生弯曲变形,则板材不再具有宏观意义上的相同速度,板材在矫直辊作用下发生的弯曲导致每一层纤维产生不同的变形,有的纤维被压缩,有的纤维被拉伸[8-9]。板材会在与矫直辊接触部位产生一个长度方向上的收缩,假设板材在第i号矫直辊处产生弯曲变形时的应变为εi,则板材的表层纤维收缩速度为εivg,此时中性层的前进速度不再是原来表层的速度,还应该在原来的表层速度上再叠加一个因为弯曲变形而产生的表层收缩速度εivg,这时中性层的速度vi= εivg,当板材发生弯曲变形后各层纤维前进的速度会因为纤维层状态的改变而不同,板材各层纤维的前进速度不同但又受到板材整体的约束,相当于每层纤维两端都有一个刚端约束,这样的约束会导致内部应力的产生,这就辊间张力产生的机理。
1.3 辊式矫直机存在辊间张力时垂直矫直力的计算
当辊式矫直机存在辊间张力时,其每个矫直辊的垂直矫直力可以通过下述方法进行计算,从左至右开始对每个矫直辊处的板材用截面法截开,如图2a所示,有如下平衡方程。
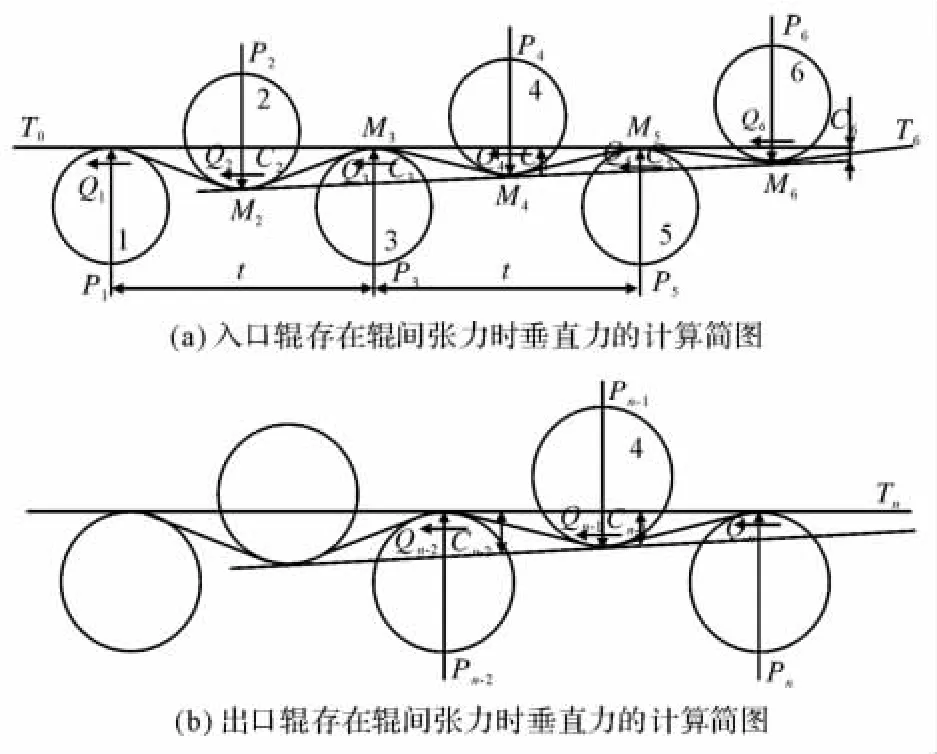
图2 辊式矫直机存在辊间张力时垂直力的计算Fig.2Roller straightening machine vertical force when tension exists between rollers
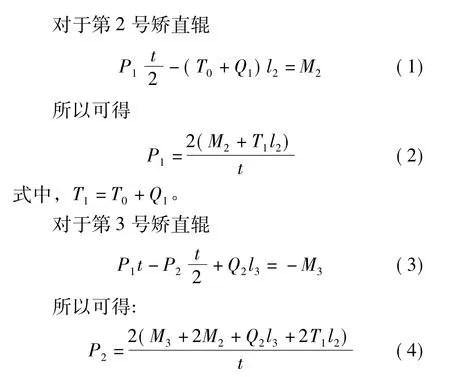
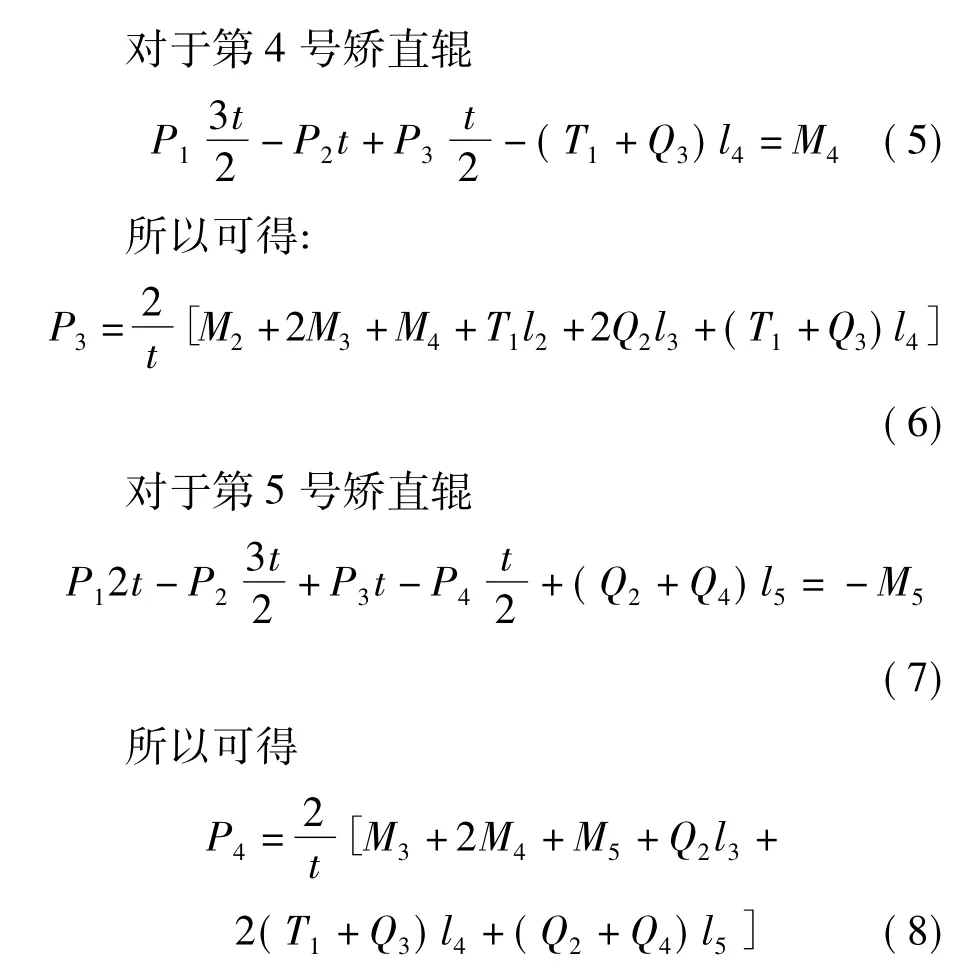
通过上述方程,可以得出如下规律,即作用在第i号矫直辊上的垂直矫直力为
但是,式(9)只能用于计算i=n-2以前矫直辊的垂直矫直力,即Pn-2,Pn-3…,P1,对于Pi=Pn-1,Pn则不能采用上述公式,因为上述公式的推导是在一定条件的情况下得出的,即对第2号矫直辊辊写出平衡条件求出P1,对第3号矫直辊写出平衡条件求出P2,对第n-1号矫直辊写出平衡条件求出。然而当i=n-1和n时,应该按照如下方法进行计算,如图2b所示,即从出口侧写出第n-1和n-2号矫直辊的平衡方程式。
