挤压机压辊轴颈及轴承座孔激光熔覆修复
2014-09-15马中山张志强郑春海
马中山,张志强,郑春海
(唐山三友化工股份有限公司,河北 唐山 063305)
挤压法制取重质纯碱是一种以机械作用改变物料性能的方法,是我公司重灰生产三种方法之一,该项目于2002年建成并投产,扩大了公司客户来源,增强了我公司产品的市场竞争力。
1 设备简介
挤压机是挤压法制取重质纯碱的关键设备,我公司挤压机是从德国亚历山大公司引进的进口设备,型号为WP750×660V(结构简图如图1)。该设备采用立体布置形式,下辊为固定辊,上辊为自由辊,采用实心特殊合金钢制成,表面为平面并加工花纹,以提高压辊使用寿命。上部配置四个液压缸,由液压系统对两个压辊施加工作压力。轴承采用稀油强制润滑,由润滑系统完成。挤压机工作压力的大小对压饼的密实性起关键作用,挤压机正常工作压力控制在19~22MPa。压力大则压饼密实,重灰产品密度大,粒度好;反之则压饼松软,粒度较差,因此挤压机工作状态的好坏直接影响重灰产品的质量和产量。
2 存在问题及原因分析
2.1 存在问题
经过十多年的运行,挤压机运行性能明显下降,尤其近两年以来,轴承频繁损坏。通过拆检,发现压辊轴颈和轴承座孔已磨损出沟槽,轴颈最大磨损部位磨损量达0.5mm,轴承座孔最大磨损量达0.3 mm,无法保证轴承位的正常配合精度,造成轴承频繁损坏,轴承最短使用周期十五天,在严重制约生产的稳定运行的同时,增加了检修资源的投入。仅更换一次国产轴承费用近20万元。
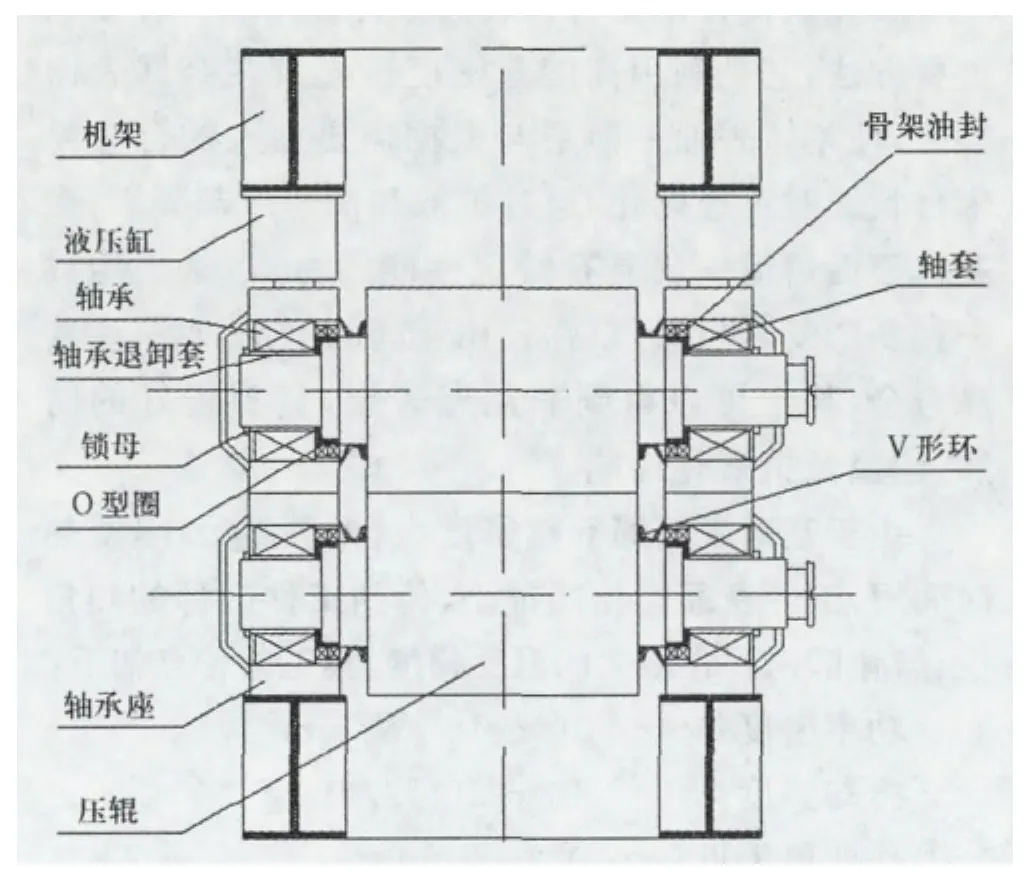
图1 挤压机结构示意图
2.2 成因分析
为拆装方便,挤压机压辊轴承设计采用24184型轴承。该轴承内孔为锥孔,和压辊轴颈之间安装锥形退卸套(结构型式见图1),利用压紧锁母改变退卸套轴向位置来增加套与轴承、轴之间的胀紧力,进而保证轴承定位及正常工作时传递扭矩所需的摩擦力。挤压机正常工作时,由于振动、进料发生波动或压辊之间进入较硬的异物,导致压辊之间挤压力变化,势必会造成压辊轴承的受力发生非周期性变化,退卸套和压紧螺母之间发生微动磨损,随着时间的推移,磨损量逐步加大,退卸套产生松动,进而造成轴承内外圈与轴颈、轴承座孔之间由于摩擦力不足而发生相对运动,出现相应位置的磨损,恶化设备运行状况,最终导致挤压机各零部件损坏。
