机载任务电子系统装机工程实践探讨
2014-09-13李文志王得水
李文志,王得水
(电子科学研究院,北京 100041)
0 引言
机载任务电子系统是大型特种飞机的核心部分,由雷达、通信、导航等多个分系统组成,各分系统功能相对独立又高度集成,通过各类线缆及管路连接在一起。任务电子系统借助飞机平台升空,最终形成战斗力。其中,任务电子系统装机,是整个型号产品最终完成总装、实现产品功能性能的重要环节。装机过程涉及多种专业技术的应用、组成系统的多个分系统以及各分系统的承研承制单位,接口繁多、关系复杂、技术协调工作量大,这对产品质量、生产周期、技术状态控制提出了很高的要求,是一项系统工程。
本文结合工程经验,对任务电子系统装机实践过程进行研究和探讨,目的是总结工程经验,提出合理、规范的解决方案。
1 装机前准备
1.1 设计工作
总体单位需要为任务电子系统装机过程提供技术依据和保障,包括产品设计和工艺设计,必要时制定装机技术方案。
产品设计输出设计图样,至少应完成系统总装、部装或组件安装图样设计。总装图的设计应结合载机平台提供的空间进行科学、合理、规范的布局,通常分舱内、舱外两部分。舱内主要包含有设备机柜、显控台和直接安装在载机结构上的装机单元等;舱外主要包含有数十副尺寸不同、形状各异的天线。部装或组件图样的设计,主要是加改装特殊结构部分的结构件和设备安装的设计。设计应明确尺寸、位置、装配精度要求等物理特性,必要时应增加局部或放大视图。
产品设计方面的准备工作完成后,作为输入条件进行装机过程的设计,即工艺设计。装机工艺设计的目的是确保产品设计的实现,既能够反馈产品设计的工艺性,又能够通过适当的工艺方法弥补产品设计上的不足,与产品设计相辅相成,一一对应。工艺设计应配套工艺质量记录文件或工序流转卡,记录工艺实施过程原始检验数据。
产品设计输出的是设计图样,工艺设计输出的是工艺技术文件,二者均作为技术依据共同用于指导和规范装机的生产工作[1]。
1.2 工艺准备
装机工艺准备工作既包括组织能够提供有效、完整、经济、准确的工艺技术文件,还包括人力、物力、工装、施工环境条件的保障等。工艺技术文件的准备,除去上节中提到的工艺设计文件,还包括工艺接口技术文件,如不同的承研承制单位之间设备或结构件之间的工艺接口协调类技术文件。人力方面的要求是总体单位应提供具有专业资质和技能的技术人员进行现场技术服务;物力方面的要求是材料的准备,即设备、零部组件、线缆、扎线带、包线带等装机件及耗材;工装方面的要求主要是专用工装、测试仪表和工具的准备,必须满足工艺技术文件规定,符合检定标准要求;施工环境条件包括电力条件、空间条件、时间条件等,应满足工艺技术文件规定和相关行业标准要求[2]。
工艺准备的工作内容从人、机、料、法、环、计量与检测等六个因素考虑,装机过程即是这六个因素综合起作用的过程。 “人”是主体,可视为技术人员、操作人员、质量管理人员、生产管理人员等;“活动”指装机过程的各种行为,包括生产作业,配套原材料、半成品,引进和维护设备,保障和配置生产、技术资源等,通过运行工艺体系,完成各个工艺要素的关联、统一。工艺要素关联图如图1所示。
根据工艺要素关联图可知,工艺准备工作是否充分、工艺技术文件是否持续有效改进和固化,影响着装机过程的质量一致性、稳定性。装机工作牵头单位的工艺师应根据总体的装机设计要求,系统的组织工艺准备工作,组织参与单位工艺师系统协调落实装机工艺技术文件,确保后续生产高效作业。