对于第n-1号矫直辊辊
由公式(9),(11),(13)可知,由于水平力即辊间张力的作用,会使矫直机各矫直辊的垂直矫直力Pi增大。但另一方面,当板材塑性弯曲存在张力时,板材的弯曲力矩M会变小,张力越大,则减小程度越大[10],所以当板材矫直存在辊间张力时,所需的弯曲力矩Mi会减小,这又会使Pi减小。所以,究竟辊间张力使矫直过程中矫直辊的矫直力增大还是减少,要通过实验和有限元模拟来看谁占主要因素。
2 实验研究
2.1 实验设备
实验设备为全液压压下辊式矫直实验平台,如图3所示,平台由矫直本体、传动装置、电气控制、液压伺服系统等部分组成。实验平台主要技术参数有辊距100(120)mm、辊径95 mm、设计矫直力2 000 kN、矫直板材厚度范围2~8 mm、最大矫直宽度800 mm。
矫直本体机中液压压下系统(2)安装在机架(1)的上横梁上,通过压下系统中液压伺服缸运动,带动对开梁(3)、上辊系及辊盒(4)移动,实现辊缝调整。对开梁(3)可通过弯辊液压缸运动实现上辊系预弯。板材矫直时,传动系统中主电机(5)通过减速机(6)、齿轮箱(7)、万向接轴(8)带动辊系(4)转动,板材通过机架辊(9)进入辊系完成矫直。
实验平台共十一根矫直辊,采用分组传动形式,其传动系统如图4所示。沿着矫直方向第1~5号矫直辊由1#电机带动,第6~11号矫直辊由2#电机带动,1#电机和2#电机之间的传动系统没有硬性连接。在主传动的电气控制上,两台电机采用两套ABB变频调速系统,通过速度跟随技术控制。矫直力则由四个液压缸下的四个压力传感器测量。
2.2 实验方案
实验采用的板材为Q345B,主要规格参数及力学性能见表1。板材的初始不平度为20 mm/m。