3 解决方案
3.1 选定修复方案
由于设备生产厂家转产,导致备件无法正常供应,且其他厂家提供进口压辊组件费用折算人民币近150万元,经过反复调研比较,决定采用激光熔覆技术对磨损部件进行修复,以求达到原始尺寸。
激光熔覆技术是材料表面改性技术的一种新兴重要方法,它是利用高能量密度激光束在金属表面辐照,使基体表面一薄层与根据需要加入的合金粉末材料同时迅速熔化,通过扩散和快速冷却凝固,在基体表面熔覆一层具有特定性能的材料,从而构成一种新的复合材料,以弥补相互间的不足,对某些共晶合金,甚至可以得到非晶态表层,具有极好的防腐、耐磨及抗氧化性能。
由于基础表面局部热密度大,光斑直径小,受热时间短,工件表面熔化区很小,传到工件内部的热量少,熔化区内存在很大的温度梯度,其工艺特点如下:

该工艺具有瞬时快速升温、瞬时快速冷却降温的特点,能保持原有涂层金属成分(稀释率5%~8%),适用于各类金属的表面改性和修复,熔覆过程见图2。
与传统焊接、喷涂工艺相比激光熔覆技术有如下优点:1)涂层成分不受基体成分干扰和影响,稀释度小;2)涂层厚度可准确控制,加工范围0.1~3 mm,而传统喷涂一般不超过1mm,否则容易造成脱壳;3)与基体结合为冶金结合,结合强度高;4)高能量密度激光束加热,热影响区小、硬度和基材一致,层深均匀一致,熔覆后工件无热变形,覆层能充分熔合、脱氧、变得均匀密实、平整,没有气孔、夹渣、裂纹等缺陷;5)熔覆层具有抗冲刷、耐磨损和耐腐蚀等性能;6)加工过程中,作为加工工具的激光束不直接接触工件,不产生机械磨损;7)易于处理任何形状的表面,易于实现自动化控制。
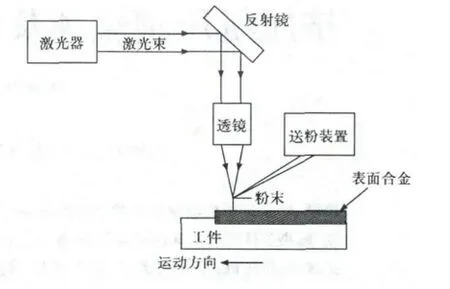
图2 激光熔覆
3.2 熔覆加工工艺及注意事项
