6082铝合金三次焊接修补后的疲劳性能研究
2014-09-17陶富文崔云龙
陶富文,崔云龙
(1.南京浦镇海泰制动设备有限公司,江苏 南京 210031;2.西南交通大学 材料学院,四川成都 610031)
0 概述
近年来我国高速铁路事业迅猛发展,而制约高速铁路事业发展的重要因素是列车在高速行驶时的安全可靠性[1]。其中,结构的疲劳失效是高速列车失效形式中最常见的一种,焊接接头的疲劳可靠性在很大程度上决定着高速列车车体运行的安全可靠性[2]。焊接修补是高速列车底架焊接的常见操作,而铝合金在经过多次焊接修补后容易导致接头疲劳性能的下降[3],EN1090-3标准中规定,铝合金焊接修补次数不宜超过两次。为了探究经过三次焊接修补之后接头的疲劳性能能否满足使用要求,本课题以高速列车底架常用材料6082铝合金研究对象,对三次焊接修补后的接头的疲劳性能进行研究,为高速列车底架焊接提供参考。
1 试验材料、设备及方法
1.1 试验材料
试验材料为16 mm厚T6状态的6082铝合金轧制板材。填充焊丝型号ER5356,直径φ1.2 mm。母材及填充焊丝的化学成分如表1所示。
1.2 焊接工艺
焊接修补模拟试验所采用的接头类型、焊接方法及工艺参数与实际焊接一致。焊接方法为MIG半自动焊接,焊接坡口为带衬垫单边V型坡口,坡口具体尺寸及焊接顺序如图1所示,焊接工艺参数见表2。按照上述焊接工艺进行三次焊接修补之后,使用所焊的试板加工疲劳试样。

表1 母材及填充焊丝的化学成分%
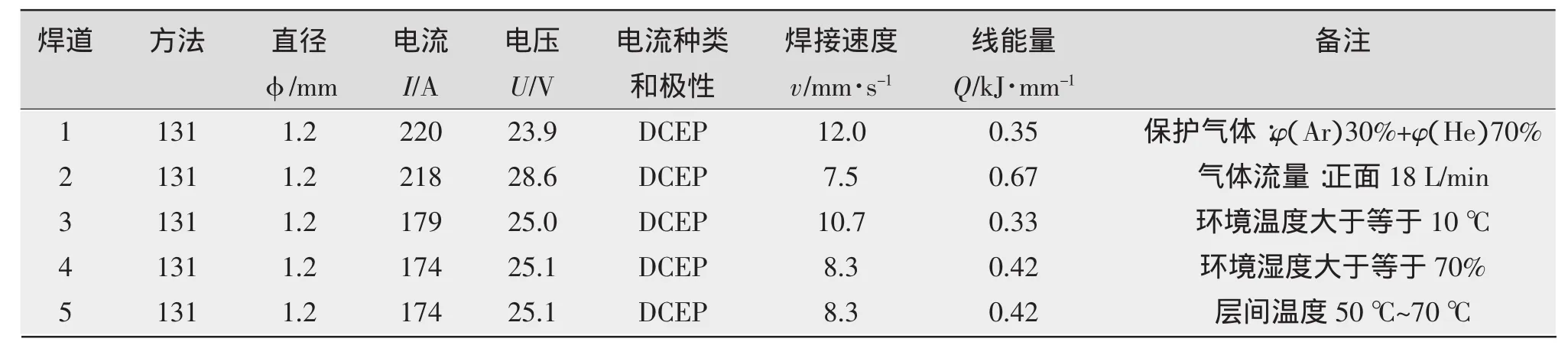
表2 焊接工艺参数
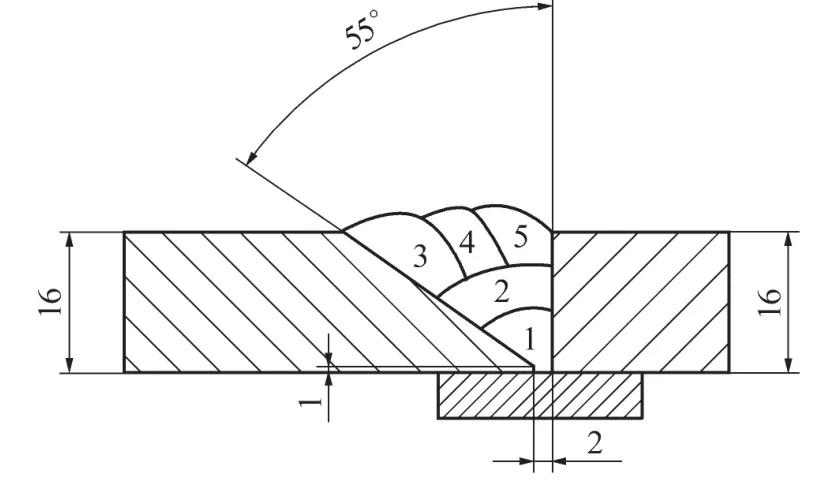
图1 坡口具体尺寸及焊接顺序
1.3 疲劳试样加工
由于所焊试板存在较大的焊接变形,取样之前先将板件上下表面铣去一定厚度进行找平。为了不影响材料轴向疲劳性能,加工时铣削方向始终与焊缝线垂直。
参照GB/T 13816-1992金属轴向疲劳试验方法设计疲劳试样。本试验的疲劳试样设计成带圆弧的变截面形状,具体形状和尺寸如图2所示。由于上下表面及圆弧面均为加工面,为避免表面质量对疲劳性能的影响,这些面均需要进行磨削加工,表面粗糙度达到Ra1.6以上。按给定尺寸和试验要求,共加工六个疲劳试样。