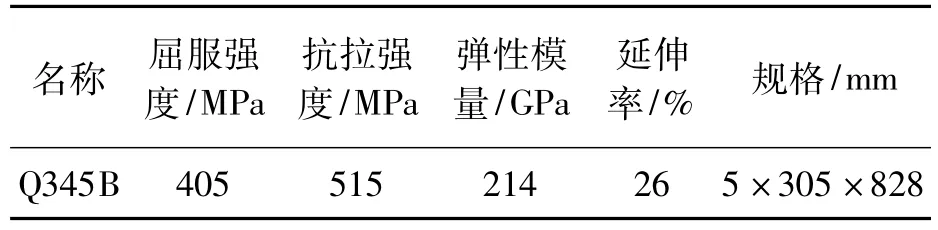
表1 实验材料主要规格参数及力学性能Tab.1Main parameters of experimental materials
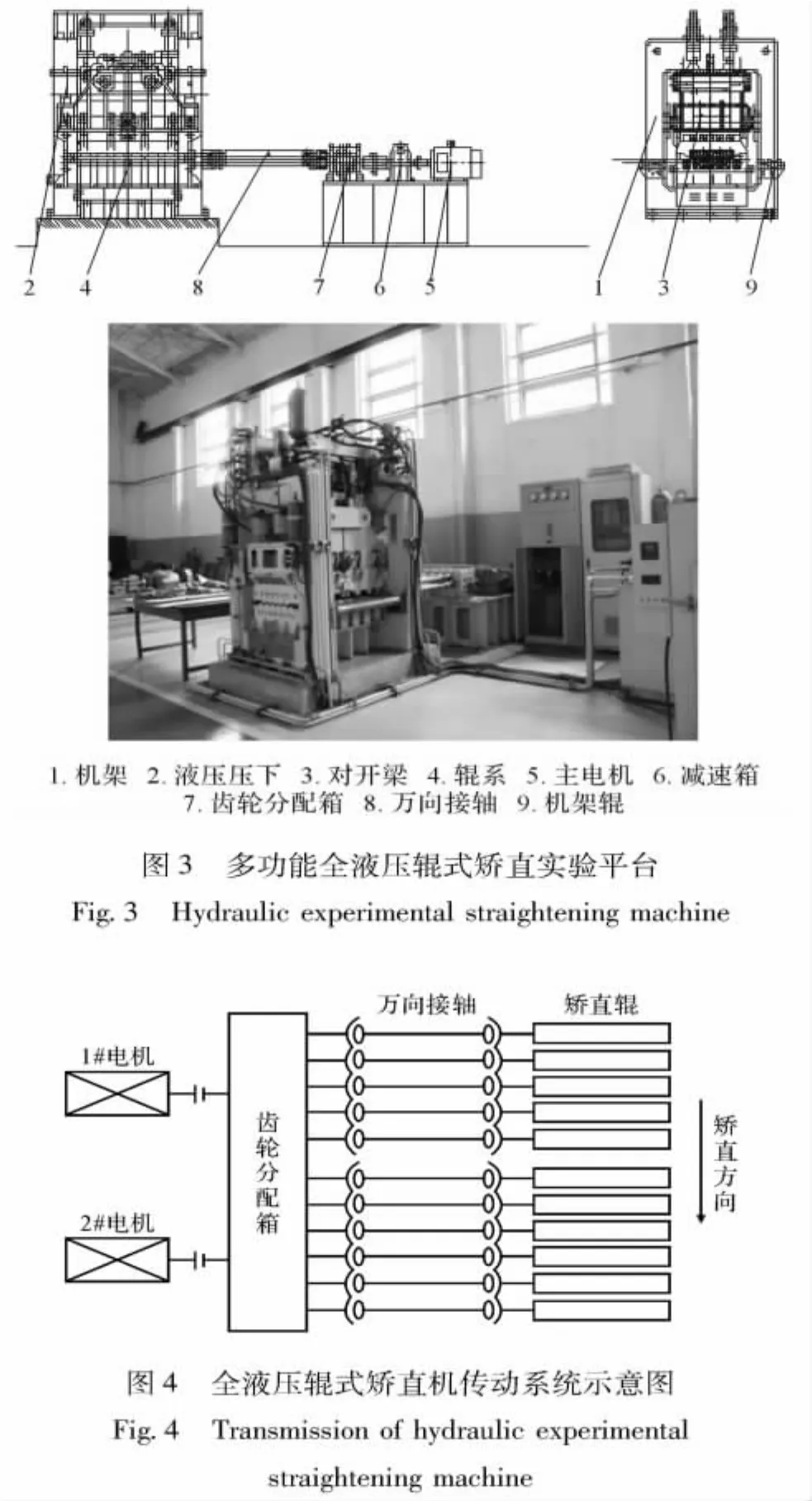
图3 多功能全液压辊式矫直实验平台Fig.3Hydraulic experimental straightening machine
根据实验平台设备的状态和能力,通过调节电机控制柜使1#和2#两组电机最终稳定转速不同施加辊间张力。同时由于设备的结构参数是确定的,即矫直机的辊径、辊距、辊长、板材的厚度是定值,为研究张力因素影响,矫直过程中压下量不宜太小,否则板材的不到很好的矫直效果与实际矫直工艺不符合,但压下量也不宜过大,否则板形质量将下降还会增加矫后板材内部的残余应力,从矫直工艺来说过大的压下量会增加机器多做附加功还会使板材的表面产生裂纹,报废板材。综合考虑上述原因,为了研究不同压下量下辊间张力对矫直力的影响,而压下量的确定又由板材在矫直过程中的板材最大弯曲曲率比确定[11],所以Q345B辊间张力的实验方案如表2所示。
表2 实验方案Tab.2Experimental scheme
2.3 实验结果及分析
由于进行矫直实验时采用上排辊整体倾斜的矫直方案,且前后电机转速不同,使板材中性层的速度会有较大差异,造成辊间张力的存在,这会对矫直垂直力造成一定的影响。不同压下量和不同辊间张力作用下辊系矫直实验过程中矫直垂直力数据如表3所示,其中四个压头位于矫直机控制上辊系压下的四个液压缸正下方,而矫直垂直力的分布状态如图5所示。
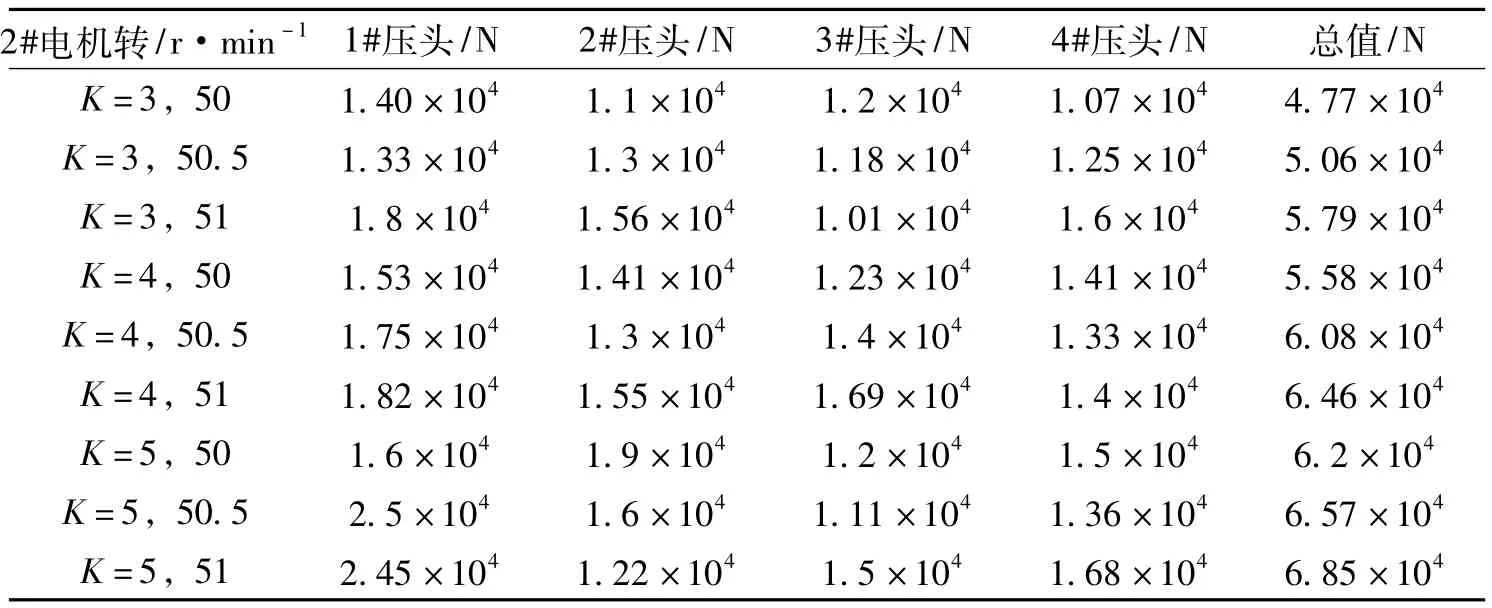