挤压机压辊为进口件,材质为特殊合金钢,其牌号为85CrMo7,为了保证熔覆质量和正确选择合金粉末成分,河北瑞兆公司结合燕山大学对压辊及轴承座的材质成分进行精确分析后,制定了合理的加工工艺,熔覆修复加工工艺流程如下:
材质分析→去除备件表面疲劳层→表面预处理,同时配置合金粉末→熔覆→探伤→按图纸要求机加工
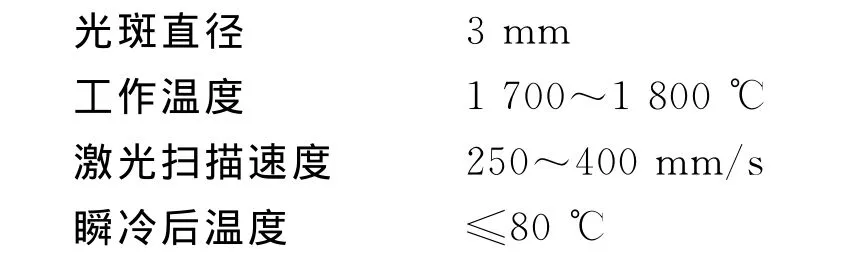
熔覆设备选择CO2激光器,型号为GS-TFL-6000,其工艺参数如下:
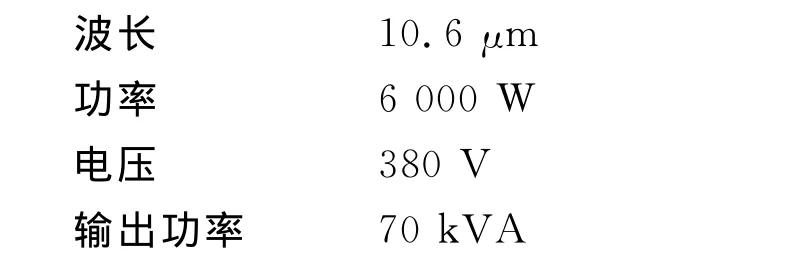
根据压辊及轴承座材质成分及表面硬度要求,合金粉末选择镍基合金粉末,工件表面疲劳层去除1~1.5mm,修复覆层厚度大约2mm,采用同步送粉熔覆工艺,送粉量根据工件转速由电脑程序自动控制,操作参数如下:
为了保证修复后备件的使用性能,熔覆过程中须根据基体材料的性质,严格控制激光功率密度和作用时间、引入材料的粉末粒度以及光束处理方式等影响熔覆质量的因素,尤其注意成分的污染控制、氧化及烧损控制,避免覆层开裂、气化或工件变形。
4 装配后效果
通过对熔覆修复、探伤及后期机加工的全过程控制,各部磨损尺寸均已恢复至原始尺寸。相关备件返厂安装前,在总结前期摸索积累的检修经验的前提下对恢复安装方案及技术要求进行了必要的优化修正,使设备投用后基本恢复了原始设备性能。激光熔覆修复前,以2012年看,全年挤压机共运行4 407h,运转率50.17%,然而轴承却因损坏更换过7次,修复投入使用后,自2013年6月大修完成运行至今,效果良好,没出现过轴承损坏的现象,恢复了设备的原始性能,稳定了生产。
5 结 语
激光熔覆技术作为新兴修复技术及加工手段有效解决了传统电焊、氩弧焊等热加工过程中不可避免的热变形、热疲劳损伤等一系列技术难题,以及传统电焊、喷涂等冷加工过程中覆层与基体结合强度差的问题,在进口挤压机修复过程中发挥了重要的作用,极大减低了零部件购置成本及采购周期,为其它类似重要的零、部件修复提供新的方法。
[1] 王兆华,张鹏,等.材料表面工程[M].北京:化学工业出版社,2011