1.4 试验设备及方法
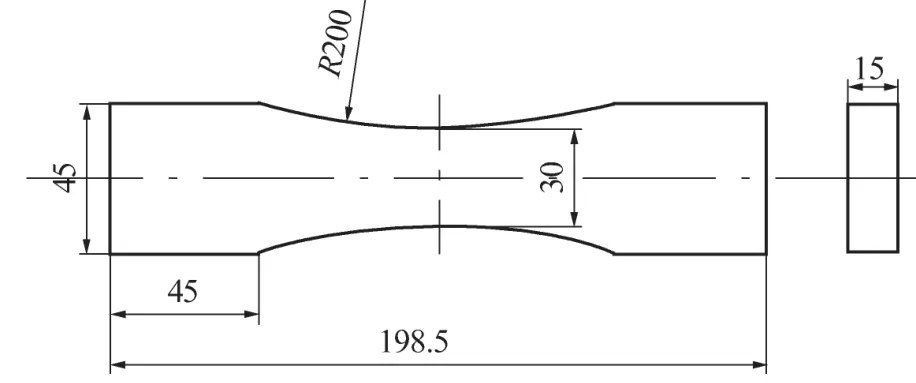
图2 疲劳试样具体尺寸
参照标准XIII-2151r2-07_r23 IIW《焊接接头及结构疲劳设计》及车辆设计时计算所得的疲劳强度要求,在垂直焊缝方向上加载28MPa应力的条件下,循环次数达到107次没有断裂视为合格。实际试验按上述要求设计载荷,试验应力比R=0.1,σmax=28MPa,σmin=2.8 MPa。疲劳试验所采用疲劳试验机型号为USF-2000。
2 试验结果和分析
对六根疲劳试样进行高频疲劳试验,试验结果表明,1#、2#、4#和5#试样经过107次以上循环后,试样表面并未出现裂纹。3#试样在尚未达到指定循环周次的情况下出现裂纹,裂纹位于焊趾处。6#试样达到了指定的循环周次,但其表面存在一条长约5 mm的浅裂纹,裂纹位于焊缝热影响区。
6082铝合金为热处理强化铝合金,对焊接热过程敏感[4]。6082铝合金在经过三次焊接修补后,因为重复受热,极易造成焊缝附近的母材晶粒粗大并且容易引发再热裂纹等焊接缺陷,导致焊接接头的疲劳性能下降,所以本试验的六根疲劳试样中有两根未能达到疲劳强度要求。
3 结论
高速列车底架常用材料6082铝合金焊接修补三次后,接头的疲劳性能无法满足使用要求。6082铝合金焊接修补次数不宜超过两次。
:
[1]金学松,郭 俊,肖新标,等.高速列车安全运行研究的关键科学问题[J].工程力学,2009(26):8-22.
[2]薛 华.高速列车用A6N01S和A7N01S铝合金焊接接头疲劳裂纹扩展速率研究[D].天津:天津大学,2007.
[3]于金朋,张立民,张卫华,等.多次焊补对高速列车铝合金焊接接头的影响[J].焊接学报,2012,33(11):77-82
[4]许鸿吉,唐海鹰,刘志平,等.6082铝合金MIG焊焊接接头组织与力学性能研究[J].金属铸锻焊技术,2010,39(1):131-133.