表3 矫直实验压头压力值Tab.3Head pressure value of straightening experiment
从图5和表3中可以看出,提高2#电机控制的矫直辊的转速,Q345B在矫直过程中中性层速度差累积就会增大即辊间张力增大,张力在辊间的状态发生了变化直接导致矫直力的分布状态发生了改变。当最大弯曲曲率比k=3时,随着辊间张力的增大,矫直力依次增大了6.08%和 16.6%;当k=4时依次增大了8.96%和6.25%;而当k=5时,则依次增大了5.96%和4.26%。所以从总体上来说有如下结论:①在压下量相同的情况下辊间张力越大矫直力就越大;②在变形量较小的情况下辊间张力对矫直力的影响较大。
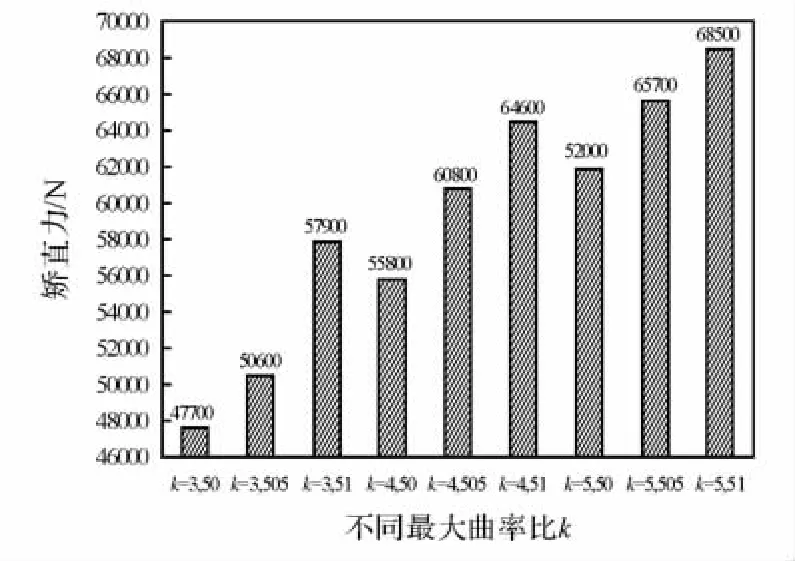
图5 矫直力分布状态图Fig.5Straightening force distribution bar
3 有限元模拟
3.1 分析模型的基本参数
有限元模拟采用的是显示动力学软件ANSYS/LS-DYNA,模拟所用模型分矫直辊和钢板两部分,矫直模型基本参数如表4、表5所示。

表4 矫直钢板参数Tab.4Straightening plate parameters
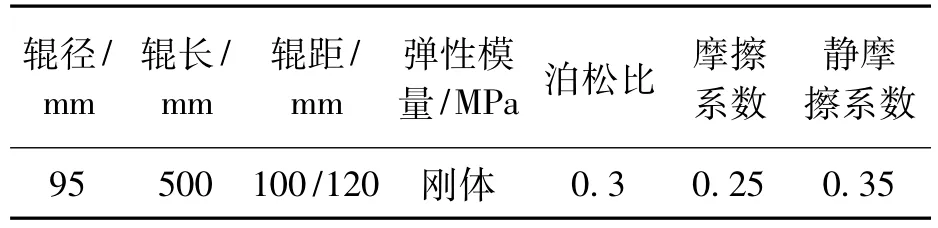
表5 矫直辊参数Tab.5Straightening roller parameters
3.2 有限元模型
有限元模型如图6所示,一共模拟2次,其中前5个矫直辊转速都为50 r/min,后6个矫直辊一次为50 r/min,一次为50.5 r/min,分别模拟无辊间张力和施加1%辊间张力的情况。压下采用倾斜压下,入出口辊缝分别为4.0 mm和5.6 mm。
图6 有限元模型Fig.6The finite element model
3.3 模拟结果及分析