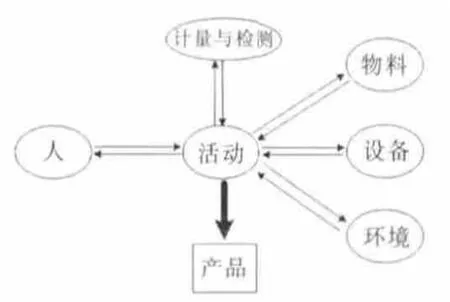
图1 工艺要素关联图Fig.1 Process elements relationships
2 工艺流程分析与分工
2.1 工艺流程
从任务电子系统装机单元在载机上的分布来分析,舱外主要是天线(阵),舱内主要是设备和设备安装架,以及遍及载机舱内舱外的线缆和管路;从装机过程涉及的工种来分析主要是电装和钳装;从装配工序关系来分析,舱内舱外可并行施工,舱内设备及载体安装涉及先后工序,舱外天线安装也可并行施工,特殊结构内装设备和天线需考虑工序;从具体装机任务来分析,主要是线缆敷设、收头、固定,液压(冷)管路敷设,天线安装,设备安装,设备安装架安装;从装机过程涉及的试验、测试项目来分析主要是线缆绝缘导通测试、搭接电阻测试、淋雨试验、液压(冷)气密试验。另外,特殊结构的天线罩应采取雷电和静电防护措施。装机工艺流程的设计应综合考虑以上因素。
任务电子系统装机工艺流程如图2所示。
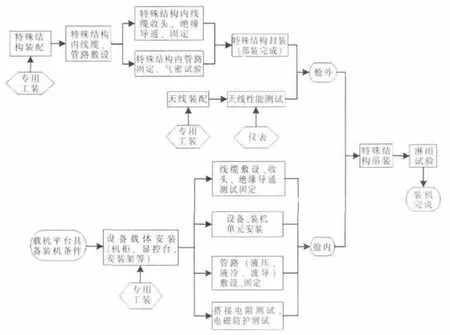
图2 装机工艺流程Fig.2 Installation process
关于上述工艺流程有几点要求补充:①重量控制,天线、设备、线缆、设备载体等装机前需记录重量数据;②线缆取长,线缆长度需通过首次装机完成长度测量;③水平调整,设备载体成组安装时要求进行水平调整,保证垂直度、平面度;④精度保证,天线安装应采用钻模,保证精度要求。
2.2 工艺分工
任务电子系统装机工艺分工,本质上属于工艺准备的内容,总体单位应在装机工作之前组织各承研承制单位协调分工,与载机单位除签署接口控制文件外,还应做好工艺接口的协调分工工作[3]。
特殊结构件部装完成后,吊装前进行质量安全复查,如齐套性、紧固情况、多余物检查等。
工艺分工的原则:①任务电子系统与机体直接连接的天线、结构件、线缆由载机单位负责施工,装机件所属单位配合;②特殊结构部分结构件的装配及管路、线缆的敷设、固定由载机单位负责施工,线缆收头、天线装配由所属单位负责施工;③设备的安装由总体单位负责施工,包括线缆在设备上的接插。
3 过程的质量管理与控制
装机过程是一个典型的生产活动,装机过程的质量管理和控制应符合国军标、航标标准要求。主要工作项有:①履历本的管控;②装机设备、线缆、天线等的移交过程质量管控;③装机过程的工艺质量记录;④依据工艺要求,组织多余物检查;⑤参与装机过程中技术质量问题的处理。
4 结束语
随着我国大型特种飞机的快速发展,特种飞机任务电子系统装机过程的工期要求、质量要求、成本要求越来越高,技术风险、管理风险随之增加,装机过程的科学性、合理性、经济性有必要进行系统总结和研究。本文结合以往经验,提出了装机过程的工程实践讨论,总体单位应适时归纳总结经验成果,建立设计规范、工艺规范、材料规范等技术管理标准。
[1]张立鼎,周志春,等.先进电子制造技术—信息装备的能工巧匠[M].国防工业出版社,2000.
[2]陈正浩.电子装联工艺技术[Z].中国电子科技集团公司第10 研究所,2008.
[3]北京时代同方科技服务中心.工艺管理与工艺技术[Z],2005.