在矫直过程中,每根矫直辊在无转速差和1%转速差的情况下,与板材接触时合力绝对值的最大值如表6所示。矫直过程中11个矫直辊在不同转速情况下与板材接触时合力的分布情况如图7所示。

表6 接触时合力绝对值的最大值Tab.6The max.absolute value of contact forcekN

图7 接触合力的分布Fig.7Contact force distribution
由表6和图7可知,在矫直出口侧提高矫直辊的矫直速度,则板材在出口侧的速度累积就会增大即张力就会增大,张力在辊间的状态发生了变化直接导致每个矫直辊与板材接触合力的分布状态发生了改变。即在压下量相同的情况下,随着辊间张力的施加,基本上每个矫直辊的接触合力都会增大,又由于水平摩擦力相对于垂直矫直力来说较小,所以矫直辊与板材接触的垂直矫直力会增大。
4 结论
(1)板带材在辊式矫直过程中,随着辊间张力的增大,每个矫直辊与板材接触的垂直力都会增大,所以总矫直力会增大。
(2)在矫直压下量较小的情况下,即板材变形量较小的情况下,辊间张力对矫直力的影响较大。
(3)通过实验和模拟证明,辊式矫直过程中施加辊间张力,对矫直力产生影响的两个因素中,辊间张力产生的水平力是主要因素,而板材塑性弯曲时存在张力引起的弯曲力矩减小是次要因素。
[1]濱崎洋,志垣征聡,吉田総仁.確率的最適化手法によるテンションレベリンクエ程の信頼性設計[J].鉄と鋼,2009,14(1):740-746.
[2]王效岗,黄庆学,胡鹰.中厚板辊式矫直过程模型算法修正与应用[J].中国机械工程,2012,23 (3):335-338.
[3]管奔,臧勇,曲为.矫直理论的研究发展现状与展望[J].机械设计与制造,2012(8):266 -268.
[4]马超.辊间张力对辊式矫直机力能参数影响的实验研究[D].太原:太原科技大学,2013.
[5]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2007.
[6]Yuli liu.Investigation into the effects of leveling roll diameter variation on coupling shear pin breakage of a hot plate leveler[J].Iron&Steel Technology,2009 (8):82-88.
[7]李相楠.板材辊式矫直机驱动数学模型及实验研究[D].太原:太原科技大学,2012.
[8]戴宏胜,龚曙光,彭炎荣.宽板塑性弯曲应变增量中性层的分析[J].塑性工程学报,2010,17 (3):81-84.
[9]王金伟.中厚板矫直应力中性层位置的研究[D].太原:太原科技大学,2013.
[10]连家创.矫直理论与卷曲理论[M].北京:机械工业出版社,2011.
[11]周存龙.中厚板辊式热矫直过程数学模型与数值模[D].沈阳:东北大学,2006.
辊式矫直过程中辊间张力对矫直力的影响
李乐毅1,王海澜2,王效岗2,黄庆学2
Influence of tension between rollers on straightening force in the process of straightening
LI Le-yi1,WANG Hai-lang2,WANG Xiao-gang2,HUANG Qing-xue2
(1.Heavy Machinery Research Institute,China National Erzhong Group Co.,Chengdu 610052 China; 2.Material Science&Engineering College,Taiyuan University of Science and Technology,Taiyuan 030024 China)
Roller straightening is an important step to get qualified plate and sheet,it could remove flatness defects and induce the residual stress.But few researchers study about the tension between the rollers in the process straightening,causing it's not well known.Theoretical analysis and FEM simulation experiment results show that straightening force rises with tension between the rollers increases,which affects straightening force badly when rolling reduction is small.It is important to improve the straightening theory and guide the practical production.
roller straightening;tension between the roller;straightening force
TG333.2
A
1001-196X(2014)05-0023-06
2014-02-14;
2014-03-21
973计划前期研究专项(2012CB722801);山西省基础研究项目计划(2011021019-4)。
李乐毅(1988-),男,硕士研究生,主要研究方向:轧钢机械设计及其过程控制。
